
جدول المحتويات
تبديلما هي تشطيبات أسطح القوالب بالحقن
تشير تشطيبات أسطح القوالب بالحقن إلى درجة محددة من الخشونة أو القوام أو الأنماط التي يتم إنشاؤها على سطح القالب، ولا تشمل خشونة السطح فحسب، بل تشمل أيضًا أنماط التصميم المختلفة.
يتم تعريف خشونة السطح وملمسه عادةً وفقًا للمعايير الصناعية المعترف بها مثل SPI، وVDI 3400، وMT. سنشرح هذه المعايير بمزيد من التفصيل أدناه للمساعدة في توجيه اختيار التشطيب.
مقارنةً بنعومة السطح القياسية، تقدم الأنماط التصميمية نطاقًا أوسع من التأثيرات البصرية. يمكن لهذه الأنماط محاكاة مواد طبيعية مثل خشب الحبيبات أو الجلد، أو إنشاء تصاميم هندسية مجردة. تُستخدم على نطاق واسع في صناعات مثل السيارات والإلكترونيات والمنتجات الاستهلاكية.
من خلال اختيار التشطيب السطحي المناسب للقالب، يمكن للمصنعين تحسين مظهر المنتج، وتعزيز قابلية الاستخدام، وإخفاء العيوب السطحية الطفيفة الناتجة أثناء الإنتاج.
دور التشطيبات السطحية لصب القوالب بالحقن
بشكل عام، تؤدي تشطيبات سطح القولبة بالحقن عدة وظائف مهمة:
- تحسين مظهر المنتج وتعزيز جاذبية التصميم؛
- زيادة القبضة وخلق إحساس لمسي أفضل؛
- تحسين التصاق الطلاء أو الدهان أو الطلاء الكهربائي؛
- المساعدة في إخفاء العيوب السطحية الناتجة عن عملية التصنيع؛
- تعزيز الوضوح والأداء البصري للأجزاء الشفافة.
وبهذه الطرق، تصبح تقنية نسيج سطح القالب جزءًا لا يتجزأ من تصميم المنتج، مما يعزز الوظائف والجماليات والأداء، وبالتالي تعزيز القدرة التنافسية للمنتج النهائي في السوق.
طرق المعالجة للتشطيب السطحي في قوالب الحقن
يمكن إنشاء تشطيبات أسطح القوالب باستخدام مجموعة متنوعة من طرق المعالجة، ولكل منها خصائصها الفريدة وتطبيقاتها المناسبة. فيما يلي بعض طرق المعالجة الشائعة:
التشغيل بالتفريغ الكهربائي (EDM) - ملمس رملي
يستخدم التشغيل بالتفريغ الكهربائي (EDM) درجات الحرارة العالية الناتجة عن الشرارات الكهربائية لصهر وتبخير المادة. تشكل هذه العملية بشكل طبيعي ملمسًا يشبه الرمل على سطح القالب، يُشار إليه عادةً باسم ملمس/تشطيب EDM أو ملمس التآكل بالشرارة.
ملمس السطح والتحكم
يمكن مقارنة مظهر أسطح EDM بمعيار VDI 3400 (الذي سيتم تقديمه لاحقًا). من خلال ضبط معلمات التفريغ، مثل زيادة التيار وعرض النبضة، يمكن تحقيق مستويات مختلفة من خشونة السطح.
EDM مقابل السفع الرملي
تُشبه القوام الناتجة عن التشغيل بالتفريغ الكهربائي (EDM) عملية السفع بالرمل، لكنها تقدم عدة مزايا، مثل توحيد أفضل ونتائج تدوم لفترة أطول. وهذا يجعل التشغيل بالتفريغ الكهربائي خيارًا مثاليًا للحصول على تشطيبات سطحية أكثر اتساقًا ومتانة.
أهمية تحديد القوام السطحي الناتج عن التشغيل بالتفريغ الكهربائي (EDM)
إذا كان مطلوبًا قوام يشبه الرمل، فمن الضروري تحديد القوام المطلوب الناتج عن التشغيل بالتفريغ الكهربائي (EDM) قبل إنتاج القالب. يؤدي ذلك إلى ضمان دمج القوام مباشرة أثناء التصنيع، مما يوفر الوقت ويقلل التكاليف. بالإضافة إلى ذلك، فإن القوام السطحي الناتج عن التشغيل بالتفريغ الكهربائي أكثر متانة، حيث يحافظ على مظهره مع مرور الوقت.
التلميع اليدوي – تشطيب ناعم / مرآتي / فرشاة
يتضمن التلميع اليدوي استخدام مواد وأدوات كاشطة لتلميع سطح القالب يدويًا. هذه العملية فعالة بشكل خاص لإزالة علامات التشغيل الآلي والخدوش الخفيفة، وتحقيق مستوى مرغوب من النعومة.
خيارات اللمعة العالية والتشطيب بالفرشاة
هذه الطريقة مناسبة بشكل خاص للقوالب التي تتطلب مستويات عالية من اللمعان، مثل تلك التي تحتاج إلى أسطح عالية الانعكاس. يمكن الرجوع إلى مظهر السطح مقابل معايير SPI A1 إلى A3 للتشطيبات عالية اللمعان.
يمكن أن يحقق التلميع اليدوي أيضًا تشطيبًا ملمسًا، والذي يتوافق مع معايير SPI B و C.
الخطوات الأولية والتشطيب المرآتي
تتضمن الخطوة الأولى عادةً استخدام حجر الشحذ لإزالة علامات التشغيل الآلي. يتبع ذلك استخدام درجات تدريجية أدق من ورق الصنفرة لتحسين نعومة السطح.
لتحقيق تشطيب يشبه المرآة، تُستخدم عجلات الصوف مع معجون الماس. التلميع عملية دقيقة تتطلب صبرًا ودقة كبيرين، وغالبًا ما تُنفذ في ورش عمل خالية من الغبار.
الدور في المعالجات السطحية الإضافية
يُعد التلميع اليدوي أيضًا خطوة أساسية لمعالجات سطح القالب الإضافية، مثل السفع بالرمل، والنقش الكيميائي والليزري.
بالنسبة لبعض المنتجات البلاستيكية عالية الدقة، تتطلب عينات T0 أسطحًا ملمعة لفحص جودة السطح بدقة. فقط بعد خطوة التلميع الأولية هذه تُطبق القوام السطحي الإضافية، مما يؤكد الدور الحاسم للتلميع في معالجة القالب.


قطب CNC + EDM – نقوش كبيرة وعميقة
في صناعة القوالب، تكون النقوش الموجودة على تجويف القالب معكوسة بالنسبة للجزء البلاستيكي. على سبيل المثال، تتوافق الميزات البارزة على البلاستيك مع ميزات منخفضة في القالب. تتضمن هذه الطريقة أولاً تشغيل قطب كهربائي (عادةً من النحاس أو الجرافيت) بنقش يتطابق مع الجزء البلاستيكي. ثم يُستخدم القطب في التشغيل بالتفريغ الكهربائي (EDM) لنقل النقش المعكوس إلى القالب.
تحقيق نصف القطر الصغير والميزات الحادة
تتيح هذه الطريقة إنشاء ميزات بارزة بنصف قطر صغير جدًا أو نقاط حادة. نظرًا لأن قواطع الطحن دائرية، فإن تشغيل الميزات المنخفضة مباشرةً إلى زاوية حادة ليس ممكنًا، مما يجعل هذه الطريقة المدمجة (CNC + EDM) ضرورية لأشكال هندسية معينة.
المزايا والتطبيقات
CNC electrode + EDM هي تقنية تقليدية ومباشرة. وهي مناسبة بشكل خاص لإنتاج الأنسجة الكبيرة أو العميقة، مثل الأنماط الزخرفية أو الشعارات. تعالج الطريقة بموثوقية الميزات التي تتطلب عمقًا وحجمًا يتجاوز قدرة الطحن المباشر.
القيود وجودة السطح
ومع ذلك، فإن هذه الطريقة ليست فعالة للنقوش الدقيقة أو المعقدة جدًا. تتطلب النقوش المعقدة أوقات تشغيل طويلة على آلات CNC، وغالبًا ما تحتفظ سطح القالب بعلامات التشغيل التي تحتاج إلى تلميع لاحق. نتيجة لذلك، قد يشعر السطح ببعض الخشونة ولا يمكن تحقيق تشطيبات دقيقة للغاية أو ذات نسيج عالي.

الرملية - نسيج شبيه بالرمل
يتضمن السفع بالرمل دفع جزيئات الرمل بسرعة عالية للتأثير على سطح القالب وتخشينها. هذه الطريقة المباشرة والسريعة مناسبة بشكل خاص لمعالجة المساحات الكبيرة على القالب.
المواد والخشونة
في عملية السفع بالرمل، تُستخدم مواد مثل كربيد السيليكون وحبيبات الزجاج بشكل شائع. يتم قياس خشونتها بأحجام الشبكة، والتي تتراوح عادةً من حوالي 10 إلى عدة مئات، حيث تُعتبر الشبكة من 80 إلى 200 هي الأكثر اختيارًا بشكل متكرر.
ملمس السطح والتجانس
على الرغم من إمكانية تطبيق السفع الرملي على أسطح القالب المختلفة، إلا أن القاعدة والجوانب تميل إلى إنتاج تأثيرات نسيج رملي مختلفة، مما يؤدي إلى تشطيب سطح غير متساوٍ. بالإضافة إلى ذلك، إذا استمر السفع الرملي لفترة طويلة جدًا، فقد يصبح السطح لامعًا.
متانة الأسطح المعالجة بالسفع الرملي
تميل الأسطح المعالجة بالسفع الرملي إلى التمهيد وفقدان نسيجها مع مرور الوقت. مقارنةً بالأنسجة الناتجة عن طرق أخرى، فإن أسطح السفع الرملي لها عمر أقصر وتتطلب إعادة معالجة منتظمة للحفاظ على التأثير المطلوب.
النقش الكيميائي – ملمس رملي، ملمس جلد، نقوش هندسية
نظرة عامة على العملية
تبدأ العملية بتلميع سطح القالب إلى تشطيب ناعم (Ra ≤ 0.4 ميكرومتر). بعد تنظيف السطح لإزالة أي زيت، يتم تطبيق طبقة من المادة الحساسة للضوء.
بعد ذلك، يتم وضع فيلم فوق القالب، ويستخدم ضوء الأشعة فوق البنفسجية للتعريض. تتصلب المناطق المعرضة للمادة الحساسة للضوء، بينما يمكن إذابة المناطق غير المعرضة وغسلها.
بمجرد إزالة المادة الحساسة للضوء غير المرغوب فيها، يتم تطبيق محلول حمضي لنقش السطح. هذه العملية تخلق الأنماط المطلوبة، مثل النسيج أو التصاميم الهندسية.
المتانة والمقارنة
يوفر النقش الكيميائي عمرًا طويلًا نسبيًا للنسيج الناتج، مشابهًا للأنسجة المنتجة بالتفريغ الكهربائي. وهو أكثر متانة بشكل ملحوظ من أنسجة السفع الرملي.
تعقيد العملية والتكلفة
ومع ذلك، فإن عملية النقش الكيميائي أكثر تعقيدًا وأكثر تكلفة قليلاً من الطرق الأخرى. من الممكن أيضًا إعادة معالجة السطح المنقوش، ولكن كل إعادة معالجة تؤدي إلى بعض فقدان الدقة الأبعادية.
قيود الدقة
بينما يوفر النقش الكيميائي متانة جيدة، إلا أنه يفتقر إلى دقة التشكيل الكهربائي والنقش بالليزر. هذا يجعله غير مناسب لإنشاء تفاصيل دقيقة مثل المسام أو الخياطة على السطح.

الطلاء الكهربائي - سطح القالب اللامع
يتضمن الطلاء الكهربائي ترسيب طبقة رقيقة من المعدن على سطح القالب. تعمل هذه العملية على تحسين مقاومة التآكل، وتوفر حماية من التآكل، وتضيف تشطيبًا زخرفيًا لامعًا.
أنواع الطلاء الكهربائي الشائعة
تشمل طرق الطلاء الكهربائي الأكثر استخدامًا في القوالب التلبيس بالنيكل، والتلبيس بالكروم، والتلبيس بالتيتانيوم (طلاء الفراغ PVD). تسمح هذه التقنيات لسطح القالب بتحقيق تشطيبات ناعمة للغاية تشبه المرآة مع سطوع عالٍ جدًا.
مزايا الطلاء الكهربائي
لا يحسن الطلاء الكهربائي فقط صلابة السطح ومقاومة التآكل، بل يقلل أيضًا من التصاق المنتجات البلاستيكية، مما يقلل من الالتصاق أثناء حقن القوالب. هذا يجعل القالب أسهل في الإطلاق ويمدد عمره التشغيلي.
القيود والاعتبارات
على الرغم من فوائده، فإن طبقات الطلاء الكهربائي هشة ويمكن أن تتقشر تحت تأثير كبير. الطلاءات رقيقة، وبينما تكون مقاومة للتآكل، فإن إصلاحها صعب؛ حتى الإصلاحات البسيطة قد تكون غير فعالة. بالإضافة إلى ذلك، يمكن أن يؤدي زيادة سمك الطلاء على الزوايا الدقيقة أو التفاصيل الحادة إلى إخفاء أو تشويه الشكل الهندسي الأصلي. يجب النظر في هذه القيود بعناية قبل طلاء القالب كهربائيًا.

التشكيل الكهربائي – نسيج متنوع وأشكال هندسية دقيقة
التشكيل الكهربائي هو تقنية تستخدم الترسيب الكهروكيميائي لإنشاء أشكال هندسية دقيقة للقوالب.
على عكس عمليات القوالب الأخرى التي تزيل المواد عادةً، فإن التشكيل الكهربائي، مثل الطلاء الكهربائي، في الواقع يبني المعدن. هذه التقنية مثالية لإنشاء أشكال معقدة بدقة على مستوى الميكرون ونعومة سطحية عالية، مما يجعلها مناسبة للمكونات المصغرة والأجهزة البصرية.
نظرة عامة على العملية
تبدأ العملية بإنشاء نمط دقيق للغاية على قالب رئيسي، والذي يمكن صنعه من المعدن أو الراتنج أو الشمع أو مواد أخرى.
يتم بعد ذلك وضع القالب الرئيسي في حمام طلاء كهربائي، حيث يتم تطبيق تيار كهربائي. تترسب ذرات النيكل أو النحاس تدريجيًا على السطح طبقة تلو الأخرى.
بمجرد الوصول إلى السماكة المطلوبة، يتم إزالة القالب الرئيسي، تاركًا وراءه نمطًا عكسيًا في المعدن. ثم يتم قطع الغلاف المعدني إلى الشكل المطلوب ودمجه في القالب لحقن القوالب.
المزايا والدقة
يُقدِّم التشكيل الكهربائي ميزة نسخ شكل القالب الرئيسي بدقة بنسبة 1:1، مما يسمح بإنشاء أسطح بتفاصيل استثنائية. وهذا يشمل التفاصيل الدقيقة مثل مسام الجلد، والأنماط الصغيرة، والميزات عالية الدقة مثل عدسات فريسنل.
كما يسمح بإنشاء نسيج عميق، مثل ذلك الموجود على المرايا العاكسة للسيارات الكهربائية.
القيود: معدل ترسيب بطيء وهشاشة تحت الضغط
ومع ذلك، فإن معدل ترسيب المعدن أثناء التشكيل الكهربائي بطيء جدًا، عادةً ما يكون 0.02–0.04 ملم في الساعة فقط. لتحقيق سماكة 2–3 ملم، قد يستغرق الأمر عدة أيام. هذه العملية البطيئة تجعل التشكيل الكهربائي مكلفًا نسبيًا.
بالإضافة إلى ذلك، يُستخدم الغلاف المشكل كهربائيًا الناتج عادةً كإدخال في القوالب. بسبب قيود السماكة، لا يمكنه تحمل ضغط مفرط أثناء حقن القوالب، حيث قد يتشقق تحت مثل هذا الإجهاد.
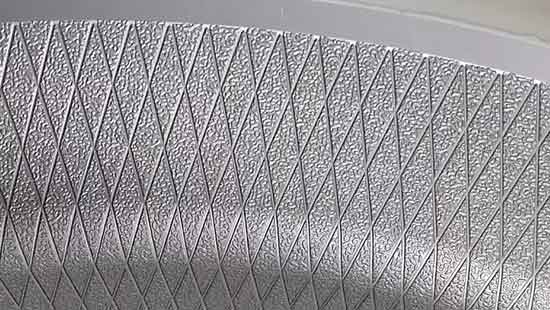
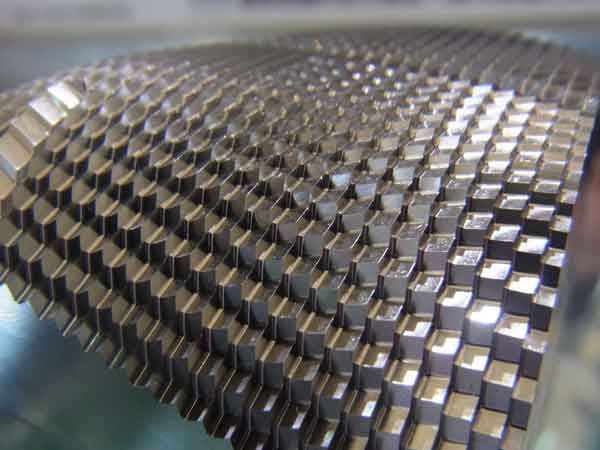
النقش بالليزر بخمسة محاور – النقش عالي الدقة على أسطح القوالب
يستخدم النقش بالليزر بخمسة محاور معدات ليزر عالية الدقة لنقش أنماط معقدة وتفصيلية مباشرة على أسطح القوالب. هذه التقنية قادرة على المعالجة ثلاثية الأبعاد، مما يجعلها مثالية لتصنيع القوالب الفاخرة والدقيقة والمعقدة.
النقش الدقيق للأسطح ثلاثية الأبعاد
من خلال التحكم في محاور X و Y و Z لرأس الليزر في وقت واحد، يمكن للنظام النقش بدقة على مساحات كبيرة وأسطح منحنية ثلاثية الأبعاد معقدة. هذا يسمح بعمق ودقة متساقطين للنمط عبر القالب.
المزايا مقارنة بالطرق الأخرى
نظرًا لأن الليزر ينقش سطح المعدن مباشرة، فلا حاجة إلى النقش الكيميائي أو الإدراجات المشكلة كهربائيًا. هذا يتجنب مشاكل هشاشة الإدراجات المشكلة كهربائيًا ويحسن تبديد الحرارة. يستخدم النقش بالليزر بخمسة محاور بشكل شائع لمكونات التصميم الداخلي للسيارات، مثل لوحات القيادة وألواح الأبواب، وكذلك لأجهزة المنزل الإلكترونية وأغلفة الأجهزة الرقمية.
2 أمثلة على التركيب السطحي خماسي المحاور


اعتبارات التكلفة والتشغيل
آلات الليزر بخمسة محاور باهظة الثمن، ويتطلب كل من تصميم النمط وتشغيل الآلة فنيين ماهرين. يمكن أن تؤدي معلمات العملية غير الصحيحة إلى أسطح غير متساوية أو علامات وصل مرئية. هذا يجعل النقش بالليزر بخمسة محاور أكثر تكلفة من العديد من العمليات الأخرى.
قيود العمق ومتطلبات السطح
هذه الطريقة غير مناسبة للقوامات العميقة جدًا. تتراوح أعماق النقش النموذجية من 0.02–0.15 مم، بينما تجاوز 0.2 مم يقلل بشكل كبير من الكفاءة ويزيد من خطر العيوب مثل إعادة الانصهار، أو الاسوداد، أو الأسطح الخشنة. يجب أيضًا صقل سطح القالب إلى درجة عالية من النعومة قبل النقش لتحقيق أفضل النتائج.
من الناحية النظرية، بالاقتران مع تصميم الأنماط ثلاثية الأبعاد، يمكن للنقش بالليزر خماسي المحاور إنشاء أي شكل نسيج مرغوب فيه مع التحكم الدقيق في الأبعاد، متفوقًا بذلك على الطرق الأخرى في هذا الصدد. ومع ذلك، نظرًا لارتفاع تكلفة المعدات، فإن رسوم المعالجة كبيرة أيضًا، مما يحد من اعتمادها على نطاق واسع.

يوفر الجدول أدناه مقارنة سريعة لـ 8 طرق معالجة مختلفة.
| العملية | EDM | التلميع اليدوي | CNC القطب + EDM | السفع بالرمل | النقش الكيميائي | الطلاء الكهربائي | التشكيل الكهربائي | النقش بالليزر خماسي المحاور |
|---|---|---|---|---|---|---|---|---|
| السعر | معتدل | منخفض إلى مرتفع | متوسط | منخفضة | متوسط | عالية | عالية جداً | عالية جداً |
| الشعبية | عالية | عالية | عالية | معتدل | عالية | منخفضة | منخفضة | منخفضة |
المعايير والقواعد الحالية للتشطيبات السطحية الشائعة لسطح قوالب الحقن الشائعة
في مجال تصنيع البلاستيك وتصميم القوالب، تُعد معايير تشطيبات أسطح القوالب أمرًا حيويًا. والمعايير الثلاثة الأكثر قبولاً واستخداماً هي SPI (جمعية صناعة البلاستيك)، وVDI 3400 (اختصاراً لـ Verein Deutscher Ingenieure - أي الجمعية الهندسية الألمانية باللغة الإنجليزية)، وMT (Mold-Tech).
وفي حين أن العديد من المصانع لديها ألواح نسيج خاصة بها، فإن هذه الألواح الثلاثة معترف بها عالميًا. وينتشر نظام SPI في الولايات المتحدة الأمريكية، ونظام VDI 3400 في أوروبا، كما أن تعدد استخدامات MT ومرونتها يجعلها معتمدة على نطاق واسع في جميع أنحاء العالم.
معيار SPI
يوجه معيار SPI (جمعية صناعة البلاستيك)، الذي وضعته صناعة البلاستيك الأمريكية، المعالجة السطحية لقوالب حقن البلاستيك. وهو يصنف القوام السطحي للقوالب إلى أربع فئات رئيسية - أ، ب، ب، ج، د - وينقسم كل منها إلى ثلاثة مستويات، مما يجعل إجمالي 12 نوعًا من المعالجات السطحية.
- تشير الفئة A (A-1، A-2، A-3) إلى الأسطح المصقولة لـ لمعان عالي, ، مناسب للمنتجات التي تتطلب ناعم، يشبه المرآة المظاهر.
- الفئة باء (ب-1، ب-2، ب-3) تتضمن مُفرش أسطح ذات لمعان متوسط وتشطيبات ناعمة، مثالية للمنتجات الجذابة بصريًا التي لا تحتاج إلى لمعان عالٍ.
- الفئة جيم (ج-1، ج-2، ج-3) هي أيضاً مُفرش لكن أخشن من الفئة ب, ، تُستخدم للمنتجات التي تحتاج إلى خشونة متوسطة، غالبًا لتحسين القبضة أو إخفاء عيوب التصنيع.
- الفئة D (D-1، D-2، D-3)، الأكثر خشونة، تشمل عادةً أسطح ذات نسيج رملي, ، للمنتجات التي تتطلب تحسين الإحساس باللمس أو تأثيرات بصرية محددة.
بشكل عام، تركز معايير SPI بشكل أكبر على درجة التلميع بدلاً من أنماط الأنماط، وتلعب دورًا حاسمًا في التصنيع من خلال مساعدة المصنعين في اختيار المعالجات السطحية المناسبة بناءً على متطلبات المنتج.

نظرة عامة على معيار SPI للتلميع
| SPI (جديد) | الوصف | Ra بالميكرومتر (DIN) | التعليقات |
|---|---|---|---|
| A-1 | برتقالي ماسي درجة 3 | 0 - 0.025 | للتشطيبات المرآة أو التشطيبات البصرية. الأكثر استهلاكاً للوقت. درجة الفولاذ مهمة للنتائج. |
| A-2 | برتقالي ماسي درجة 6 | 0.025 - 0.05 | |
| A-3 | برتقالي الماس درجة 15 | 0.05 - 0.076 | |
| B-1 | ورق حصباء 600 | 0.05 - 0.076 | يزيل جميع علامات الأدوات والتشغيل الآلي. يوفر تحرير جيد للقالب. طلاء خفيف عاكس على الجزء المصبوب، بعض اللمعان. |
| B-2 | ورق حصباء 400 | 0.10 - 0.127 | |
| B-3 | ورق 320 حصباء | 0.23 - 0.25 | |
| C-1 | 600 حجر | 0.25 - 0.30 | يزيل جميع علامات الأدوات والتشغيل الآلي. يوفر تحرير جيد للقالب. لمسة نهائية صامتة على الجزء المصبوب، بدون لمعان. |
| C-2 | 400 حجر | 0.64 - 0.71 | |
| C-3 | 320 حجر | 0.97 - 1.07 | |
| D-1 | حبة زجاج السفع الجاف 11، 200 مسافة 200 عند 0.7 ميجا باسكال؛ 5 ثوانٍ | 0.25 - 0.30 | للتشطيبات الزخرفية. غالباً ما تُستخدم في التبريد ثنائي الصب والتبريد بالحرارة. يساعد على إخفاء علامات الانكماش والعيوب الأخرى. تشطيب باهت وغير عاكس على المصبوب أو المصبوب الجزء. |
| D-2 | السفع الجاف 240 أكسيد، مسافة 125 عند 0.7 ميجا باسكال؛ 5 ثوانٍ | 0.66 - 0.81 | |
| D-3 | السفع الجاف 240 أكسيد، مسافة 150 عند 0.7 ميجا باسكال؛ 5 ثوانٍ | 4.83 - 5.84 |
معيار VDI 3400
يحدد معيار VDI 3400، الذي أنشأه اتحاد المهندسين الألمان (Verein Deutscher Ingenieure)، معالجة القوام لأسطح القوالب. ويشمل 46 درجة قوام مختلفة، تتراوح من VDI 3400 #0 (ناعم جدًا) إلى #45 (خشن جدًا).
في الممارسة العملية، الدرجات الأكثر استخدامًا هي VDI 12 و15 و18 و21 و24 و27 و30 و33 و36 و39 و42 و45. تُستخدم هذه الدرجات الـ 12 على نطاق واسع في صناعة البلاستيك، وعادةً ما يكون الحصول على عينات القوام البلاستيكية المقابلة أسهل.
من المهم ملاحظة أن درجات VDI لا تشمل التشطيبات المصقولة المرآوية. جميع درجات VDI ذات ملمس غير لامع. حتى درجة VDI 0 لها خشونة Ra 0.10 ميكرومتر، والتي لا تزال لا تعتبر تشطيبًا مرآويًا حقيقيًا. عادةً ما يتم تحديد التشطيبات المرآوية بموجب معيار SPI A، حيث تكون SPI A1 عادةً أقل من Ra 0.025 ميكرومتر.
ترتبط قوام VDI 3400 بشكل أساسي بالتشغيل بالتفريغ الكهربائي (EDM)، وهو مناسب جدًا لإنتاج قوام سطحية ناعمة ومتسقة. على الرغم من أن أسطح VDI غالبًا ما تبدو مشابهة لإنهاءات القوام الرملي، إلا أن VDI 3400 ليس في الأساس معيارًا لـ “إنهاءات القوام الرملي”. من الأفضل فهمه كنظام تصنيف للخشونة.
ومع ذلك، بالنسبة للأسطح الأكبر، لتجنب القوام غير المتساوي أو الخشن بشكل مفرط، تُستخدم تقنيات تكميلية مثل التلميع والنقش الكيميائي والرملية. يجعل هذا المزيج من الأساليب VDI 3400 معيارًا عمليًا ومتعدد الاستخدامات لمجموعة واسعة من متطلبات وتطبيقات تصميم القوالب.

يوضح الجدول أدناه العلاقة بين درجات SPI الشائعة وخشونة السطح المقابلة (في قيمة Ra).
| الصف | 0 | 3 | 6 | 9 | 12 | 15 | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 | 42 | 45 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| رع (ميكرومتر) | 0.10 | 0.15 | 0.20 | 0.30 | 0.40 | 0.55 | 0.80 | 1.10 | 1.60 | 2.20 | 3.20 | 4.50 | 6.30 | 9.00 | 12.50 | 18.00 |
معيار MT القياسي
مختلفًا عن المعايير المذكورة سابقًا، تم تطوير معيار MT (Mold-Tech) وترويجه من قبل شركة، وليس من قبل جمعية صناعية.
غالبًا ما يُوصف MT بأنه يحتوي على مكتبة عالمية تضم أكثر من 500,000 قوام. يمكن تجميع هذه القوام بشكل عام في عدة فئات، بما في ذلك القوام الهندسية، والخطية، والعضوية أو الطبيعية، والشبيهة بالجلد، والزخرفية أو الوظيفية.
من بينها، يمكن البحث عن أكثر من 500 قوام عبر الإنترنت. الوصول إلى هذا الكتالوج عبر الإنترنت مجاني، ولكن يجب على المستخدمين أولاً التسجيل على موقع الشركة من أجل مشاهدته. إذا لم يتم العثور على قوام مناسب في الكتالوج العام، يحتاج العملاء عادةً إلى العمل مباشرة مع فريق الهندسة في Mold-Tech لاستكشاف المكتبة العالمية الأوسع. يمكن للشركة أيضًا تطوير قوام مخصصة لمتطلبات التصميم الخاصة.
ومن الجدير بالذكر أيضًا أن العديد من شركات تشطيب أسطح القوالب الأخرى تقدم مكتبات أنماط مماثلة. غالبًا ما تكون خياراتها أصغر بكثير من خيارات Mold-Tech، لكن أسعارها قد تكون أيضًا أكثر تنافسية. في النهاية، يعتمد الخيار الأفضل على متطلبات منتجك، وأهدافك البصرية، وميزانيتك.

أكثر درجات MT شيوعًا
| الصف | العمق (بالبوصة) | الحد الأدنى لزاوية السحب |
|---|---|---|
| MT 11000 | 0.0004 | 1.0° |
| MT 11010 | 0.0010 | 1.5° |
| MT 11020 | 0.0015 | 2.5° |
| MT 11030 | 0.0020 | 3.0° |
| MT 11040 | 0.0030 | 4.5° |
| MT 11050 | 0.0045 | 6.5° |
| MT 11060 | 0.0030 | 4.5° |
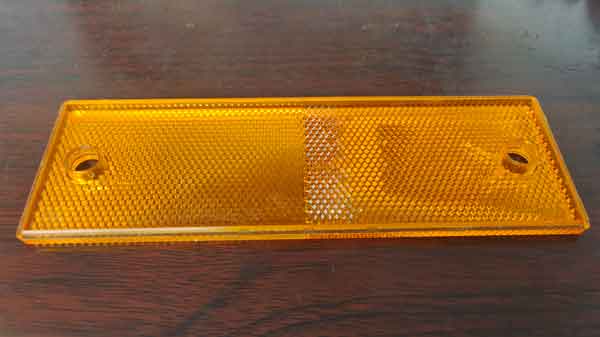
عينات نسيج سطح القالب
لفهم واختيار نسيج سطح القالب المناسب بشكل أفضل، غالبًا ما يستخدم المصنعون عينات نسيج سطح القالب كمراجع.
هناك نوعان رئيسيان من العينات بشكل عام: معدنية وبلاستيكية، حيث تكون العينات البلاستيكية أكثر شيوعًا لأنها تعكس المظهر النهائي على القطع البلاستيكية مباشرة.
تشمل معايير النسيج الشائعة SPI وVDI 3400 وMT، ويقدم العديد من الموردين قوالب عينات مقابلة. معظم الموردين يقدمون عينات بألوان ومواد قياسية، عادةً ABS.
ومع ذلك، يمكن لبعض الموردين تقديم مجموعة أوسع من الألوان والمواد، مثل PP وABS، وقد يصل الأمر إلى إنشاء عينات مخصصة بناءً على متطلبات محددة - رغم أن هذا يكون ضروريًا عادةً فقط للمشاريع المتخصصة.

الخاتمة
بالنسبة لمعظم المستخدمين، تشمل الأنواع الأكثر شيوعًا من تشطيبات أسطح القوالب التشطيبات المصقولة والمصقولة بالرمل والمفروشة. وبالتالي، عند اختيار معالجات أسطح القوالب، يحتاج المستخدمون عادةً إلى اختيار أحد هذه الأنواع الثلاثة وتحديد مستوى الخشونة المطلوب.
ومن هذا المنظور، فإن تطبيق معايير SPI وVDI بسيط نسبيًا وسهل الاستخدام، حيث إنها توفر إرشادات واضحة تساعد المستخدمين على اختيار نوع تشطيب السطح ومستوى الخشونة المناسبين بسهولة.
إذا كانت متطلباتك أكثر تحديداً أو فريدة من نوعها، فعليك اختيار الحلول التي تقدمها شركة MT، أو البحث عن مصانع القوالب أو شركات التصميم ذات الصلة، حيث ستقدم حلولاً أكثر تخصيصاً لتصميم نسيج السطح.
الأسئلة الشائعة
يعتمد الاختيار على نوع نسيج السطح الذي تريده لمنتجك.
- مرآة أو لمعان عالي الأسطح – يتم تحديدها عادةً باستخدام SPI A1–A3
- مُفرش أو شبه مصقول تشطيبات – عادةً SPI B1–B3 أو C1–C3
- مطفأ أو قوام شبيه بالرمل – غالبًا ما يُحدد باستخدام درجات VDI 3400, سلسلة SPI D1–D3 أو MT110
- زخرفي أو أسطح منقوشة – عادةً ما تُقدم بواسطة MT (Mold-Tech) أو غيرها من شركات تصنيع تشطيبات الأسطح
يركز كل معيار على جانب مختلف من التشطيب السطحي للقالب، لذا يعتمد الاختيار على التأثير البصري والمتطلبات الوظيفية للمنتج.
نعم. إذا كنت ترغب في أن تكون أكثر دقة بشأن نسيج سطح منتجك، يوصى بشدة باستخدام العينات.
تُستخدم لوحات عينات نسيج SPI و VDI 3400 المتاحة تجاريًا على نطاق واسع في الصناعة. عادةً ما تحتوي هذه العينات على نسيج شائع مطبق على لوحات بلاستيكية أو كتل معدنية، مما يسمح للمصممين والمهندسين بمقارنة الشعور بالسطح بصريًا.
تتوفر أيضًا بعض مجموعات العينات في مواد وألوان مختلفة، مما يساعد في محاكاة المظهر النهائي للأجزاء المصبوبة بدقة أكبر.
عادةً ما يكون للسطح المصقول عالي المرآة خشونة تبلغ حوالي Ra 0.025–0.05 ميكرومتر، بينما قد تكون الأسطح المصقولة فائقة المرآة أكثر نعومة.
عادةً ما يتم تحديد هذه الأسطح باستخدام درجات SPI A، خاصةً SPI A1، بدلاً من درجات VDI.
ليس تمامًا.
غالبًا ما تبدو أسطح VDI مشابهة للأسطح ذات نسيج الرمل، لكن VDI 3400 ليس معيارًا محددًا لنسيج الرمل. من الأفضل فهمه على أنه نظام تصنيف خشونة السطح، يُستخدم عادةً لتحديد الأسطح غير اللامعة المنتجة بعمليات مثل EDM.
يمكن إنشاء نسيج سطح القالب باستخدام مجموعة متنوعة من العمليات، والتي تُصنف بشكل عام إلى فئتين: التقنيات الإضافية والطرق التخفيضية.
العملية الرئيسية الإضافية هما:
- الطلاء الكهربائي
- التشكيل الكهربائي
معظم طرق نسيج القالب الأخرى هي تخفيضية، مما يعني أنها تعدل السطح عن طريق إزالة أو إعادة تشكيل طبقة رقيقة من المادة.
الرملية هي حالة خاصة: فهي لا تزيل المادة بنفس طريقة القطع أو النقش، ولكن سطح القالب يحتاج عادةً إلى الطحن والتلميع مسبقًا لتحقيق تشطيب أكثر انتظامًا.
بالنسبة لـ عمليات تشكيل النسيج بالطرح، يمكن إصلاح أو تعديل معظم النسيج. ومع ذلك، فإن القيام بذلك سيزيل عادةً طبقة إضافية من المواد، مما قد يقلل قليلاً من أبعاد القالب (مما سيزيد بدوره أحجام الجزء البلاستيكي).
بالنسبة لـ عمليات الإضافة، فإن إصلاح أو تعديل النسيج يكون أكثر صعوبة وقد يكون غالبًا مستحيلاً.
ليس بالضرورة. يمكن أن تجعل السطح الناعم للغاية أو المصقول كالمرآة عملية إزالة القالب أكثر صعوبة في بعض الأحيان لأنه قد يخلق تأثير تفريغ أو شفط بين القطعة والقالب. وهذا صحيح بشكل خاص بالنسبة للمساحات السطحية الكبيرة أو الأشكال ذات التجاويف العميقة.
في كثير من الحالات، يكون الإنهاء ذو الملمس الخفيف أكثر ملاءمة لأنه يمكن أن يساعد في تحسين إطلاق القالب مع توفير مظهر سطح نظيف ومسيطر عليه.
يتطلب تحقيق تشطيب مرآة عالي الجودة تشغيلًا دقيقًا جدًا للقالب وإعدادًا دقيقًا قبل التلميع.
يجب أن يكون سطح القالب أملس قدر الإمكان قبل عملية التلميع النهائية. هذا يقلل من كمية التلميع اليدوي المطلوبة. نظرًا لأنه قد يكون من الصعب التحكم بالتلميع اليدوي بالتساوي عبر السطح بأكمله، فقد يؤدي التلميع المفرط إلى إنشاء أسطح دقيقة غير متساوية.
يمكن أن تشوه هذه التشوهات الصور المنعكسة على السطح المصقول، مما يجعل التشطيب المرآوي يبدو مشوهاً أو غير متسق.
