
İçindekiler
GeçişEnjeksiyon Kalıplama Yüzey İşlemleri Nelerdir
Enjeksiyon kalıplama yüzey kaplamaları, sadece yüzey pürüzlülüğünü değil aynı zamanda çeşitli tasarım desenlerini de kapsayan, bir kalıbın yüzeyinde oluşturulan belirli pürüzlülük, doku veya desen derecelerini ifade eder.
Yüzey pürüzlülüğü ve dokusu genellikle SPI, VDI 3400 ve MT gibi tanınmış endüstri standartlarıyla tanımlanır. Bu standartları aşağıda daha ayrıntılı açıklayarak bitirme seçimine rehberlik etmeye yardımcı olacağız.
Standart yüzey pürüzlülüğü ile karşılaştırıldığında, tasarım desenleri daha geniş bir görsel efekt yelpazesi sunar. Bu desenler ahşap damarı veya deri gibi doğal malzemeleri taklit edebilir veya soyut geometrik tasarımlar oluşturabilir. Otomotiv, elektronik ve tüketici ürünleri gibi endüstrilerde yaygın olarak kullanılır.
Doğru kalıp yüzey bitişini seçerek, üreticiler ürün görünümünü iyileştirebilir, kullanılabilirliği artırabilir ve üretim sırasında oluşan küçük yüzey kusurlarını gizleyebilir.
Enjeksiyon Kalıplama Yüzey İşlemlerinin Rolü
Genel olarak, enjeksiyon kalıplama yüzey bitişleri birkaç önemli işlevi yerine getirir:
- Ürün görünümünü iyileştirmek ve tasarım çekiciliğini artırmak;
- Tutma kabiliyetini artırmak ve daha iyi bir dokunsal his yaratmak;
- Kaplama, boyama veya kaplama yapışmasını iyileştirmek;
- Üretim sürecinden kaynaklanan yüzey kusurlarını gizlemeye yardımcı olmak;
- Şeffaf parçalar için netliği ve optik performansı artırmak.
Bu yollarla, kalıp yüzey dokusu teknolojisi ürün tasarımının ayrılmaz bir parçası haline gelir, işlevselliği, estetiği ve performansı artırır, böylece nihai ürünün pazar rekabet gücünü artırır.
Enjeksiyon kalıplarında yüzey bitirme için İşleme Yöntemleri
Kalıp yüzey kaplamaları, her biri kendine özgü özelliklere ve uygun uygulamalara sahip çeşitli işleme yöntemleri kullanılarak oluşturulabilir. İşte bazı yaygın işleme yöntemleri:
EDM (Elektro Erozyon İşleme) - Kum Benzeri Doku
Elektro Erozyon İşleme (EDM), elektrik kıvılcımları tarafından üretilen yüksek sıcaklıkları kullanarak malzemeyi eritir ve buharlaştırır. Bu işlem, kalıp yüzeyinde doğal olarak kum benzeri bir doku oluşturur ve genellikle EDM bitirme/dokusu veya kıvılcım erozyon dokusu olarak adlandırılır.
Yüzey Dokusu ve Kontrol
EDM yüzeylerinin görünümü, VDI 3400 standardı ile karşılaştırılabilir (bu standart aşağıda daha detaylı tanıtılacaktır). Akım ve darbe genişliğini artırmak gibi deşarj parametrelerini ayarlayarak farklı yüzey pürüzlülük seviyeleri elde edilebilir.
EDM vs. Kumlama
EDM ile oluşturulan dokular kumlama işlemine benzer ancak daha iyi düzgünlük ve daha uzun ömürlü sonuçlar gibi birçok avantaj sunar. Bu, EDM'yi daha tutarlı ve dayanıklı yüzey bitirmeleri için ideal bir seçim haline getirir.
EDM Yüzey Dokusunu Belirtmenin Önemi
Kum benzeri bir doku gerekiyorsa, kalıp üretiminden önce istenen EDM dokusunu belirtmek önemlidir. Bu, dokunun doğrudan üretim sırasında dahil edilmesini sağlayarak zaman kazandırır ve maliyetleri düşürür. Ayrıca, EDM yüzey dokuları daha dayanıklıdır ve zamanla görünümlerini korur.
Manuel Parlatma – Pürüzsüz / Ayna Benzeri / Fırçalanmış Bitiş
Manuel parlatma, kalıp yüzeyini manuel olarak düzleştirmek için aşındırıcı malzemeler ve araçlar kullanmayı içerir. Bu işlem, işleme izlerini ve hafif çizikleri gidermek ve istenen düzeyde pürüzsüzlük elde etmek için özellikle etkilidir.
Yüksek Parlaklık ve Fırça İşleme Seçenekleri
Bu yöntem, yüksek parlaklık seviyeleri gerektiren, örneğin yüksek yansıtıcı yüzeylere ihtiyaç duyan kalıplar için özellikle uygundur. Yüzey görünümü, yüksek parlaklık bitirmeler için SPI A1 ila A3 standartlarına göre referans alınabilir.
Manuel parlatma, aynı zamanda fırçalanmış bir bitirme elde edebilir ve bu, SPI B ve C standartlarına karşılık gelir.
İlk Adımlar ve Ayna Görünümlü Bitirme
İlk adım tipik olarak işleme izlerini gidermek için bileme taşı kullanmayı içerir. Ardından, yüzey pürüzsüzlüğünü artırmak için giderek daha ince zımpara kağıtları kullanılır.
Ayna benzeri bir bitirme elde etmek için, elmas macunu ile birlikte yün çarklar kullanılır. Parlatma, genellikle tozsuz atölyelerde gerçekleştirilen, önemli sabır ve hassasiyet gerektiren titiz bir süreçtir.
İleri Yüzey İşlemlerindeki Rolü
Manuel parlatma aynı zamanda, kumlama, kimyasal ve lazer oyma gibi ek kalıp yüzey işlemleri için temel bir adım görevi görür.
Bazı yüksek hassasiyetli plastik ürünler için, T0 numuneleri yüzey kalitesinin kapsamlı bir şekilde incelenmesi için parlatılmış yüzeyler gerektirir. Yalnızca bu ilk parlatma adımından sonra ek yüzey dokuları uygulanır, bu da parlatmanın kalıp işlemedeki kritik rolünü vurgular.


CNC Elektrot + EDM – Büyük ve Derin Desenler
Kalıp yapımında, kalıp boşluğundaki desenler plastik parçanın tersidir. Örneğin, plastikteki kabarık özellikler kalıptaki girintili özelliklere karşılık gelir. Bu yöntem ilk olarak, plastik parçayla eşleşen bir desene sahip bir elektrotun (genellikle bakır veya grafit) işlenmesini içerir. Daha sonra elektrot, ters deseni kalıba aktarmak için EDM'de kullanılır.
Küçük Yarıçaplar ve Keskin Özellikler Elde Etme
Bu yaklaşım, çok küçük yarıçaplı veya keskin uçlu kabarık özelliklerin oluşturulmasına olanak tanır. Freze kesicileri yuvarlak olduğundan, girintili özelliklerin doğrudan keskin bir açıya işlenmesi mümkün değildir, bu da bu birleşik CNC + EDM yöntemini belirli geometriler için vazgeçilmez kılar.
Avantajlar ve Uygulamalar
CNC elektrot + EDM geleneksel ve basit bir tekniktir. Özellikle büyük veya derin dokular üretmek için uygundur; dekoratif desenler veya logolar gibi. Bu yöntem, doğrudan frezeleme kapasitesinin ötesinde derinlik ve boyut gerektiren özellikleri güvenilir bir şekilde işler.
Sınırlamalar ve Yüzey Kalitesi
Ancak bu yöntem, çok ince veya karmaşık desenler için etkili değildir. Karmaşık desenler uzun CNC işleme süreleri gerektirir ve kalıp yüzeyi genellikle sonrasında parlatma gerektiren işleme izlerini korur. Sonuç olarak, yüzey hafif pürüzlü hissedilebilir ve son derece ince veya yüksek dokulu bitişler elde edilemez.

Kumlama - Kum Benzeri Doku
Kumlama, kalıp yüzeyine çarpmak ve pürüzlendirmek için kum parçacıklarının yüksek hızda itilmesini içerir. Bu basit ve hızlı yöntem, özellikle bir kalıp üzerindeki geniş alanların işlenmesi için uygundur.
Malzemeler ve Kaba Tanecik
Kumlama için, silisyum karbür ve cam boncuklar gibi malzemeler yaygın olarak kullanılır. Pürüzlülükleri mesh boyutlarıyla ölçülür, genellikle yaklaşık 10"dan birkaç yüze kadar değişir ve 80 ila 200 mesh en sık tercih edilen aralıktır.
Yüzey Dokusu ve Düzgünlüğü
Kumlama, kalıbın çeşitli yüzeylerine uygulanabilse de, taban ve yanlar farklı kum dokusu etkileri üretme eğilimindedir, bu da düzgün olmayan bir yüzey bitimiyle sonuçlanır. Ayrıca, kumlama çok uzun süre yapılırsa, yüzey parlak hale gelebilir.
Kumlanmış Yüzeylerin Dayanıklılığı
Kumlama ile işlenmiş yüzeyler zamanla düzleşme ve dokularını kaybetme eğilimindedir. Diğer yöntemlerle oluşturulan dokulara kıyasla, kumlanmış yüzeylerin ömrü daha kısadır ve istenen etkiyi korumak için düzenli olarak yeniden işlenmeleri gerekir.
Kimyasal Aşındırma – Kum Dokusu, Deri Dokusu, Geometrik Desenler
Süreç Genel Bakışı
İşlem, kalıp yüzeyinin pürüzsüz bir bitime (Ra ≤ 0,4 µm) kadar parlatılmasıyla başlar. Yüzey temizlendikten ve yağ giderildikten sonra, bir fotorezist tabakası uygulanır.
Ardından, kalıbın üzerine bir film yerleştirilir ve UV ışığı kullanılarak pozlama yapılır. Fotorezistin pozlanan alanları sertleşirken, pozlanmayan alanlar çözülebilir ve yıkanarak uzaklaştırılabilir.
İstenmeyen fotorezist kaldırıldıktan sonra, yüzeyi aşındırmak için asidik bir çözelti uygulanır. Bu işlem, doku veya geometrik desenler gibi istenen desenleri oluşturur.
Dayanıklılık ve Karşılaştırma
Kimyasal aşındırma, oluşturulan doku için nispeten uzun bir ömür sağlar, bu EDM ile üretilen dokulara benzer. Kumlama dokularından önemli ölçüde daha dayanıklıdır.
İşlem Karmaşıklığı ve Maliyeti
Ancak, kimyasal aşındırma işlemi diğer yöntemlere göre daha karmaşıktır ve biraz daha maliyetlidir. Aşındırılmış yüzeyin yeniden işlenmesi de mümkündür, ancak her yeniden işleme boyutsal doğrulukta bir miktar kayba neden olur.
Hassasiyet Sınırlamaları
Kimyasal aşındırma iyi bir dayanıklılık sunarken, elektroformasyon ve lazer kazımanın hassasiyetinden yoksundur. Bu, yüzeyde gözenekler veya dikiş gibi ince detaylar oluşturmak için uygun olmadığı anlamına gelir.

Elektrokaplama – Parlak Kalıp Yüzeyi
Elektrokaplama, kalıbın yüzeyine ince bir metal tabakası biriktirmeyi içerir. Bu işlem aşınma direncini artırır, korozyon koruması sağlar ve dekoratif, parlak bir bitiş ekler.
Yaygın Elektrokaplama Türleri
Kalıplar için en yaygın kullanılan galvanizleme yöntemleri nikel kaplama, krom kaplama ve titanyum kaplama'yı (PVD vakum kaplama) içerir. Bu teknikler, kalıp yüzeyinin ultra düz, ayna gibi ve çok yüksek parlaklıkta bitişler elde etmesini sağlar.
Elektrokaplamanın Avantajları
Elektrokaplama yalnızca yüzey sertliğini ve aşınma direncini iyileştirmekle kalmaz, aynı zamanda plastik ürünlerin yapışmasını azaltarak enjeksiyon kalıplama sırasında yapışmayı en aza indirir. Bu, kalıbın daha kolay açılmasını sağlar ve hizmet ömrünü uzatır.
Sınırlamalar ve Dikkat Edilmesi Gerekenler
Faydalarına rağmen, elektrokaplanmış katmanlar gevrek olup önemli darbe altında soyulabilir. Kaplamalar incedir ve aşınmaya dayanıklı olsalar da onarımı zordur; küçük onarımlar bile etkisiz olabilir. Ayrıca, ince köşelerde veya keskin detaylarda kaplamanın kalınlaştırılması orijinal geometriyi gizleyebilir veya bozabilir. Bu sınırlamalar, bir kalıbı elektrokaplamadan önce dikkatlice göz önünde bulundurulmalıdır.

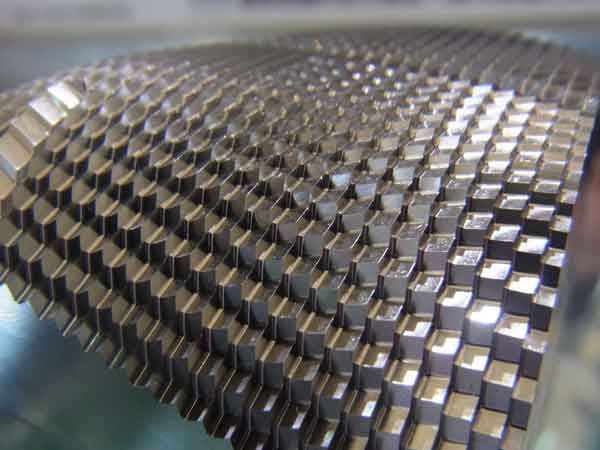
Elektroformasyon – Çeşitli Dokular ve İnce Geometrik Şekiller
Elektroformlama, kalıplar için hassas geometrik şekiller oluşturmak amacıyla elektrokimyasal birikim kullanan bir tekniktir.
Genellikle malzeme kaldıran diğer kalıp işlemlerinin aksine, galvanoplasti, galvanizleme gibi aslında metal biriktirir. Bu teknik, mikron seviyesinde hassasiyet ve yüksek yüzey düzgünlüğü ile karmaşık şekiller oluşturmak için idealdir; bu da onu minyatür bileşenler ve optik cihazlar için uygun kılar.
Süreç Genel Bakışı
İşlem, ana kalıp üzerinde son derece ince bir desen oluşturularak başlar; bu ana kalıp metal, reçine, balmumu veya diğer malzemelerden yapılabilir.
Ana kalıp daha sonra bir elektrokaplama banyosuna yerleştirilir ve burada elektrik akımı uygulanır. Nikel veya bakır atomları yüzeye katman katman yavaşça birikir.
İstenilen kalınlığa ulaşıldığında, ana kalıp çıkarılır ve metalde ters bir desen bırakılır. Metal kabuk daha sonra gerekli şekilde kesilir ve enjeksiyon kalıplama için kalıba gömülür.
Avantajlar ve Hassasiyet
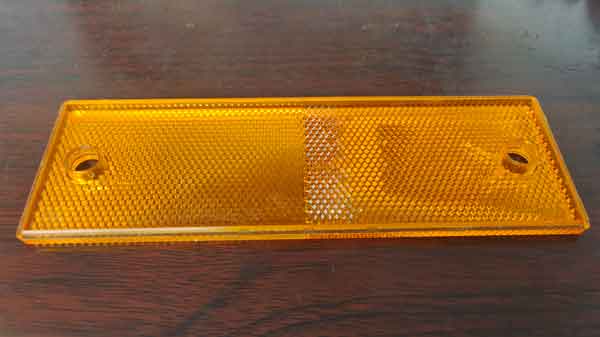
Elektroformasyon, ana kalıbın şeklini 1:1 oranında mükemmel bir şekilde kopyalama avantajı sunarak, olağanüstü detaylara sahip yüzeylerin oluşturulmasına olanak tanır. Bu, deri gözenekleri, küçük desenler gibi ince detayları ve Fresnel lensleri gibi yüksek hassasiyetli özellikleri içerir.
Ayrıca, elektrikli araçlar için yansıtıcı aynalarda bulunanlar gibi derin dokuların oluşturulmasına da izin verir.
Sınırlamalar: Yavaş Birikim Hızı ve Basınç Altında Kırılganlık
Ancak, elektroformlama sırasında metal birikim hızı oldukça yavaştır, genellikle saatte sadece 0,02–0,04 mm'dir. 2–3 mm kalınlığa ulaşmak birkaç gün sürebilir. Bu yavaş işlem, elektroformlamayı nispeten pahalı hale getirir.
Ayrıca, elde edilen elektroformlanmış kabuk tipik olarak kalıplarda bir ek olarak kullanılır. Kalınlık sınırlamaları nedeniyle, enjeksiyon kalıplama sırasında aşırı basınca dayanamaz, çünkü bu tür bir stres altında çatlayabilir.
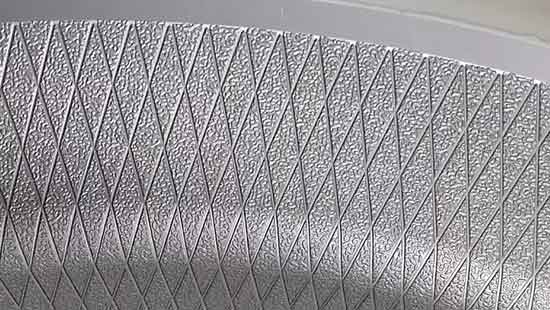
5 Eksenli Lazer Oyma – Kalıp Yüzeylerinde Yüksek Hassasiyetli Desenleme
5 eksenli lazer oyma, yüksek hassasiyetli lazer ekipmanları kullanarak karmaşık ve detaylı desenleri doğrudan kalıp yüzeylerine işler. Bu teknoloji üç boyutlu işleme yeteneğine sahiptir, bu da onu üst düzey, hassas ve karmaşık kalıp imalatı için ideal kılar.
Hassas 3D Yüzey Oyma
Lazer başlığının X, Y ve Z eksenlerini eşzamanlı olarak kontrol ederek sistem, geniş alanları ve karmaşık 3D eğri yüzeyleri hassas bir şekilde oyabilir. Bu, kalıp üzerinde tutarlı desen derinliği ve doğruluğu sağlar.
Diğer Yöntemlere Göre Avantajlar
Lazer doğrudan metal yüzeyi oyduğundan, kimyasal aşındırma veya elektroformlu ek parçalar gerektirmez. Bu, elektroformlu ek parçaların kırılganlık sorunlarını önler ve ısı dağılımını iyileştirir. 5 eksenli lazer oyma, otomotiv iç bileşenleri (gösterge panelleri ve kapı panelleri gibi) ile ev aletleri ve dijital cihaz kasaları için yaygın olarak kullanılır.
2 5 eksenli yüzey dokulama örneği


Maliyet ve Operasyonel Hususlar
5 eksenli lazer makineleri pahalıdır ve hem desen tasarımı hem de makine operasyonu yetenekli teknisyenler gerektirir. Yanlış işlem parametreleri, düzensiz yüzeylere veya görünür birleşme izlerine neden olabilir. Bu, 5 eksenli lazer oymayı birçok diğer işlemden daha pahalı hale getirir.
Derinlik Sınırlamaları ve Yüzey Gereksinimleri
Bu yöntem çok derin dokular için uygun değildir. Tipik oyma derinlikleri 0.02–0.15 mm aralığındadır, 0.2 mm'yi aşmak ise verimliliği önemli ölçüde azaltır ve yeniden erime, kararma veya pürüzlü yüzeyler gibi kusur riskini artırır. Kalıp yüzeyinin ayrıca en iyi sonuçları elde etmek için oyma işleminden önce yüksek derecede düzgünlüğe parlatılması gerekir.
Teorik olarak, 3D desen tasarımı ile birlikte, 5 eksenli lazer kazıma, hassas boyut kontrolü ile istenen herhangi bir doku şeklini oluşturabilir ve bu konuda diğer yöntemleri geride bırakabilir. Bununla birlikte, ekipmanın yüksek maliyeti nedeniyle, işlem ücretleri de önemlidir ve bu da yaygın olarak benimsenmesini sınırlar.

Aşağıdaki tablo, 8 farklı işleme yönteminin hızlı bir karşılaştırmasını sunmaktadır.
| Süreç | EDM | Manuel Parlatma | CNC Elektrot + EDM | Kumlama | Kimyasal Aşındırma | Elektro kaplama | Elektro-şekillendirme | 5 Eksenli Lazer Gravür |
|---|---|---|---|---|---|---|---|---|
| Fiyat | Orta düzeyde | Düşükten yükseğe | Orta | Düşük | Orta | Yüksek | Çok Yüksek | Çok Yüksek |
| Popülerlik | Yüksek | Yüksek | Yüksek | Orta düzeyde | Yüksek | Düşük | Düşük | Düşük |
Güncel Yaygın Enjeksiyon Kalıbı Yüzey İşlemleri Standartları ve Normları
Plastik imalatında ve kalıp tasarımında, kalıp yüzey kaplama standartları hayati önem taşır. En çok kabul gören ve kullanılan üç standart SPI (Society of Plastics Industry), VDI 3400 (İngilizce'de Alman Mühendislik Birliği anlamına gelen Verein Deutscher Ingenieure'nin kısaltmasıdır) ve MT (Mold-Tech).
Birçok fabrikanın kendi özel doku plakaları olsa da, bu üçü dünya çapında tanınmaktadır. SPI ABD'de, VDI 3400 Avrupa'da yaygındır ve MT'nin çok yönlülüğü ve esnekliği dünya çapında yaygın olarak benimsenmesini sağlar.
SPI Standardı
Amerikan plastik endüstrisi tarafından oluşturulan SPI (Society of Plastics Industry) standardı, plastik enjeksiyon kalıplarının yüzey işlemlerine rehberlik eder. Kalıp yüzey dokularını dört ana sınıfa ayırır - A, B, C, D - her biri ayrıca üç seviyeye ayrılır ve toplam 12 tip yüzey işlemi yapar.
- A Sınıfı (A-1, A-2, A-3) cilalanmış yüzeyleri belirtir yüksek parlaklık, ürünlerin gerektirdiği için uygundur pürüzsüz, ayna gibi görünümler.
- B Sınıfı (B-1, B-2, B-3) içerir fırçalanmış orta parlaklık ve ince dokular için yüzeyler, yüksek parlaklık gerektirmeyen görsel olarak çekici ürünler için idealdir.
- C Sınıfı (C-1, C-2, C-3) şu şekildedir ayrıca fırçalanmış ancak B Sınıfı'ndan daha kaba, orta pürüzlülük gerektiren ürünler için kullanılır, genellikle tutuşu artırmak veya üretim kusurlarını gizlemek için.
- D Sınıfı (D-1, D-2, D-3), en pürüzlü olan, tipik olarak içerir kum dokulu yüzeyler, geliştirilmiş dokunsal his veya belirli görsel efektler gerektiren ürünler için.
Genel olarak, SPI standartları desen stillerinden ziyade cila derecesine odaklanır ve üreticilere ürün gereksinimlerine göre uygun yüzey işlemlerini seçmelerinde yardımcı olarak üretimde önemli bir rol oynar.

Parlatma için SPI standardına genel bakış
| SPI (yeni) | Açıklama | µm cinsinden Ra (DIN) | Yorumlar |
|---|---|---|---|
| A-1 | Elmas devetüyü sınıf 3 | 0 - 0.025 | Ayna veya optik yüzeyler için. En çok zaman alan yöntemdir. Çelik kalitesi sonuçlar için önemlidir. |
| A-2 | Elmas devetüyü sınıf 6 | 0.025 - 0.05 | |
| A-3 | Elmas devetüyü sınıfı 15 | 0.05 - 0.076 | |
| B-1 | 600 grit kağıt | 0.05 - 0.076 | Tüm takım ve işleme izlerini giderir. İyi kalıp ayırma sağlar. Kalıplanmış parça üzerinde hafif yansıtıcı yüzey, biraz parlaklık. |
| B-2 | 400 grit kağıt | 0.10 - 0.127 | |
| B-3 | 320 grit kağıt | 0.23 - 0.25 | |
| C-1 | 600 taş | 0.25 - 0.30 | Tüm takım ve işleme izlerini giderir. İyi kalıp ayırma sağlar. Kalıplanmış parça üzerinde sessiz yüzey, parlaklık yok. |
| C-2 | 400 taş | 0.64 - 0.71 | |
| C-3 | 320 taş | 0.97 - 1.07 | |
| D-1 | Kuru püskürtme cam boncuk 11, 0,7 Mpa'da 200 mesafe; 5 sn | 0.25 - 0.30 | Dekoratif yüzeyler için. Genellikle döküm ve termoset soğutma için kullanılır. Büzülme izlerini ve diğer kusurları gizlemeye yardımcı olur. Kalıplanmış veya döküm üzerinde donuk, yansıtıcı olmayan yüzey bir parçası. |
| D-2 | Kuru püskürtme 240 oksit, 0,7 Mpa'da 125 mesafe; 5 sn | 0.66 - 0.81 | |
| D-3 | Kuru püskürtme 240 oksit, 0,7 Mpa'da 150 mesafe; 5 sn | 4.83 - 5.84 |
VDI 3400 Standardı
Alman Mühendisler Birliği (Verein Deutscher Ingenieure) tarafından oluşturulan VDI 3400 standardı, kalıp yüzeylerinin doku işlemesini tanımlar. VDI 3400 #0 (çok ince) ile #45 (çok kaba) arasında değişen 46 farklı doku derecesini kapsar.
Pratikte en yaygın kullanılan dereceler VDI 12, 15, 18, 21, 24, 27, 30, 33, 36, 39, 42 ve 45"tir. Bu 12 derece plastik endüstrisinde yaygın olarak kullanılır ve karşılık gelen plastik doku örnekleri genellikle daha kolay elde edilir.
VDI derecelerinin ayna parlaklığında bitirmeleri içermediğini belirtmek önemlidir. Tüm VDI dereceleri mat dokulardır. VDI 0 bile Ra 0.10 μm pürüzlülüğe sahiptir ve bu hala gerçek bir ayna parlaklığı bitirmesi olarak kabul edilmez. Ayna parlaklığı bitirmeleri genellikle SPI A standardı altında belirtilir, SPI A1 tipik olarak Ra 0.025 μm'nin altındadır.
VDI 3400 dokuları esas olarak elektro erozyon işlemi (EDM) ile ilişkilendirilir, bu da ince ve tutarlı yüzey dokuları üretmeye çok uygundur. VDI yüzeyleri genellikle kum dokulu bitişlere benzer görünse de, VDI 3400 temelde bir “kum dokulu bitiş” standardı değildir. Daha iyi bir şekilde bir pürüzlülük derecelendirme sistemi olarak anlaşılır.
Ancak, daha büyük yüzeyler için düzensiz veya aşırı kaba dokulardan kaçınmak amacıyla parlatma, kimyasal dağlama ve kumlama gibi tamamlayıcı teknikler kullanılır. Bu yöntemlerin kombinasyonu, VDI 3400'ü çok çeşitli kalıp tasarım gereksinimleri ve uygulamaları için pratik ve çok yönlü bir standart yapar.

Aşağıdaki tablo yaygın SPI dereceleri ile karşılık gelen yüzey pürüzlülüğü arasındaki ilişkiyi göstermektedir (Ra değeri cinsinden).
| Sınıf | 0 | 3 | 6 | 9 | 12 | 15 | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 | 42 | 45 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ra (µm) | 0.10 | 0.15 | 0.20 | 0.30 | 0.40 | 0.55 | 0.80 | 1.10 | 1.60 | 2.20 | 3.20 | 4.50 | 6.30 | 9.00 | 12.50 | 18.00 |
MT Standardı
Daha önce bahsedilen standartlardan farklı olarak, MT (Mold-Tech) standardı bir endüstri birliği yerine bir şirket tarafından geliştirilmiş ve tanıtılmıştır.
MT'nin genellikle 500.000"den fazla dokudan oluşan küresel bir kütüphaneye sahip olduğu belirtilir. Bu dokular genel olarak geometrik, doğrusal, organik veya doğal, deri benzeri ve dekoratif veya işlevsel dokular gibi birkaç kategoriye ayrılabilir.
Bunlar arasında, 500"den fazla doku çevrimiçi olarak kamuya açık şekilde aranabilir. Bu çevrimiçi kataloğa erişim ücretsizdir, ancak kullanıcıların görüntüleyebilmesi için öncelikle şirketin web sitesine kayıt olması gerekir. Kamuya açık katalogda uygun bir doku bulunamazsa, müşteriler genellikle daha geniş küresel kütüphaneyi keşfetmek için doğrudan Mold-Tech'in mühendislik ekibiyle çalışması gerekir. Şirket ayrıca özel tasarım gereksinimleri için özel dokular da geliştirebilir.
Ayrıca, birçok diğer kalıp yüzeyi dokulandırma şirketinin benzer desen kütüphaneleri sunduğunu belirtmekte fayda var. Onların seçenekleri genellikle Mold-Tech'inkinden çok daha küçüktür, ancak fiyatları da daha rekabetçi olabilir. Sonuçta, en iyi seçim ürün gereksinimlerinize, görsel hedeflerinize ve bütçenize bağlıdır.

En Yaygın MT Notları
| Sınıf | Derinlik (inç) | Minimum Çekim Açısı |
|---|---|---|
| MT 11000 | 0.0004 | 1.0° |
| MT 11010 | 0.0010 | 1.5° |
| MT 11020 | 0.0015 | 2.5° |
| MT 11030 | 0.0020 | 3.0° |
| MT 11040 | 0.0030 | 4.5° |
| MT 11050 | 0.0045 | 6.5° |
| MT 11060 | 0.0030 | 4.5° |
Kalıp Yüzey Dokusu Numuneleri
Doğru kalıp yüzey dokusunu daha iyi anlamak ve seçmek için üreticiler genellikle referans olarak kalıp yüzey doku numuneleri kullanır.
Genellikle iki tür numune vardır: metal ve plastik, plastik daha yaygındır çünkü plastik parçalardaki nihai görünümü doğrudan yansıtır.
Yaygın doku standartları arasında SPI, VDI 3400 ve MT bulunur ve birçok tedarikçi karşılık gelen numune şablonları sunar. Çoğu tedarikçi numuneleri standart renklerde ve malzemelerde, genellikle ABS olarak sağlar.
Ancak, bazı tedarikçiler PP ve ABS gibi daha geniş bir renk ve malzeme yelpazesi sunabilir ve hatta belirli gereksinimlere dayalı olarak özel numuneler oluşturabilir—bu genellikle yalnızca özel projeler için gereklidir.

Sonuç
Çoğu kullanıcı için en yaygın kalıp yüzeyi cilası türleri cilalı, kum dokulu ve fırçalanmış yüzeylerdir. Bu nedenle, kalıp yüzey işlemlerini seçerken, kullanıcıların tipik olarak bu üç türden birini seçmesi ve gerekli pürüzlülük seviyesini belirlemesi gerekir.
Bu açıdan bakıldığında, SPI ve VDI standartlarının uygulanması nispeten basit ve kullanıcı dostudur, çünkü kullanıcıların uygun yüzey işlem tipini ve pürüzlülük seviyesini kolayca seçmelerine yardımcı olan açık kılavuzlar sağlarlar.
İhtiyaçlarınız daha spesifik veya benzersizse, MT tarafından sağlanan çözümleri tercih etmeli veya daha kişiselleştirilmiş yüzey dokusu tasarım çözümleri sunacakları için ilgili kalıp fabrikalarını veya tasarım firmalarını aramalısınız.
SSS
Seçim, ürününüz için istediğiniz yüzey dokusu türüne bağlıdır.
- Ayna veya yüksek parlaklık yüzeyler – tipik olarak kullanılarak belirtilir SPI A1–A3
- Fırçalı veya yarı parlatılmış bitişler – genellikle SPI B1–B3 veya C1–C3
- Mat veya kum benzeri dokular – sıklıkla kullanılarak belirtilir VDI 3400 dereceleri, SPI D1–D3 veya MT110 serisi
- Dekoratif veya desenli yüzeyler – genellikle tarafından sağlanır MT (Mold-Tech) veya diğer yüzey dokulandırma üreticileri
Her standart, kalıp yüzey bitirme işleminin farklı bir yönüne odaklanır, bu nedenle seçim ürünün görsel etkisine ve fonksiyonel gereksinimlerine bağlıdır.
Evet. Ürününüzün yüzey dokusunu daha hassas belirlemek istiyorsanız, numune kullanımı şiddetle tavsiye edilir.
Ticari olarak temin edilebilen SPI ve VDI 3400 doku numune plakaları endüstride yaygın olarak kullanılır. Bu numuneler genellikle plastik plakalar veya metal bloklar üzerine uygulanmış yaygın dokulara sahiptir, bu da tasarımcıların ve mühendislerin yüzeyi görsel olarak karşılaştırmasına ve hissetmesine olanak tanır.
Bazı numune setleri ayrıca farklı malzemeler ve renklerde mevcuttur, bu da kalıplanmış parçaların nihai görünümünü daha doğru bir şekilde simüle etmeye yardımcı olur.
Yüksek ayna parlatma işlemi tipik olarak yaklaşık Ra 0.025–0.05 μm pürüzlülüğe sahiptir, ultra yüksek ayna parlatma işlemleri ise daha da düzgün olabilir.
Bu parlatma işlemleri genellikle SPI A sınıfları, özellikle de SPI A1 kullanılarak belirtilir, VDI sınıfları yerine.
Tam olarak değil.
VDI yüzeyleri genellikle kum dokulu parlatma işlemlerine benzer görünür, ancak VDI 3400 özellikle bir kum dokusu standardı değildir. Daha iyi anlaşılması için, EDM gibi işlemlerle üretilen mat dokuları tanımlamak için yaygın olarak kullanılan bir yüzey pürüzlülüğü derecelendirme sistemi olarak anlaşılmalıdır.
Kalıp yüzey dokuları, genellikle iki kategoriye ayrılan: eklemeli ve çıkarmalı teknolojiler olarak gruplandırılan çeşitli işlemler kullanılarak oluşturulabilir.
İki ana eklemeli işlem şunlardır:
- Elektrokaplama
- Elektroforming
Diğer kalıp dokulandırma yöntemlerinin çoğu çıkarmalıdır, yani yüzeyi ince bir malzeme tabakasını çıkararak veya yeniden şekillendirerek değiştirirler.
Kumlama özel bir durumdur: kesme veya aşındırma ile aynı şekilde malzeme çıkarmaz, ancak kalıp yüzeyinin daha düzgün bir bitiş elde etmek için genellikle önceden taşlanması ve parlatılması gerekir.
Çıkarma tabanlı dokulandırma işlemleri için, çoğu doku onarılabilir veya değiştirilebilir. Ancak, bu genellikle ek bir malzeme katmanının çıkarılmasına neden olacaktır, bu da kalıp boyutlarını hafifçe küçültebilir (bu da plastik parçanın boyutlarını artıracaktır).
Ekleme işlemleri için, dokuyu onarmak veya değiştirmek çok daha zordur ve genellikle imkansız olabilir.
Mutlaka değil. Aşırı düzgün veya ayna parlatılmış bir yüzey, bazen kalıptan çıkarmayı daha zor hale getirebilir çünkü parça ile kalıp arasında bir vakum veya emme etkisi oluşturabilir. Bu, özellikle geniş yüzey alanları veya derin boşluk şekilleri için geçerlidir.
Çoğu durumda, hafif dokulu bir bitirme daha uygundur çünkü temiz ve kontrollü bir yüzey görünümü sağlarken kalıptan çıkmayı iyileştirmeye yardımcı olabilir.
Yüksek kaliteli bir ayna parlatma elde etmek, çok hassas kalıp işleme ve parlatma öncesi dikkatli hazırlık gerektirir.
Kalıp yüzeyi, son parlatma işleminden önce mümkün olduğunca düzgün olmalıdır. Bu, gereken manuel parlatma miktarını azaltır. Manuel parlatma tüm yüzeyde eşit şekilde kontrol etmek zor olabileceğinden, aşırı parlatma düzensiz mikro yüzeyler oluşturabilir.
Bu düzensizlikler, parlatılmış yüzeydeki yansıyan görüntüleri bozarak ayna parlaklığının eğrilmiş veya tutarsız görünmesine neden olabilir.
