
Table des matières
ToggleQu'est-ce qu'un traitement de surface pour le moulage par injection ?
Les finitions de surface du moulage par injection font référence à des degrés spécifiques de rugosités, textures oumotifs créés sur la surface d'un moule, englobant non seulement la rugosité de la surface, mais aussi divers motifs de conception.
La rugosité et la texture de surface sont généralement définies par des normes industrielles reconnues telles que SPI, VDI 3400, et MT. Nous expliquerons ces normes plus en détail ci-dessous pour aider à guider la sélection de la finition.
Comparées à la rugosité de surface standard, les textures de conception offrent une gamme plus large d'effets visuels. Ces motifs peuvent reproduire des matériaux naturels tels que le grain du bois ou le cuir, ou créer des dessins géométriques abstraits. Ils sont largement utilisés dans des industries comme l'automobile, l'électronique et les produits de grande consommation.
En sélectionnant la finition de surface de moule appropriée, les fabricants peuvent améliorer l'apparence du produit, renforcer l'ergonomie et masquer les défauts mineurs de surface causés pendant la production.
Le rôle des états de surface dans le moulage par injection
En général, les finitions de surface en moulage par injection remplissent plusieurs fonctions importantes :
- Améliorer l'apparence du produit et renforcer l'attrait du design ;
- Augmenter la prise en main et créer une meilleure sensation tactile ;
- Améliorer l'adhérence des revêtements, peintures ou placages ;
- Aider à dissimuler les imperfections de surface issues du processus de fabrication ;
- Améliorer la clarté et les performances optiques pour les pièces transparentes.
Ainsi, la technologie de texture de la surface des moules devient une partie intégrante de la conception du produit, améliorant la fonctionnalité, l'esthétique et les performances, ce qui renforce la compétitivité du produit final sur le marché.
Méthodes de traitement pour la finition de la surface des moules à injection
Les finitions de surface des moules peuvent être créées à l'aide d'une variété de méthodes de traitement, chacune ayant ses caractéristiques uniques et ses applications appropriées. Voici quelques méthodes de traitement courantes :
EDM (Usinage par décharge électrique) - Texture sableuse
L'usinage par décharge électrique (EDM) utilise les hautes températures générées par des étincelles électriques pour fondre et évaporer la matière. Ce processus forme naturellement une texture semblable à du sable sur la surface du moule, communément appelée finition/texture EDM ou texture par érosion par étincelle.
Texture de surface et contrôle
L'apparence des surfaces d'EDM peut être comparée à la norme VDI 3400 (qui sera présentée plus loin). En ajustant les paramètres de décharge, tels que l'augmentation du courant et de la largeur d'impulsion, différents niveaux de rugosité de surface peuvent être obtenus.
EDM vs. Sablage
Les textures créées par EDM sont similaires au sablage mais offrent plusieurs avantages, tels qu'une meilleure uniformité et des résultats plus durables. Cela fait de l'EDM un choix idéal pour des finitions de surface plus cohérentes et résistantes.
Importance de spécifier la texture de surface par EDM
Si une texture de type sable est requise, il est essentiel de spécifier la texture EDM souhaitée avant la production du moule. Cela garantit que la texture est intégrée directement lors de la fabrication, ce qui permet d'économiser du temps et de réduire les coûts. De plus, les textures de surface par EDM sont plus durables, conservant leur apparence dans le temps.
Polissage manuel – Finition lisse / miroir / brossée
Le polissage manuel consiste à utiliser des matériaux et outils abrasifs pour lisser manuellement la surface du moule. Ce processus est particulièrement efficace pour éliminer les marques d'usinage, les légères rayures et obtenir un niveau de lissage souhaité.
Options de finition haute brillance et brossée
Cette méthode est particulièrement adaptée aux moules nécessitant des niveaux de brillance élevés, comme ceux nécessitant des surfaces hautement réfléchissantes. L'apparence de surface peut être référencée par rapport aux normes SPI A1 à A3 pour les finitions à haut brillant.
Le polissage manuel peut également obtenir une finition brossée, qui correspond aux normes SPI B et C.
Étapes initiales et finition miroir
L'étape initiale implique généralement l'utilisation d'une pierre à aiguiser pour éliminer les marques d'usinage. Elle est suivie par des grades de papier de verre de plus en plus fins pour améliorer la douceur de la surface.
Pour obtenir une finition miroir, des roues en laine combinées à de la pâte diamantée sont utilisées. Le polissage est un processus méticuleux qui nécessite une patience et une précision significatives, souvent réalisé dans des ateliers sans poussière.
Rôle dans les traitements de surface ultérieurs
Le polissage manuel sert également d'étape de base pour des traitements de surface supplémentaires du moule, tels que le sablage, la gravure chimique et laser.
Pour certains produits plastiques de haute précision, les échantillons T0 nécessitent des surfaces polies pour une inspection approfondie de la qualité de surface. Ce n'est qu'après cette étape de polissage initiale que des textures de surface supplémentaires sont appliquées, soulignant le rôle crucial du polissage dans le traitement des moules.


Électrode CNC + EDM – Motifs grands et profonds
Dans la fabrication de moules, les motifs sur la cavité du moule sont l'inverse de la pièce plastique. Par exemple, les reliefs sur la pièce plastique correspondent à des creux dans le moule. Cette méthode consiste d'abord à usiner une électrode (généralement en cuivre ou en graphite) avec un motif correspondant à la pièce plastique. L'électrode est ensuite utilisée en EDM pour transférer le motif inverse sur le moule.
Réalisation de Petits Rayons et de Caractéristiques Pointues
Cette approche permet de créer des reliefs avec des rayons très petits ou des pointes aiguës. Comme les fraises sont rondes, il n'est pas possible d'usiner directement des creux à un angle aigu, ce qui rend cette méthode combinée CNC + EDM essentielle pour certaines géométries.
Avantages et Applications
L'électrode CNC + EDM est une technique traditionnelle et simple. Elle est particulièrement adaptée à la production de textures grandes ou profondes, telles que des motifs décoratifs ou des logos. Cette méthode gère de manière fiable les caractéristiques nécessitant une profondeur et une taille dépassant les capacités du fraisage direct.
Limitations et Qualité de Surface
Cependant, cette méthode n'est pas efficace pour des motifs très fins ou complexes. Les motifs complexes nécessitent de longs temps d'usinage CNC, et la surface du moule conserve souvent des traces d'usinage qui nécessitent un polissage ultérieur. En conséquence, la surface peut sembler légèrement rugueuse et ne peut pas atteindre des finitions extrêmement fines ou très texturées.

Sablage - Texture Semblable au Sable
Le sablage consiste à propulser des particules de sable à grande vitesse pour percuter et rendre rugueuse la surface du moule. Cette méthode simple et rapide est particulièrement adaptée au traitement de grandes surfaces sur un moule.
Matériaux et Granularité
Pour le sablage, des matériaux tels que le carbure de silicium et les billes de verre sont couramment utilisés. Leur granulométrie est mesurée en mailles, généralement comprises entre environ 10 et plusieurs centaines, avec 80 à 200 mailles étant les plus fréquemment choisies.
Texture et uniformité de surface
Bien que le sablage puisse être appliqué sur diverses surfaces du moule, le fond et les côtés ont tendance à produire des effets de texture de sable différents, ce qui donne une finition de surface inégale. De plus, si le sablage est effectué trop longtemps, la surface peut devenir brillante.
Durabilité des surfaces sablées
Les surfaces traitées par sablage ont tendance à s'aplanir et à perdre leur texture avec le temps. Comparées aux textures créées par d'autres méthodes, les surfaces sablées ont une durée de vie plus courte et nécessitent un retraitement régulier pour maintenir l'effet souhaité.
Gravure chimique – Texture sable, texture cuir, motifs géométriques
Vue d'ensemble du Processus
Le processus commence par le polissage de la surface du moule jusqu'à obtenir une finition lisse (Ra ≤ 0,4 µm). Après avoir nettoyé la surface pour éliminer toute trace d'huile, une couche de photorésine est appliquée.
Ensuite, un film est placé sur le moule, et une lumière UV est utilisée pour l'exposition. Les zones exposées de la photorésine durcissent, tandis que les zones non exposées peuvent être dissoutes et éliminées par lavage.
Une fois la photorésine indésirable éliminée, une solution acide est appliquée pour graver la surface. Ce processus crée les motifs souhaités, tels que des textures ou des dessins géométriques.
Durabilité et Comparaison
La gravure chimique offre une durée de vie relativement longue pour la texture créée, similaire aux textures produites par EDM. Elle est nettement plus durable que les textures obtenues par sablage.
Complexité et coût du procédé
Cependant, le processus de gravure chimique est plus complexe et légèrement plus coûteux que d'autres méthodes. Il est également possible de retravailler la surface gravée, mais chaque retouche entraîne une certaine perte de précision dimensionnelle.
Limitations de Précision
Bien que la gravure chimique offre une bonne durabilité, elle manque de la précision de l'électroformage et de la gravure laser. Cela la rend inadaptée à la création de détails fins tels que des pores ou des coutures sur la surface.

Électrodéposition - Surface de Moule Brillante
L'électrodéposition consiste à déposer une fine couche métallique sur la surface d'un moule. Ce procédé améliore la résistance à l'usure, offre une protection contre la corrosion et ajoute une finition décorative et brillante.
Types Courants d'Électrodéposition
Les méthodes de placage les plus couramment utilisées pour les moules incluent le placage au nickel, le placage au chrome et le placage au titane (revêtement sous vide PVD). Ces techniques permettent à la surface du moule d'atteindre des finitions ultra-lisses, semblables à un miroir, avec une brillance très élevée.
Avantages de l'Électrodéposition
L'électrodéposition améliore non seulement la dureté de surface et la résistance à l'usure, mais réduit également l'adhérence des produits plastiques, minimisant le collage lors du moulage par injection. Cela facilite le démoulage et prolonge la durée de vie du moule.
Limitations et Considérations
Malgré ses avantages, les couches électrodéposées sont fragiles et peuvent se décoller sous un impact important. Les revêtements sont minces et, bien que résistants à l'usure, ils sont difficiles à réparer ; même des réparations mineures peuvent être inefficaces. De plus, l'épaississement du placage sur des coins fins ou des détails aigus peut masquer ou déformer la géométrie d'origine. Ces limites doivent être soigneusement prises en compte avant d'électrodéposer un moule.

Électroformage – Différentes textures et formes géométriques fines
L'électroformage est une technique qui utilise le dépôt électrochimique pour créer des formes géométriques précises pour les moules.
Contrairement aux autres procédés de moulage qui éliminent généralement de la matière, la galvanoplastie, comme le placage, dépose du métal. Cette technique est idéale pour créer des formes complexes avec une précision au micron et une grande douceur de surface, la rendant adaptée aux composants miniatures et aux dispositifs optiques.
Vue d'ensemble du Processus
Le processus commence par la création d'un motif extrêmement fin sur un moule maître, qui peut être réalisé en métal, résine, cire ou autres matériaux.
Le moule maître est ensuite placé dans un bain d'électrodéposition, où un courant électrique est appliqué. Les atomes de nickel ou de cuivre se déposent progressivement sur la surface couche par couche.
Une fois l'épaisseur souhaitée atteinte, le moule maître est retiré, laissant un motif inversé en métal. La coque métallique est ensuite découpée dans la forme requise et insérée dans le moule pour le moulage par injection.
Avantages et Précision
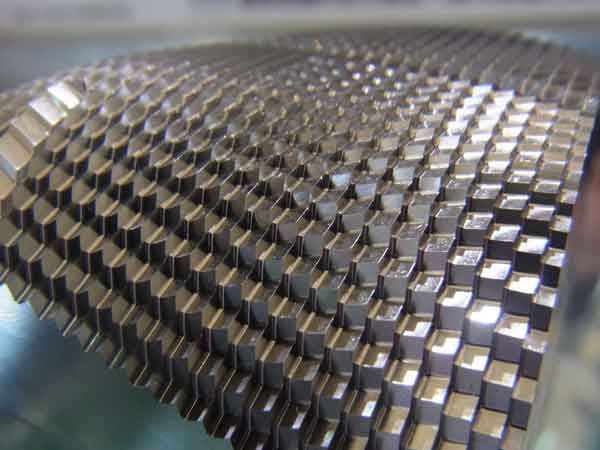
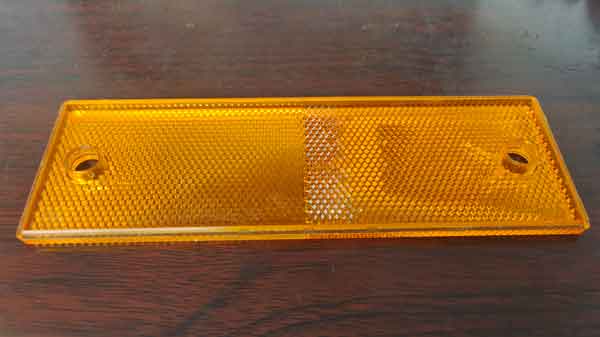
L'électroformage offre l'avantage de reproduire parfaitement la forme du moule maître dans un rapport 1:1, permettant la création de surfaces avec des détails exceptionnels. Cela inclut des détails fins tels que les pores du cuir, de petits motifs et des caractéristiques de haute précision comme les lentilles de Fresnel.
Il permet également de créer des textures profondes, comme celles que l'on trouve sur les miroirs réfléchissants pour véhicules électriques.
Limitations : Taux de dépôt lent et fragilité sous pression
Cependant, le taux de dépôt métallique lors de l'électroformage est assez lent, généralement seulement 0,02 à 0,04 mm par heure. Pour atteindre une épaisseur de 2 à 3 mm, cela peut prendre plusieurs jours. Ce processus lent rend l'électroformage relativement coûteux.
De plus, la coque électroformée résultante est généralement utilisée comme insert dans les moules. En raison des limitations d'épaisseur, elle ne peut pas résister à une pression excessive pendant le moulage par injection, car elle pourrait se fissurer sous une telle contrainte.
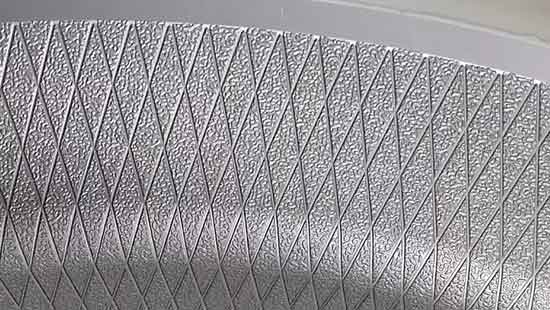
Gravure Laser 5 Axes – Marquage de Haute Précision sur les Surfaces de Moules
La gravure laser 5 axes utilise un équipement laser de haute précision pour graver directement des motifs complexes et détaillés sur les surfaces de moules. Cette technologie permet un traitement tridimensionnel, ce qui la rend idéale pour la fabrication de moules haut de gamme, délicats et complexes.
Gravure de Surface 3D de Précision
En contrôlant simultanément les axes X, Y et Z de la tête laser, le système peut graver avec précision de grandes surfaces et des surfaces courbes 3D complexes. Cela permet d'obtenir une profondeur et une précision de motif constantes sur l'ensemble du moule.
Avantages par Rapport aux Autres Méthodes
Puisque le laser grave directement la surface métallique, la gravure chimique ou les inserts électroformés ne sont pas nécessaires. Cela évite les problèmes de fragilité des inserts électroformés et améliore la dissipation thermique. La gravure laser 5 axes est couramment utilisée pour les composants intérieurs automobiles, tels que les tableaux de bord et les panneaux de porte, ainsi que pour les appareils ménagers et les boîtiers d'appareils numériques.
2 Exemples de textures de surface 5 axes


Considérations sur les Coûts et l'Exploitation
Les machines laser 5 axes sont coûteuses, et la conception des motifs comme l'opération de la machine nécessitent des techniciens qualifiés. Des paramètres de processus incorrects peuvent entraîner des surfaces irrégulières ou des marques de joint visibles. Cela rend la gravure laser 5 axes plus chère que de nombreux autres procédés.
Limitations de Profondeur et Exigences de Surface
Cette méthode n'est pas adaptée aux textures très profondes. Les profondeurs de gravure typiques varient de 0,02 à 0,15 mm, tandis que dépasser 0,2 mm réduit significativement l'efficacité et augmente le risque de défauts tels que la refusion, le noircissement ou les surfaces rugueuses. La surface du moule doit également être polie à un degré élevé de lissage avant la gravure pour obtenir les meilleurs résultats.
En théorie, en conjonction avec la conception de modèles 3D, la gravure laser 5 axes peut créer n'importe quelle forme de texture souhaitée avec un contrôle dimensionnel précis, surpassant ainsi les autres méthodes à cet égard. Toutefois, en raison du coût élevé de l'équipement, les frais de traitement sont également importants, ce qui limite son adoption à grande échelle.

Le tableau ci-dessous fournit une comparaison rapide de 8 méthodes de traitement différentes.
| Processus | EDM | Polissage manuel | CNC Électrode + EDM | Sablage | Gravure Chimique | Placage électrolytique | Électroformage | Gravure laser 5 axes |
|---|---|---|---|---|---|---|---|---|
| Prix | Modéré | De faible à élevé | Moyen | Faible | Moyen | Haut | Très élevé | Très élevé |
| Popularité | Haut | Haut | Haut | Modéré | Haut | Faible | Faible | Faible |
Normes et standards actuels en matière d'états de surface des moules d'injection
Dans le domaine de la fabrication des matières plastiques et de la conception des moules, les normes relatives à l'état de surface des moules sont essentielles. Les trois normes les plus acceptées et utilisées sont SPI (Society of Plastics Industry), VDI 3400 (Verein Deutscher Ingenieure, signifiant l'association allemande des ingénieurs en anglais) et MT (Mold-Tech).
Bien que de nombreuses usines aient leurs propres plaques de texture, ces trois plaques sont reconnues dans le monde entier. Le SPI est répandu aux États-Unis, le VDI 3400 en Europe, et la polyvalence et la flexibilité de la MT font qu'elle est largement adoptée dans le monde entier.
La norme SPI
La norme SPI (Society of Plastics Industry), établie par l'industrie américaine des plastiques, guide le traitement de surface des moules d'injection plastique. Elle classe les textures de surface des moules en quatre grandes catégories - A, B, C, D -, elles-mêmes divisées en trois niveaux, soit un total de 12 types de traitements de surface.
- La classe A (A-1, A-2, A-3) désigne les surfaces polies pour haut brillant, adapté aux produits nécessitant lisse, miroir aspects.
- La Classe B (B-1, B-2, B-3) concerne brossé surfaces pour un brillant moyen et des textures fines, idéales pour des produits visuellement attrayants ne nécessitant pas un haut brillant.
- La Classe C (C-1, C-2, C-3) est également brossé mais plus grossier que Classe B, utilisée pour les produits nécessitant une rugosité moyenne, souvent pour améliorer la prise en main ou masquer des défauts de fabrication.
- La classe D (D-1, D-2, D-3), la plus rugueuse, implique généralement surfaces texturées sable, pour les produits nécessitant une sensation tactile améliorée ou des effets visuels spécifiques.
Dans l'ensemble, les normes SPI se concentrent davantage sur le degré de polissage que sur les styles de motifs, jouant un rôle crucial dans la fabrication en aidant les fabricants à sélectionner les traitements de surface appropriés en fonction des exigences du produit.

Aperçu de la norme SPI pour le polissage
| SPI (nouveau) | Description | Ra en µm (DIN) | Commentaires |
|---|---|---|---|
| A-1 | Diamant buff grade 3 | 0 - 0.025 | Pour les finitions miroirs ou optiques. C'est ce qui prend le plus de temps. La qualité de l'acier est importante pour les résultats. |
| A-2 | Tampon diamant grade 6 | 0.025 - 0.05 | |
| A-3 | Tampon diamant grade 15 | 0.05 - 0.076 | |
| B-1 | Papier de 600 grains | 0.05 - 0.076 | Elimine toutes les marques d'outils et d'usinage. Assure un bon démoulage. Finition légèrement réfléchissante sur la pièce moulée, un peu de brillance. |
| B-2 | Papier de 400 grains | 0.10 - 0.127 | |
| B-3 | Papier de grain 320 | 0.23 - 0.25 | |
| C-1 | 600 pierres | 0.25 - 0.30 | Elimine toutes les marques d'outils et d'usinage. Assure un bon démoulage. Finition muette sur la pièce moulée, pas de brillance. |
| C-2 | 400 pierres | 0.64 - 0.71 | |
| C-3 | 320 pierres | 0.97 - 1.07 | |
| D-1 | Sablage à sec de billes de verre 11, 200 distance à 0,7 Mpa ; 5 sec | 0.25 - 0.30 | Pour les finitions décoratives. Souvent utilisé pour la coulée sous pression et le refroidissement des thermodurcissables. Permet de masquer les marques de retrait et autres imperfections. Finition terne et non réfléchissante sur les pièces moulées ou coulées. partie. |
| D-2 | Sablage à sec 240 oxyde, 125 distance à 0,7 Mpa ; 5 sec | 0.66 - 0.81 | |
| D-3 | Sablage à sec 240 oxyde, 150 distance à 0.7 Mpa ; 5 sec | 4.83 - 5.84 |
La norme VDI 3400
La norme VDI 3400, établie par l'Association allemande des ingénieurs (Verein Deutscher Ingenieure), définit le traitement de texture des surfaces de moules. Elle englobe 46 grades de texture différents, allant de VDI 3400 #0 (très fin) à #45 (très grossier).
En pratique, les grades les plus couramment utilisés sont VDI 12, 15, 18, 21, 24, 27, 30, 33, 36, 39, 42 et 45. Ces 12 grades sont largement utilisés dans l'industrie des plastiques, et les échantillons de texture plastique correspondants sont généralement plus faciles à obtenir.
Il est important de noter que les grades VDI n'incluent pas les finitions polies miroir. Tous les grades VDI présentent des textures mates. Même le VDI 0 a une rugosité de Ra 0,10 μm, ce qui n'est toujours pas considéré comme une véritable finition miroir. Les finitions miroir sont généralement spécifiées selon la norme SPI A, avec SPI A1 typiquement inférieur à Ra 0,025 μm.
Les textures VDI 3400 sont principalement associées à l'usinage par décharge électrique (EDM), qui est bien adapté pour produire des textures de surface fines et uniformes. Bien que les surfaces VDI semblent souvent similaires à des finitions à texture de sable, la norme VDI 3400 n'est pas essentiellement une norme pour les “ finitions à texture de sable ”. Il est préférable de la comprendre comme un système de classement de la rugosité.
Cependant, pour les surfaces plus grandes, afin d'éviter des textures inégales ou excessivement rugueuses, des techniques complémentaires comme la gravure chimique de polissage et le sablage sont employées. Cette combinaison de méthodes fait de la norme VDI 3400 un standard pratique et polyvalent pour une large gamme d'exigences et d'applications de conception de moules.

Le tableau ci-dessous montre la relation entre les grades SPI courants et la rugosité de surface correspondante (en valeur Ra)..
| Grade | 0 | 3 | 6 | 9 | 12 | 15 | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 | 42 | 45 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ra (µm) | 0.10 | 0.15 | 0.20 | 0.30 | 0.40 | 0.55 | 0.80 | 1.10 | 1.60 | 2.20 | 3.20 | 4.50 | 6.30 | 9.00 | 12.50 | 18.00 |
La norme MT
Différent des normes mentionnées précédemment, la norme MT (Mold-Tech) est développée et promue par une entreprise, plutôt que par une association professionnelle.
MT est souvent décrit comme ayant une bibliothèque mondiale de plus de 500 000 textures. Ces textures peuvent être regroupées en plusieurs catégories, notamment les textures géométriques, linéaires, organiques ou naturelles, simili-cuir et décoratives ou fonctionnelles.
Parmi elles, plus de 500 textures sont consultables publiquement en ligne. L'accès à ce catalogue en ligne est gratuit, mais les utilisateurs doivent d'abord s'inscrire sur le site web de l'entreprise pour le consulter. Si une texture appropriée ne peut être trouvée dans le catalogue public, les clients doivent généralement travailler directement avec l'équipe d'ingénierie de Mold-Tech pour explorer la bibliothèque mondiale plus large. L'entreprise peut également développer des textures personnalisées pour des exigences de conception spéciales.
Il est également à noter que de nombreuses autres entreprises de texturation de surfaces de moules proposent des bibliothèques de motifs similaires. Leurs sélections sont souvent beaucoup plus réduites que celles de Mold-Tech, mais leurs prix peuvent aussi être plus compétitifs. En fin de compte, le meilleur choix dépend de vos exigences produit, de vos objectifs visuels et de votre budget.

Grades MT les plus courants
| Grade | Profondeur(in.) | Angle de tirant d'eau minimum |
|---|---|---|
| MT 11000 | 0.0004 | 1.0° |
| MT 11010 | 0.0010 | 1.5° |
| MT 11020 | 0.0015 | 2.5° |
| MT 11030 | 0.0020 | 3.0° |
| MT 11040 | 0.0030 | 4.5° |
| MT 11050 | 0.0045 | 6.5° |
| MT 11060 | 0.0030 | 4.5° |
Échantillons de Texture de Surface de Moule
Pour mieux comprendre et choisir la bonne texture de surface de moule, les fabricants utilisent souvent des échantillons de texture de surface de moule comme références.
Il existe généralement deux types d'échantillons : métalliques et plastiques, les plastiques étant plus courants car ils reflètent directement l'apparence finale sur les pièces en plastique.
Les normes de texture courantes incluent SPI, VDI 3400 et MT, et de nombreux fournisseurs proposent des modèles d'échantillons correspondants. La plupart des fournisseurs fournissent des échantillons dans des couleurs et matériaux standards, généralement de l'ABS.
Cependant, certains fournisseurs peuvent offrir une gamme plus large de couleurs et de matériaux, tels que le PP et l'ABS, et peuvent même créer des échantillons personnalisés en fonction d'exigences spécifiques—bien que cela ne soit généralement nécessaire que pour des projets spécialisés.

Conclusion
Pour la plupart des utilisateurs, les types les plus courants de finitions de la surface des moules sont les finitions polies, sablées et brossées. Ainsi, lors de la sélection des traitements de surface des moules, les utilisateurs doivent généralement choisir l'un de ces trois types et déterminer le niveau de rugosité requis.
De ce point de vue, l'application des normes SPI et VDI est relativement simple et conviviale, car elles fournissent des lignes directrices claires qui aident les utilisateurs à choisir facilement le type de finition de surface et le niveau de rugosité appropriés.
Si vos besoins sont plus spécifiques ou uniques, vous devriez opter pour les solutions fournies par MT, ou rechercher des usines de moules ou des entreprises de conception pertinentes, car elles offriront des solutions de conception de texture de surface plus personnalisées.
FAQ
Le choix dépend du type de texture de surface souhaité pour votre produit.
- Miroir ou haute brillance surfaces – généralement spécifiées à l'aide de SPI A1–A3
- Brossé ou semi-poli finition – généralement SPI B1–B3 ou C1–C3
- Mat ou textures sablées – souvent spécifié avec Grades VDI 3400, Série SPI D1–D3 ou MT110
- Décoratif ou surfaces à motifs – généralement fourni par MT (Mold-Tech) ou d'autres fabricants de texturation de surface
Chaque norme se concentre sur un aspect différent de la finition de surface du moule, donc la sélection dépend de l'effet visuel et des exigences fonctionnelles du produit.
Oui. Si vous souhaitez être plus précis concernant la texture de surface de votre produit, l'utilisation d'échantillons est fortement recommandée.
Les plaques d'échantillons de texture SPI et VDI 3400 disponibles dans le commerce sont largement utilisées dans l'industrie. Ces échantillons présentent généralement des textures courantes appliquées sur des plaques en plastique ou des blocs métalliques, permettant aux concepteurs et ingénieurs de comparer visuellement et de ressentir la surface.
Certains kits d'échantillons sont également disponibles en différents matériaux et couleurs, ce qui aide à simuler plus précisément l'apparence finale des pièces moulées.
Une finition miroir de haute qualité présente généralement une rugosité d'environ Ra 0,025–0,05 μm, tandis que les finitions miroir ultra-haute qualité peuvent être encore plus lisses.
Ces finitions sont généralement spécifiées à l'aide des grades SPI A, en particulier le SPI A1, plutôt que des grades VDI.
Pas exactement.
Les surfaces VDI ressemblent souvent à des finitions à texture sablée, mais la norme VDI 3400 n'est pas spécifiquement un standard de texture sablée. Il est préférable de la comprendre comme un système de classement de la rugosité de surface, couramment utilisé pour définir les textures mates produites par des procédés tels que l'électroérosion.
Les textures de surface des moules peuvent être créées à l'aide de divers procédés, qui sont généralement regroupés en deux catégories : les technologies additives et soustractives.
Les deux principaux procédés additifs sont :
- Placage électrolytique
- Électroformage
La plupart des autres méthodes de texturation des moules sont soustractives, ce qui signifie qu'elles modifient la surface en enlevant ou en remodelant une fine couche de matériau.
Le sablage est un cas particulier : il n'enlève pas la matière de la même manière que la coupe ou la gravure, mais la surface du moule doit généralement être meulée et polie au préalable pour obtenir une finition plus uniforme.
Pour les procédés de texturation soustractifs, la plupart des textures peuvent être réparées ou modifiées. Cependant, cela entraînera généralement le retrait d'une couche supplémentaire de matière, ce qui peut légèrement réduire les dimensions du moule (ce qui augmentera par la suite les dimensions de la pièce en plastique).
Pour les procédés additifs, réparer ou modifier la texture est beaucoup plus difficile et peut souvent être impossible.
Pas nécessairement. Une surface extrêmement lisse ou polie miroir peut parfois rendre le démoulage plus difficile car elle peut créer un effet de vide ou d'aspiration entre la pièce et le moule. Cela est particulièrement vrai pour les grandes surfaces ou les formes de cavité profondes.
Dans de nombreux cas, une finition légèrement texturée est plus adaptée car elle peut aider à améliorer le démoulage tout en offrant un aspect de surface propre et contrôlé.
Obtenir une finition miroir de haute qualité nécessite un usinage de moule très précis et une préparation minutieuse avant le polissage.
La surface du moule doit être aussi lisse que possible avant le processus de polissage final. Cela réduit la quantité de polissage manuel nécessaire. Comme le polissage manuel peut être difficile à contrôler uniformément sur toute la surface, un polissage excessif peut créer des micro-surfaces inégales.
Ces irrégularités peuvent déformer les images réfléchies sur la surface polie, donnant à la finition miroir un aspect déformé ou incohérent.
