
فهرست مطالب
تغییر وضعیتپرداختهای سطح قالبگیری تزریقی چیست
پرداختهای سطحی قالبگیری تزریقی به درجه خاصی از زبریها، بافتها یا الگوها اشاره دارد که بر روی سطح قالب ایجاد میشوند و نه تنها شامل زبری سطح، بلکه شامل الگوهای طراحی مختلف نیز میشوند.
زبری و بافت سطح معمولاً توسط استانداردهای شناختهشده صنعتی مانند SPI، VDI 3400 و MT تعریف میشوند. در ادامه این استانداردها را با جزئیات بیشتری توضیح میدهیم تا به انتخاب پوشش نهایی کمک کنیم.
در مقایسه با زبری سطح استاندارد، الگوهای طراحی دامنه وسیعتری از جلوههای بصری ارائه میدهند. این الگوها میتوانند مواد طبیعی مانند بافت چوب یا چرم را تقلید کنند یا طرحهای هندسی انتزاعی ایجاد کنند. آنها بهطور گسترده در صنایعی مانند خودروسازی، الکترونیک و محصولات مصرفی استفاده میشوند.
با انتخاب پرداخت سطح قالب مناسب، تولیدکنندگان میتوانند ظاهر محصول را بهبود بخشند، قابلیت استفاده را افزایش دهند و عیوب جزئی سطح ناشی از فرآیند تولید را پنهان کنند.
نقش پرداختهای سطح قالبگیری تزریقی
بهطور کلی، پرداختهای سطح قالبگیری تزریقی چندین عملکرد مهم را انجام میدهند:
- بهبود ظاهر محصول و افزایش جذابیت طراحی؛
- افزایش قابلیت چنگزدن و ایجاد حس لامسه بهتر؛
- بهبود چسبندگی پوشش، رنگآمیزی یا آبکاری؛
- کمک به پنهان کردن ناهمواریهای سطح ناشی از فرآیند تولید؛
- افزایش شفافیت و عملکرد نوری برای قطعات شفاف.
به این ترتیب، فناوری بافت سطح قالب به بخشی جداییناپذیر از طراحی محصول تبدیل میشود که عملکرد، زیبایی و کارایی را ارتقا میدهد و در نتیجه رقابتپذیری بازار محصول نهایی را افزایش میدهد.
روشهای پردازش برای پرداخت سطح در قالبهای تزریقی
پرداختهای سطح قالب را میتوان با استفاده از روشهای پردازش مختلفی ایجاد کرد که هر کدام ویژگیهای منحصر به فرد و کاربردهای مناسب خود را دارند. در ادامه برخی از روشهای پردازش رایج آورده شده است:
EDM (ماشینکاری تخلیه الکتریکی) - بافت شنی
ماشینکاری تخلیه الکتریکی (EDM) از دمای بالای تولید شده توسط جرقههای الکتریکی برای ذوب و تبخیر ماده استفاده میکند. این فرآیند به طور طبیعی بافتی شنی روی سطح قالب تشکیل میدهد که معمولاً به عنوان پرداخت/بافت EDM یا بافت فرسایش جرقه شناخته میشود.
بافت سطح و کنترل
ظاهر سطوح EDM را میتوان با استاندارد VDI 3400 (که در ادامه بیشتر معرفی خواهد شد) مقایسه کرد. با تنظیم پارامترهای تخلیه، مانند افزایش جریان و عرض پالس، میتوان سطوح مختلفی از زبری سطح را به دست آورد.
EDM در مقابل سندبلاست
بافتهای ایجاد شده با EDM مشابه سندبلاست هستند اما چندین مزیت ارائه میدهند، مانند یکنواختی بهتر و نتایج ماندگارتر. این امر EDM را به انتخابی ایدهآل برای پرداختهای سطحی پایدارتر و بادوامتر تبدیل میکند.
اهمیت مشخص کردن بافت سطحی EDM
اگر بافت شنیمانند مورد نیاز است، ضروری است که بافت EDM مورد نظر قبل از تولید قالب مشخص شود. انجام این کار تضمین میکند که بافت مستقیماً در طول ساخت گنجانده شود، در زمان صرفهجویی کرده و هزینهها را کاهش میدهد. علاوه بر این، بافتهای سطحی EDM بادوامتر هستند و ظاهر خود را در طول زمان حفظ میکنند.
پرداخت دستی – صاف / آینهای / پرداخت قلمزنی
پولیش دستی شامل استفاده از مواد و ابزار ساینده برای صاف کردن دستی سطح قالب است. این فرآیند به ویژه برای حذف علائم ماشینکاری، خراشهای سطحی و دستیابی به سطح صافی مورد نظر مؤثر است.
گزینههای پرداخت براق بالا و قلمزنی
این روش به ویژه برای قالبهایی که نیاز به سطوح براق بالا دارند، مانند آنهایی که نیاز به سطوح بازتابدهنده بالا دارند، مناسب است. ظاهر سطح را میتوان با استانداردهای SPI A1 تا A3 برای پوششهای براق بالا مقایسه کرد.
پولیش دستی نیز میتواند به پرداخت ساییدهشده دست یابد که با استانداردهای SPI B و C مطابقت دارد.
مراحل اولیه و پرداخت آینهای
مرحله اولیه معمولاً شامل استفاده از سنگ سمباده برای حذف علائم ماشینکاری است. پس از آن، درجات ریزتر کاغذ سنباده برای بهبود صافی سطح استفاده میشود.
برای دستیابی به پرداخت آینهای، از چرخهای پشمی همراه با خمیر الماس استفاده میشود. پولیش فرآیندی دقیق است که نیازمند صبر و دقت قابل توجهی است و اغلب در کارگاههای عاری از گرد و غبار انجام میشود.
نقش در پرداختهای سطحی بیشتر
پولیش دستی همچنین به عنوان گام بنیادی برای درمانهای اضافی سطح قالب، مانند سندبلاست، حکاکی شیمیایی و لیزری عمل میکند.
برای برخی محصولات پلاستیکی با دقت بالا، نمونههای T0 نیاز به سطوح پولیش شده برای بازرسی کامل کیفیت سطح دارند. تنها پس از این مرحله اولیه پولیش، بافتهای سطحی اضافی اعمال میشوند که نقش حیاتی پولیش در پردازش قالب را تأکید میکند.


الکترود CNC + EDM – الگوهای بزرگ و عمیق
در ساخت قالب، الگوهای روی حفره قالب معکوس قطعه پلاستیکی هستند. به عنوان مثال، ویژگیهای برجسته روی پلاستیک با ویژگیهای فرورفته در قالب مطابقت دارند. این روش ابتدا شامل ماشینکاری یک الکترود (معمولاً مس یا گرافیت) با الگویی است که با قطعه پلاستیکی مطابقت دارد. سپس الکترود در EDM برای انتقال الگوی معکوس به قالب استفاده میشود.
دستیابی به شعاعهای کوچک و ویژگیهای تیز
این رویکرد امکان ایجاد ویژگیهای برجسته با شعاعهای بسیار کوچک یا نقاط تیز را فراهم میکند. از آنجا که فرزهای ماشینکاری گرد هستند، ماشینکاری مستقیم ویژگیهای فرورفته به یک زاویه تیز امکانپذیر نیست، که این روش ترکیبی CNC + EDM را برای برخی هندسهها ضروری میسازد.
مزایا و کاربردها
CNC الکترود + EDM یک تکنیک سنتی و مستقیم است. این روش به ویژه برای تولید بافتهای بزرگ یا عمیق، مانند الگوهای تزئینی یا لوگوها مناسب است. این روش به طور قابل اطمینان ویژگیهایی را مدیریت میکند که نیاز به عمق و اندازه فراتر از توانایی فرزکاری مستقیم دارند.
محدودیتها و کیفیت سطح
با این حال، این روش برای الگوهای بسیار ظریف یا پیچیده مؤثر نیست. الگوهای پیچیده به زمانهای ماشینکاری CNC طولانی نیاز دارند و سطح قالب اغلب علائم ماشینکاری را حفظ میکند که نیاز به پرداخت پس از آن دارد. در نتیجه، سطح ممکن است کمی زبر به نظر برسد و نمیتواند به پرداختهای بسیار ظریف یا با بافت بالا دست یابد.

سندبلاست - بافت شنی شکل
سندبلاست شامل پرتاب ذرات شن با سرعت بالا برای برخورد و زبر کردن سطح قالب است. این روش ساده و سریع به ویژه برای پردازش مناطق وسیع روی یک قالب مناسب است.
مواد و زبری
برای سندبلاست، موادی مانند کاربید سیلیکون و مهرههای شیشهای معمولاً استفاده میشوند. زبری آنها با اندازه مش اندازهگیری میشود که معمولاً از حدود 10 تا چند صد متغیر است و 80 تا 200 مش بیشترین انتخاب است.
بافت و یکنواختی سطح
اگرچه سندبلاست را میتوان روی سطوح مختلف قالب اعمال کرد، اما کف و کنارهها تمایل به ایجاد بافتهای متفاوت ساینده دارند که منجر به پرداخت سطحی ناهموار میشود. علاوه بر این، اگر سندبلاست برای مدت طولانی انجام شود، سطح ممکن است براق شود.
دوام سطوح سندبلاست شده
سطوحی که با سندبلاست پردازش شدهاند، به مرور زمان تمایل به صاف شدن و از دست دادن بافت خود دارند. در مقایسه با بافتهای ایجاد شده توسط روشهای دیگر، سطوح سندبلاست شده عمر کوتاهتری دارند و برای حفظ اثر مطلوب نیاز به پردازش مجدد منظم دارند.
حکاکی شیمیایی – بافت شنی، بافت چرمی، الگوهای هندسی
مرور فرآیند
فرآیند با صیقل دادن سطح قالب تا رسیدن به پرداخت صاف (Ra ≤ 0.4 میکرومتر) آغاز میشود. پس از تمیز کردن سطح برای حذف هرگونه روغن، یک لایه فوتورزیست اعمال میشود.
سپس یک فیلم روی قالب قرار میگیرد و از نور فرابنفش برای نوردهی استفاده میشود. مناطق نوردهی شده فوتورزیست سخت میشوند، در حالی که مناطق نوردهی نشده را میتوان حل و شستشو داد.
پس از حذف فوتورزیست ناخواسته، یک محلول اسیدی برای حکاکی سطح اعمال میشود. این فرآیند الگوهای مطلوب مانند بافتها یا طرحهای هندسی را ایجاد میکند.
دوام و مقایسه
حکاکی شیمیایی عمر نسبتاً طولانیتری برای بافت ایجاد شده فراهم میکند، مشابه بافتهای تولید شده توسط EDM. این روش به طور قابل توجهی بادوامتر از بافتهای سندبلاست است.
پیچیدگی و هزینه فرآیند
با این حال، فرآیند حکاکی شیمیایی پیچیدهتر و کمی پرهزینهتر از سایر روشها است. همچنین امکان بازکاری سطح حکاکی شده وجود دارد، اما هر بازکاری منجر به مقداری کاهش دقت ابعادی میشود.
محدودیتهای دقت
اگرچه حکاکی شیمیایی دوام خوبی ارائه میدهد، اما فاقد دقت الکتروفورمینگ و حکاکی لیزری است. این امر آن را برای ایجاد جزئیات ظریف مانند منافذ یا دوخت روی سطح نامناسب میکند.

الکتروپلیتینگ - سطح قالب براق
آبکاری الکتریکی شامل رسوب یک لایه نازک فلز بر روی سطح یک قالب است. این فرآیند مقاومت در برابر سایش را افزایش میدهد، محافظت در برابر خوردگی فراهم میکند و یک پرداخت تزئینی و براق اضافه میکند.
انواع رایج الکتروپلیتینگ
متداولترین روشهای آبکاری برای قالبها شامل آبکاری نیکل، آبکاری کروم و آبکاری تیتانیوم (پوشش خلاء PVD) میشود. این تکنیکها به سطح قالب اجازه میدهند تا به پرداختهای فوقصاف، آینهای با درخشندگی بسیار بالا دست یابد.
مزایای الکتروپلیتینگ
آبکاری الکتریکی نه تنها سختی سطح و مقاومت در برابر سایش را بهبود میبخشد، بلکه چسبندگی محصولات پلاستیکی را نیز کاهش میدهد و چسبندگی در طول تزریق پلاستیک را به حداقل میرساند. این امر قالب را برای رهاسازی آسانتر میکند و عمر خدماتی آن را افزایش میدهد.
محدودیتها و ملاحظات
علیرغم مزایای آن، لایههای آبکاری شده شکننده هستند و میتوانند تحت ضربه قابل توجهی پوسته پوسته شوند. پوششها نازک هستند و در حالی که مقاوم در برابر سایش هستند، تعمیر آنها دشوار است؛ حتی تعمیرات جزئی ممکن است بیاثر باشد. علاوه بر این، ضخیم کردن آبکاری روی گوشههای ظریف یا جزئیات تیز میتواند هندسه اصلی را مبهم یا تحریف کند. این محدودیتها باید قبل از آبکاری یک قالب به دقت در نظر گرفته شوند.

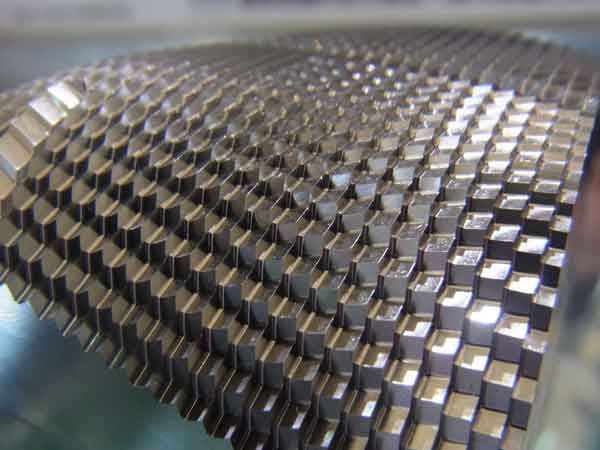
الکتروفرمینگ – بافتهای متنوع و اشکال هندسی ظریف
الکتروفورمینگ تکنیکی است که از رسوب الکتروشیمیایی برای ایجاد اشکال هندسی دقیق برای قالبها استفاده میکند.
برخلاف سایر فرآیندهای قالبسازی که معمولاً ماده را حذف میکنند، الکتروفرمینگ، مانند آبکاری، در واقع فلز را میسازد. این تکنیک برای ایجاد اشکال پیچیده با دقت در سطح میکرون و صافی سطح بالا ایدهآل است و آن را برای قطعات مینیاتوری و دستگاههای نوری مناسب میسازد.
مرور فرآیند
فرآیند با ایجاد یک الگوی بسیار ظریف روی قالب اصلی آغاز میشود که میتواند از فلز، رزین، موم یا مواد دیگر ساخته شود.
سپس قالب اصلی در یک حمام آبکاری الکتریکی قرار میگیرد، جایی که جریان الکتریکی اعمال میشود. اتمهای نیکل یا مس به تدریج لایه به لایه روی سطح رسوب میکنند.
هنگامی که ضخامت مطلوب به دست آمد، قالب اصلی برداشته میشود و یک الگوی معکوس در فلز باقی میماند. سپس پوسته فلزی به شکل مورد نیاز برش داده شده و در قالب برای تزریق پلاستیک جاسازی میشود.
مزایا و دقت
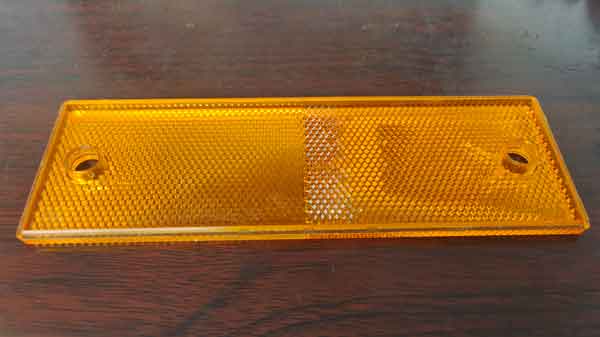
الکتروفرمینگ مزیت بازتولید دقیق شکل قالب اصلی را با نسبت 1:1 ارائه میدهد، که امکان ایجاد سطوح با جزئیات استثنایی را فراهم میسازد. این شامل جزئیات ظریف مانند منافذ چرم، الگوهای کوچک و ویژگیهای با دقت بالا مانند لنزهای فرنل میشود.
همچنین امکان ایجاد بافتهای عمیق، مانند آنهایی که در آینههای بازتابی خودروهای الکتریکی یافت میشوند، را فراهم میکند.
محدودیتها: نرخ رسوب کند و شکنندگی تحت فشار
با این حال، نرخ رسوب فلز در طول الکتروفورمینگ بسیار کند است، معمولاً تنها 0.02 تا 0.04 میلیمتر در ساعت. برای دستیابی به ضخامت 2 تا 3 میلیمتر، ممکن است چندین روز طول بکشد. این فرآیند کند باعث میشود الکتروفورمینگ نسبتاً گران باشد.
علاوه بر این، پوسته الکتروفورمینگ حاصل معمولاً به عنوان یک قطعه درونی در قالبها استفاده میشود. به دلیل محدودیتهای ضخامت، نمیتواند فشار بیش از حد در طول تزریق پلاستیک را تحمل کند، زیرا ممکن است تحت چنین تنشی ترک بخورد.
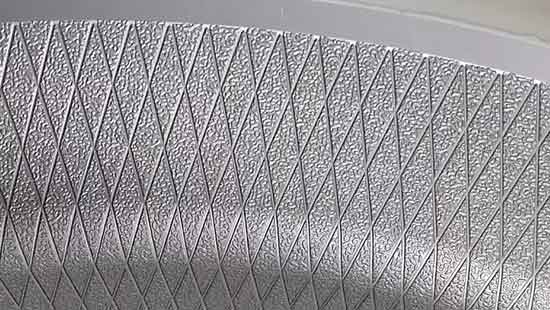
حکاکی لیزری ۵ محوره – الگوسازی با دقت بالا روی سطوح قالب
حکاکی لیزری ۵ محوره از تجهیزات لیزری با دقت بالا برای حک کردن الگوهای پیچیده و دقیق به طور مستقیم روی سطوح قالب استفاده میکند. این فناوری قادر به پردازش سهبعدی است و آن را برای ساخت قالبهای باکیفیت، ظریف و پیچیده ایدهآل میسازد.
حکاکی دقیق سطح سهبعدی
با کنترل همزمان محورهای X، Y و Z هد لیزری، سیستم میتواند سطوح بزرگ و منحنیهای سهبعدی پیچیده را با دقت حکاکی کند. این امر امکان ایجاد عمق و دقت یکنواخت الگو در سراسر قالب را فراهم میآورد.
مزایا نسبت به سایر روشها
از آنجا که لیزر مستقیماً سطح فلز را حکاکی میکند، نیازی به حکاکی شیمیایی یا قطعات الکتروفرم نیست. این امر از مشکلات شکنندگی قطعات الکتروفرم جلوگیری کرده و انتقال حرارت را بهبود میبخشد. حکاکی لیزری ۵ محوره معمولاً برای قطعات داخلی خودرو مانند داشبورد و پانلهای در، و همچنین برای لوازم خانگی و بدنه دستگاههای دیجیتال استفاده میشود.
2 مثال از بافتدهی سطحی 5 محوره


ملاحظات هزینه و عملیاتی
دستگاههای لیزری ۵ محوره گرانقیمت هستند و هم طراحی الگو و هم عملیات ماشین نیاز به تکنسینهای ماهر دارد. پارامترهای فرآیند نادرست میتواند منجر به سطوح ناهموار یا علائم اتصال قابل مشاهده شود. این امر حکاکی لیزری ۵ محوره را نسبت به بسیاری از فرآیندهای دیگر گرانتر میسازد.
محدودیتهای عمق و الزامات سطح
این روش برای بافتهای بسیار عمیق مناسب نیست. عمقهای حکاکی معمولاً در محدوده 0.02–0.15 میلیمتر قرار دارند، در حالی که فراتر رفتن از 0.2 میلیمتر به طور قابل توجهی کارایی را کاهش داده و خطر عیوبی مانند ذوب مجدد، سیاهشدگی یا سطوح زبر را افزایش میدهد. همچنین سطح قالب باید قبل از حکاکی تا حد بالایی صیقل داده شود تا بهترین نتایج حاصل شود.
از نظر تئوری، در ترکیب با طراحی الگوی سهبعدی، حکاکی لیزری 5 محوره میتواند هر شکل بافت دلخواهی را با کنترل دقیق ابعاد ایجاد کند و در این زمینه از سایر روشها برتر است. با این حال، به دلیل هزینه بالای تجهیزات، هزینههای پردازش نیز قابل توجه است که گسترش کاربرد آن را محدود میکند.

جدول زیر مقایسهای سریع از ۸ روش پردازش مختلف ارائه میدهد.
| فرآیند | EDM | پولیش دستی | CNC الکترود + EDM | سندبلاست | شیمی-حکاکی | الکتروپلیتینگ | الکتروفورمینگ | حکاکی لیزری 5 محوره |
|---|---|---|---|---|---|---|---|---|
| قیمت | متوسط | کم به زیاد | متوسط | پایین | میانه | بالا | خیلی زیاد | خیلی زیاد |
| محبوبیت | بالا | بالا | بالا | متوسط | بالا | پایین | پایین | پایین |
استانداردها و هنجارهای رایج فعلی برای پرداخت سطح قالب تزریقی
در تولید پلاستیک و طراحی قالب، استانداردهای پرداخت سطح قالب حیاتی هستند. سه استاندارد پذیرفتهشده و پرکاربرد عبارتند از SPI (انجمن صنعت پلاستیک)، VDI 3400 (مخفف Verein Deutscher Ingenieure، به معنای انجمن مهندسی آلمان در انگلیسی) و MT (مولد-تک).
در حالی که بسیاری از کارخانهها پلیتهای بافت اختصاصی خود را دارند، این سه مورد در سطح جهانی شناخته شده هستند. SPI در ایالات متحده رایج است، VDI 3400 در اروپا، و تطبیقپذیری و انعطافپذیری MT باعث شده است که در سراسر جهان به طور گسترده مورد استفاده قرار گیرد.
استاندارد SPI
استاندارد SPI (انجمن صنعت پلاستیک) که توسط صنعت پلاستیک آمریکا تأسیس شده است، راهنمای پردازش سطح قالبهای تزریق پلاستیک است. این استاندارد بافتهای سطح قالب را به چهار دسته اصلی—A، B، C، D—تقسیم میکند که هر کدام به سه سطح دیگر تقسیم میشوند و در مجموع ۱۲ نوع پردازش سطح را تشکیل میدهند.
- کلاس A (A-1, A-2, A-3) نشاندهنده سطوح صیقلی برای براقیت بالا, مناسب برای محصولاتی که نیاز دارند صاف، آینهای ظواهر.
- کلاس B (B-1, B-2, B-3) شامل میشود برسخورده سطوح برای جلای متوسط و بافتهای ریز، ایدهآل برای محصولات جذاب بصری که نیاز به جلای بالا ندارند.
- کلاس C (C-1, C-2, C-3) است همچنین برسخورده اما زبرتر از کلاس B, ، برای محصولاتی که نیاز به زبری متوسط دارند، اغلب برای بهبود چنگزدن یا پنهان کردن عیوب ساخت.
- کلاس D (D-1, D-2, D-3)، که زبرترین است، معمولاً شامل سطوح بافتدار شنی, ، برای محصولاتی که نیاز به احساس لمسی بهبودیافته یا جلوههای بصری خاص دارند.
به طور کلی، استانداردهای SPI بیشتر بر درجه پولیش تمرکز دارند تا سبکهای الگو، و با کمک به تولیدکنندگان در انتخاب پرداختهای سطحی مناسب بر اساس نیازهای محصول، نقش حیاتی در تولید ایفا میکنند.

مروری بر استاندارد SPI برای پولیش
| SPI (جدید) | توضیحات | Ra در µm (DIN) | نظرات |
|---|---|---|---|
| A-1 | درجه باف الماس 3 | 0 – 0.025 | برای پرداختهای آینهای یا نوری. بیشترین زمانبری را دارد. گرید فولاد برای نتایج مهم است. |
| A-2 | درجه باف الماس 6 | 0.025 – 0.05 | |
| A-3 | درجه باف الماس 15 | 0.05 – 0.076 | |
| B-1 | کاغذ 600 گرید | 0.05 – 0.076 | تمام علائم ابزار و ماشینکاری را حذف میکند. جداسازی قالب خوبی فراهم میکند. پرداخت بازتابدهنده نور روی قطعه قالبگیریشده، با مقداری درخشندگی. |
| B-2 | کاغذ 400 گرید | 0.10 – 0.127 | |
| B-3 | کاغذ 320 گرید | 0.23 – 0.25 | |
| C-1 | سنگ 600 | 0.25 – 0.30 | تمام علائم ابزار و ماشینکاری را حذف میکند. جداسازی قالب خوبی فراهم میکند. پرداخت مات روی قطعه قالبگیریشده، بدون درخشندگی. |
| C-2 | سنگ 400 | 0.64 – 0.71 | |
| C-3 | سنگ 320 | 0.97 – 1.07 | |
| D-1 | سندبلاست خشک با مهره شیشهای 11، فاصله 200 در فشار 0.7 مگاپاسکال؛ 5 ثانیه | 0.25 – 0.30 | برای پرداختهای تزئینی. اغلب برای خنککاری ریختهگری تحت فشار و ترموست استفاده میشود. به پنهان کردن علائم انقباض و سایر نواقص کمک میکند. پرداخت مات و غیر بازتابنده بر روی قطعات قالبگیری شده یا ریختهگری شده. قطعه. |
| D-2 | سندبلاست خشک با اکسید 240، فاصله 125 در فشار 0.7 مگاپاسکال؛ 5 ثانیه | 0.66 – 0.81 | |
| D-3 | سندبلاست خشک با اکسید 240، فاصله 150 در فشار 0.7 مگاپاسکال؛ 5 ثانیه | 4.83 – 5.84 |
استاندارد VDI 3400
استاندارد VDI 3400 که توسط انجمن مهندسی آلمان (Verein Deutscher Ingenieure) تأسیس شده است، پردازش بافت سطوح قالب را تعریف میکند. این استاندارد شامل 46 درجه بافت مختلف است که از VDI 3400 #0 (بسیار ریز) تا #45 (بسیار درشت) متغیر است.
در عمل، رایجترین درجات مورد استفاده VDI 12، 15، 18، 21، 24، 27، 30، 33، 36، 39، 42 و 45 هستند. این 12 درجه بهطور گسترده در صنعت پلاستیک استفاده میشوند و نمونههای بافت پلاستیک متناظر عموماً آسانتر به دست میآیند.
توجه به این نکته مهم است که درجههای VDI شامل پرداخت آینهای نمیشوند. تمام درجههای VDI دارای بافت مات هستند. حتی VDI 0 دارای زبری Ra 0.10 μm است که هنوز هم به عنوان پرداخت آینهای واقعی در نظر گرفته نمیشود. پرداختهای آینهای معمولاً تحت استاندارد SPI A مشخص میشوند، که SPI A1 معمولاً زیر Ra 0.025 μm است.
بافتهای VDI 3400 عمدتاً با ماشینکاری تخلیه الکتریکی (EDM) مرتبط هستند که برای تولید بافتهای سطحی ریز و یکنواخت بسیار مناسب است. اگرچه سطوح VDI اغلب شبیه به پرداختهای بافت ماسهای به نظر میرسند، اما VDI 3400 اساساً یک استاندارد برای “پرداختهای بافت ماسهای” نیست. بهتر است به عنوان یک سیستم درجهبندی زبری درک شود.
با این حال، برای سطوح بزرگتر، برای جلوگیری از بافتهای ناهموار یا بیش از حد درشت، تکنیکهای تکمیلی مانند پولیش، اچینگ شیمیایی و سندبلاست به کار گرفته میشوند. این ترکیب روشها، VDI 3400 را به یک استاندارد عملی و همهکاره برای طیف گستردهای از الزامات و کاربردهای طراحی قالب تبدیل میکند.

جدول زیر رابطه بین درجات رایج SPI و زبری سطح مربوطه (در مقدار Ra) را نشان میدهد.
| درجه | 0 | 3 | 6 | 9 | 12 | 15 | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 | 42 | 45 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ra (µm) | 0.10 | 0.15 | 0.20 | 0.30 | 0.40 | 0.55 | 0.80 | 1.10 | 1.60 | 2.20 | 3.20 | 4.50 | 6.30 | 9.00 | 12.50 | 18.00 |
استاندارد MT
متفاوت از استانداردهای قبلاً ذکر شده، استاندارد MT (Mold-Tech) توسط یک شرکت توسعه و ترویج میشود، نه توسط یک انجمن صنعتی.
MT اغلب به عنوان داشتن کتابخانه جهانی بیش از 500,000 بافت توصیف میشود. این بافتها را میتوان به طور کلی در چند دسته گروهبندی کرد، از جمله هندسی، خطی، ارگانیک یا طبیعی، چرممانند و بافتهای تزئینی یا عملکردی.
در میان آنها، بیش از 500 بافت به صورت آنلاین قابل جستجو هستند. دسترسی به این کاتالوگ آنلاین رایگان است، اما کاربران ابتدا باید در وبسایت شرکت ثبتنام کنند تا بتوانند آن را مشاهده کنند. اگر بافت مناسبای در کاتالوگ عمومی یافت نشود، مشتریان معمولاً باید مستقیماً با تیم مهندسی Mold-Tech همکاری کنند تا کتابخانه جهانی گستردهتر را بررسی کنند. شرکت همچنین میتواند بافتهای سفارشی برای نیازهای طراحی خاص توسعه دهد.
همچنین شایان ذکر است که بسیاری از شرکتهای دیگر بافتدهی سطح قالب، کتابخانههای الگوی مشابهی ارائه میدهند. انتخابهای آنها اغلب بسیار کوچکتر از Mold-Tech است، اما قیمتهای آنها نیز ممکن است رقابتیتر باشد. در نهایت، بهترین انتخاب به نیازهای محصول، اهداف بصری و بودجه شما بستگی دارد.

رایجترین درجات MT
| درجه | عمق (اینچ) | حداقل زاویه شیب |
|---|---|---|
| MT 11000 | 0.0004 | 1.0° |
| MT 11010 | 0.0010 | 1.5° |
| MT 11020 | 0.0015 | 2.5° |
| MT 11030 | 0.0020 | 3.0° |
| MT 11040 | 0.0030 | 4.5° |
| MT 11050 | 0.0045 | 6.5° |
| MT 11060 | 0.0030 | 4.5° |
نمونههای بافت سطح قالب
برای درک بهتر و انتخاب بافت سطح قالب مناسب، تولیدکنندگان اغلب از نمونههای بافت سطح قالب به عنوان مرجع استفاده میکنند.
به طور کلی دو نوع نمونه وجود دارد: فلزی و پلاستیکی، که نمونههای پلاستیکی رایجتر هستند زیرا ظاهر نهایی روی قطعات پلاستیکی را مستقیماً منعکس میکنند.
استانداردهای رایج بافت شامل SPI، VDI 3400 و MT میشود و بسیاری از فروشندگان قالبهای نمونه متناظر را ارائه میدهند. اکثر فروشندگان نمونهها را در رنگها و مواد استاندارد، معمولاً ABS، ارائه میدهند.
با این حال، برخی فروشندگان میتوانند طیف وسیعتری از رنگها و مواد، مانند PP و ABS، ارائه دهند و حتی ممکن است نمونههای سفارشی بر اساس نیازهای خاص ایجاد کنند - اگرچه این معمولاً فقط برای پروژههای تخصصی ضروری است.

نتیجهگیری
برای اکثر کاربران، رایجترین انواع پرداخت سطح قالب شامل پرداخت صیقلی، بافت ماسهای و پرداخت قلمزنی است. بنابراین، هنگام انتخاب پردازشهای سطح قالب، کاربران معمولاً باید یکی از این سه نوع را انتخاب کنند و سطح زبری مورد نیاز را تعیین کنند.
از این منظر، کاربرد استانداردهای SPI و VDI نسبتاً ساده و کاربرپسند است، زیرا دستورالعملهای واضحی ارائه میدهند که به کاربران کمک میکند به راحتی نوع پرداخت سطحی و سطح زبری مناسب را انتخاب کنند.
اگر نیازهای شما خاصتر یا منحصر به فردتر است، باید راهحلهای ارائه شده توسط MT را انتخاب کنید، یا به دنبال کارخانههای قالب یا شرکتهای طراحی مرتبط باشید، زیرا آنها راهحلهای طراحی بافت سطح شخصیسازی شدهتری ارائه میدهند.
سوالات متداول
انتخاب به نوع بافت سطحی که برای محصول خود میخواهید بستگی دارد.
- آینهای یا براق بالا سطوح – معمولاً با استفاده از SPI A1–A3
- قلمخورده یا نیمصیقلی پرداختها – معمولاً SPI B1–B3 یا C1–C3
- مات یا بافتهای شنی – اغلب با استفاده از درجات VDI 3400, سریهای SPI D1–D3 یا MT110
- تزئینی یا سطوح الگودار – معمولاً توسط MT (Mold-Tech) یا سایر تولیدکنندگان بافتدهی سطح
هر استاندارد بر جنبهای متفاوت از پرداخت سطح قالب تمرکز دارد، بنابراین انتخاب به اثر بصری و الزامات عملکردی محصول بستگی دارد.
بله. اگر میخواهید در مورد بافت سطح محصول خود دقیقتر باشید، استفاده از نمونهها به شدت توصیه میشود.
صفحات نمونه بافت SPI و VDI 3400 که به صورت تجاری در دسترس هستند، به طور گسترده در صنعت استفاده میشوند. این نمونهها معمولاً دارای بافتهای رایجی هستند که روی پلاکهای پلاستیکی یا بلوکهای فلزی اعمال شدهاند و به طراحان و مهندسان امکان مقایسه بصری و لمس سطح را میدهند.
برخی کیتهای نمونه نیز در مواد و رنگهای مختلف موجود هستند که به شبیهسازی دقیقتر ظاهر نهایی قطعات قالبگیری شده کمک میکند.
پرداخت آینهای با کیفیت بالا معمولاً دارای زبری حدود Ra 0.025–0.05 میکرومتر است، در حالی که پرداختهای آینهای فوقالعاده ممکن است حتی صافتر باشند.
این پرداختها معمولاً با استفاده از درجات SPI A، به ویژه SPI A1، مشخص میشوند، نه درجات VDI.
نه دقیقاً.
سطوح VDI اغلب شبیه به پرداختهای بافتدار شنی به نظر میرسند، اما VDI 3400 به طور خاص یک استاندارد بافت شنی نیست. بهتر است به عنوان یک سیستم درجهبندی زبری سطح درک شود که معمولاً برای تعریف بافتهای مات تولید شده توسط فرآیندهایی مانند EDM استفاده میشود.
بافتهای سطح قالب را میتوان با استفاده از فرآیندهای مختلفی ایجاد کرد که عموماً در دو دسته: فناوریهای افزودنی و کاهنده گروهبندی میشوند.
دو فرآیند اصلی افزودنی عبارتند از:
- الکتروپلیتینگ
- الکتروفورمینگ
بیشتر روشهای دیگر بافتدهی قالب کاهنده هستند، به این معنی که سطح را با حذف یا تغییر شکل یک لایه نازک از ماده تغییر میدهند.
سندبلاست یک مورد خاص است: این روش ماده را به همان روش برش یا حکاکی حذف نمیکند، اما سطح قالب معمولاً باید پیش از آن سنگزنی و صیقل داده شود تا یک پرداخت یکنواختتری حاصل شود.
برای فرآیندهای بافتدهی کاهشی، بیشتر بافتها را میتوان تعمیر یا اصلاح کرد. با این حال، انجام این کار معمولاً یک لایه اضافی از ماده را حذف میکند که ممکن است ابعاد قالب را کمی کاهش دهد (که متعاقباً اندازه قطعه پلاستیکی را افزایش میدهد).
برای فرآیندهای افزایشی، تعمیر یا اصلاح بافت بسیار دشوارتر است و اغلب ممکن است غیرممکن باشد.
نه لزوماً. یک سطح بسیار صاف یا صیقلی آینهای گاهی میتواند جداسازی قالب را دشوارتر کند زیرا ممکن است بین قطعه و قالب اثر خلاء یا مکش ایجاد کند. این موضوع به ویژه برای سطوح بزرگ یا اشکال حفرهای عمیق صادق است.
در بسیاری از موارد، یک پرداخت بافتدار سبک مناسبتر است زیرا میتواند به بهبود جداسازی قالب کمک کند در حالی که همچنان ظاهر سطحی تمیز و کنترلشده را فراهم میکند.
دستیابی به یک پرداخت آینهای با کیفیت بالا نیازمند ماشینکاری بسیار دقیق قالب و آمادهسازی دقیق قبل از پولیش است.
سطح قالب باید قبل از فرآیند پولیش نهایی تا حد امکان صاف باشد. این میزان پولیش دستی مورد نیاز را کاهش میدهد. از آنجایی که پولیش دستی ممکن است به طور یکنواخت در کل سطح کنترل آن دشوار باشد، پولیش بیش از حد ممکن است سطوح میکرو ناهموار ایجاد کند.
این ناهمواریها میتوانند تصاویر منعکسشده روی سطح صیقلی را تحریف کنند و باعث شوند که پرداخت آینهای، کج یا ناهمگون به نظر برسد.
