
Índice
AlternarO que são acabamentos de superfície de moldagem por injeção
Os acabamentos de superfície de moldagem por injeção referem-se ao grau específico de rugosidade, texturas ou padrões criados na superfície de um molde, abrangendo não só a rugosidade da superfície, mas também vários padrões de design.
A rugosidade e textura da superfície são geralmente definidas por normas reconhecidas da indústria, como SPI, VDI 3400 e MT. Explicaremos estas normas com mais detalhe abaixo para ajudar a orientar a seleção do acabamento.
Em comparação com a rugosidade superficial padrão, os padrões de design oferecem uma gama mais ampla de efeitos visuais. Estes padrões podem replicar materiais naturais, como veios de madeira ou couro, ou criar designs geométricos abstratos. São amplamente utilizados em indústrias como a automóvel, eletrónica e produtos de consumo.
Ao selecionar o acabamento superficial do molde adequado, os fabricantes podem melhorar a aparência do produto, aumentar a usabilidade e ocultar pequenos defeitos superficiais causados durante a produção.
O papel dos acabamentos de superfície de moldagem por injeção
Em geral, os acabamentos superficiais na moldagem por injeção servem várias funções importantes:
- Melhorar a aparência do produto e aumentar o apelo do design;
- Aumentar a aderência e criar uma sensação tátil melhor;
- Melhorar a adesão de revestimentos, pinturas ou galvanizações;
- Ajudar a ocultar imperfeições superficiais do processo de fabrico;
- Melhorar a clareza e o desempenho ótico para peças transparentes.
Desta forma, a tecnologia de textura da superfície do molde torna-se parte integrante da conceção do produto, melhorando a funcionalidade, a estética e o desempenho, aumentando assim a competitividade do produto final no mercado.
Métodos de processamento para acabamento de superfícies em moldes de injeção
Os acabamentos da superfície do molde podem ser criados utilizando uma variedade de métodos de processamento, cada um com as suas caraterísticas únicas e aplicações adequadas. Apresentamos de seguida alguns métodos de processamento comuns:
EDM (Usinagem por Descarga Elétrica) - Textura Arenosa
A Usinagem por Descarga Elétrica (EDM) utiliza altas temperaturas geradas por faíscas elétricas para fundir e evaporar material. Este processo forma naturalmente uma textura semelhante a areia na superfície do molde, comumente referida como acabamento/textura EDM ou textura por erosão de faísca.
Textura e Controlo de Superfície
O aspeto das superfícies de EDM pode ser comparado com a norma VDI 3400 (que será apresentada mais abaixo). Ao ajustar parâmetros de descarga, como aumentar a corrente e a largura do pulso, podem ser alcançados diferentes níveis de rugosidade da superfície.
EDM vs. Jateamento
As texturas criadas por EDM são semelhantes ao jateamento de areia, mas oferecem várias vantagens, como melhor uniformidade e resultados mais duradouros. Isto torna o EDM uma escolha ideal para acabamentos de superfície mais consistentes e duráveis.
Importância de Especificar a Textura de Superfície por EDM
Se for necessária uma textura semelhante à areia, é essencial especificar a textura EDM desejada antes da produção do molde. Fazer isto garante que a textura seja incorporada diretamente durante a fabricação, poupando tempo e reduzindo custos. Além disso, as texturas de superfície por EDM são mais duráveis, mantendo a sua aparência ao longo do tempo.
Polimento Manual – Acabamento Liso / Espelhado / Escovado
O polimento manual envolve o uso de materiais e ferramentas abrasivas para alisar manualmente a superfície do molde. Este processo é particularmente eficaz para remover marcas de usinagem, arranhões leves e alcançar um nível desejado de suavidade.
Opções de Acabamento Brilhante e Escovado
Este método é especialmente adequado para moldes que requerem altos níveis de brilho, como aqueles que necessitam de superfícies altamente reflexivas. O aspeto da superfície pode ser referenciado com as normas SPI A1 a A3 para acabamentos de alto brilho.
O polimento manual também pode alcançar um acabamento escovado, que corresponde às normas SPI B e C.
Passos Iniciais e Acabamento Espelhado
O passo inicial envolve tipicamente o uso de uma pedra de amolar para remover marcas de usinagem. Segue-se o uso de lixas progressivamente mais finas para melhorar a suavidade da superfície.
Para obter um acabamento espelhado, utilizam-se rodas de lã combinadas com pasta de diamante. O polimento é um processo meticuloso que requer paciência e precisão significativas, frequentemente realizado em oficinas sem pó.
Função em Tratamentos de Superfície Adicionais
O polimento manual também serve como um passo fundamental para tratamentos adicionais da superfície do molde, como jateamento de areia, gravação química e a laser.
Para certos produtos plásticos de alta precisão, as amostras T0 requerem superfícies polidas para uma inspeção completa da qualidade da superfície. Só após este passo inicial de polimento são aplicadas texturas de superfície adicionais, enfatizando o papel crucial do polimento no processamento de moldes.


Eletrodo CNC + EDM – Padrões Grandes e Profundos
Na fabricação de moldes, os padrões na cavidade do molde são o inverso da peça plástica. Por exemplo, características salientes no plástico correspondem a características rebaixadas no molde. Este método envolve primeiro usinar um eletrodo (geralmente de cobre ou grafite) com um padrão que corresponda à peça plástica. O eletrodo é então utilizado em EDM para transferir o padrão inverso para o molde.
Obtenção de Pequenos Raios e Características Afiadas
Esta abordagem permite criar características salientes com raios muito pequenos ou pontas afiadas. Como as fresas são redondas, não é possível usinar diretamente características rebaixadas até um ângulo agudo, tornando este método combinado de CNC + EDM essencial para certas geometrias.
Vantagens e Aplicações
O CNC eletrodo + EDM é uma técnica tradicional e direta. É especialmente adequado para produzir texturas grandes ou profundas, como padrões decorativos ou logótipos. O método lida de forma confiável com características que exigem profundidade e tamanho além da capacidade da fresagem direta.
Limitações e Qualidade da Superfície
No entanto, este método não é eficaz para padrões muito finos ou intrincados. Padrões complexos requerem longos tempos de usinagem CNC, e a superfície do molde frequentemente retém marcas de usinagem que necessitam de polimento posterior. Como resultado, a superfície pode parecer ligeiramente rugosa e não consegue atingir acabamentos extremamente finos ou altamente texturizados.

Jateamento de Areia - Textura Semelhante a Areia
O jato de areia consiste em projetar partículas de areia a alta velocidade para impactar e tornar áspera a superfície do molde. Este método simples e rápido é especialmente adequado para tratar grandes áreas de um molde.
Materiais e Granulosidade
Para jateamento com areia, materiais como carboneto de silício e esferas de vidro são comumente utilizados. A sua grossura é medida em tamanhos de malha, normalmente variando de cerca de 10 a várias centenas, sendo 80 a 200 malhas as mais frequentemente escolhidas.
Textura e Uniformidade da Superfície
Embora o jateamento de areia possa ser aplicado a várias superfícies do molde, o fundo e os lados tendem a produzir efeitos de textura de areia diferentes, resultando num acabamento superficial irregular. Além disso, se o jateamento de areia for feito durante demasiado tempo, a superfície pode tornar-se brilhante.
Durabilidade das Superfícies Jateadas
As superfícies tratadas com jateamento de areia tendem a suavizar e perder a sua textura ao longo do tempo. Comparadas com texturas criadas por outros métodos, as superfícies jateadas têm uma vida útil mais curta e requerem reprocessamento regular para manter o efeito desejado.
Gravação Química – Textura de Areia, Textura de Couro, Padrões Geométricos
Visão Geral do Processo
O processo começa com o polimento da superfície do molde até um acabamento liso (Ra ≤ 0,4 µm). Após limpar a superfície para remover qualquer óleo, é aplicada uma camada de fotoresist.
De seguida, é colocada uma película sobre o molde, e é utilizada luz UV para exposição. As áreas expostas do fotoresist endurecem, enquanto as áreas não expostas podem ser dissolvidas e lavadas.
Uma vez removido o fotoresist indesejado, é aplicada uma solução ácida para gravar a superfície. Este processo cria os padrões desejados, como texturas ou desenhos geométricos.
Durabilidade e Comparação
A gravação química proporciona uma vida útil relativamente longa para a textura criada, semelhante às texturas produzidas por EDM. É significativamente mais durável do que as texturas de jateamento de areia.
Complexidade e Custo do Processo
No entanto, o processo de gravação química é mais complexo e ligeiramente mais dispendioso do que outros métodos. Também é possível retrabalhar a superfície gravada, mas cada retrabalho resulta numa perda de precisão dimensional.
Limitações de Precisão
Embora a gravação química ofereça boa durabilidade, carece da precisão da galvanoplastia e da gravação a laser. Isto torna-a inadequada para criar detalhes finos, como poros ou costuras na superfície.

Galvanoplastia - Superfície Brilhante do Molde
A galvanização envolve depositar uma fina camada metálica na superfície de um molde. Este processo aumenta a resistência ao desgaste, fornece proteção contra corrosão e adiciona um acabamento decorativo e brilhante.
Tipos Comuns de Galvanoplastia
Os métodos de galvanoplastia mais utilizados para moldes incluem niquelação, cromagem e titanação (revestimento a vácuo PVD). Estas técnicas permitem que a superfície do molde atinja acabamentos ultra-suaves, semelhantes a espelhos, com brilho muito elevado.
Vantagens da Galvanoplastia
A galvanização não só melhora a dureza superficial e a resistência ao desgaste, como também reduz a adesão dos produtos plásticos, minimizando a colagem durante a moldagem por injeção. Isto torna o molde mais fácil de libertar e prolonga a sua vida útil.
Limitações e Considerações
Apesar dos seus benefícios, as camadas galvanizadas são frágeis e podem descascar sob impacto significativo. Os revestimentos são finos e, embora resistentes ao desgaste, são difíceis de reparar; mesmo reparos menores podem ser ineficazes. Além disso, o espessamento da galvanização em cantos finos ou detalhes afiados pode obscurecer ou distorcer a geometria original. Estas limitações devem ser cuidadosamente consideradas antes de galvanizar um molde.

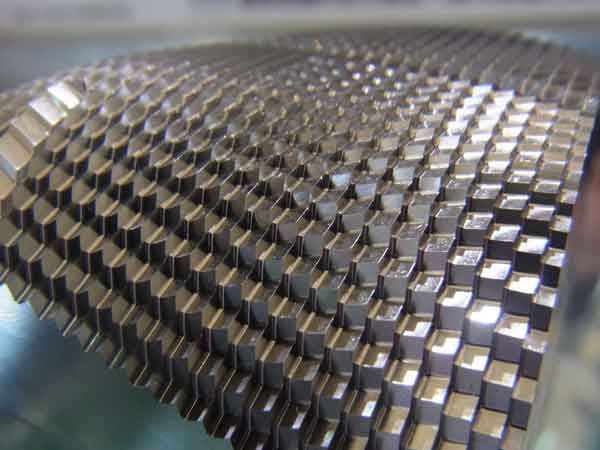
Eletroformação – Várias Texturas e Formas Geométricas Finas
A galvanoplastia é uma técnica que utiliza a deposição eletroquímica para criar formas geométricas precisas para moldes.
Ao contrário de outros processos de moldes que normalmente removem material, a eletroformação, como a galvanoplastia, na verdade acumula metal. Esta técnica é ideal para criar formas complexas com precisão ao nível do micrómetro e alta suavidade superficial, tornando-a adequada para componentes miniatura e dispositivos ópticos.
Visão Geral do Processo
O processo começa por criar um padrão extremamente fino num molde mestre, que pode ser feito de metal, resina, cera ou outros materiais.
O molde mestre é então colocado num banho de galvanoplastia, onde é aplicada uma corrente elétrica. Átomos de níquel ou cobre depositam-se gradualmente na superfície, camada por camada.
Uma vez atingida a espessura desejada, o molde mestre é removido, deixando para trás um padrão inverso em metal. A casca metálica é então cortada na forma necessária e embutida no molde para moldagem por injeção.
Vantagens e Precisão
A galvanoplastia oferece a vantagem de replicar perfeitamente a forma do molde mestre numa proporção de 1:1, permitindo a criação de superfícies com detalhes excecionais. Isto inclui detalhes finos como poros de couro, pequenos padrões e características de alta precisão como lentes de Fresnel.
Também permite a criação de texturas profundas, como as encontradas em espelhos refletores para veículos elétricos.
Limitações: Taxa de Deposição Lenta e Fragilidade Sob Pressão
No entanto, a taxa de deposição de metal durante a galvanoplastia é bastante lenta, tipicamente apenas 0,02–0,04 mm por hora. Para atingir uma espessura de 2–3 mm, pode levar vários dias. Este processo lento torna a galvanoplastia relativamente cara.
Além disso, a casca galvanoplástica resultante é tipicamente usada como uma inserção em moldes. Devido a limitações de espessura, não pode suportar pressão excessiva durante a moldagem por injeção, pois pode rachar sob tal tensão.
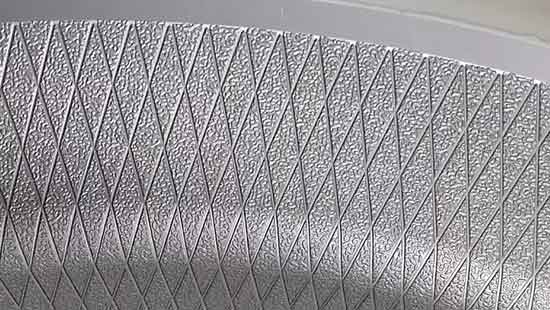
Gravação a Laser de 5 Eixos – Padronização de Alta Precisão em Superfícies de Moldes
A gravação a laser de 5 eixos utiliza equipamento laser de alta precisão para gravar padrões intrincados e detalhados diretamente nas superfícies dos moldes. Esta tecnologia é capaz de processamento tridimensional, tornando-a ideal para a fabricação de moldes de alta gama, delicados e complexos.
Gravação de Superfície 3D de Precisão
Ao controlar simultaneamente os eixos X, Y e Z da cabeça laser, o sistema pode gravar com precisão grandes áreas e superfícies curvas 3D complexas. Isto permite uma profundidade e precisão consistentes do padrão em todo o molde.
Vantagens em Relação a Outros Métodos
Uma vez que o laser grava diretamente a superfície metálica, não são necessárias inserções de gravação química ou eletroformadas. Isto evita os problemas de fragilidade das inserções eletroformadas e melhora a dissipação de calor. A gravação a laser de 5 eixos é comumente utilizada para componentes interiores automóveis, como painéis de instrumentos e painéis de portas, bem como para eletrodomésticos e invólucros de dispositivos digitais.
2 Exemplos de texturização de superfícies de 5 eixos


Considerações de Custo e Operacionais
As máquinas a laser de 5 eixos são dispendiosas, e tanto o desenho do padrão como a operação da máquina requerem técnicos qualificados. Parâmetros de processo incorretos podem resultar em superfícies irregulares ou marcas de junção visíveis. Isto torna a gravação a laser de 5 eixos mais cara do que muitos outros processos.
Limitações de Profundidade e Requisitos de Superfície
Este método não é adequado para texturas muito profundas. As profundidades típicas de gravação variam de 0,02–0,15 mm, enquanto exceder 0,2 mm reduz significativamente a eficiência e aumenta o risco de defeitos como refusão, escurecimento ou superfícies rugosas. A superfície do molde também deve ser polida a um alto grau de suavidade antes da gravação para obter os melhores resultados.
Teoricamente, em conjunto com o desenho de padrões 3D, a gravação a laser de 5 eixos pode criar qualquer forma de textura desejada com um controlo dimensional preciso, ultrapassando outros métodos neste aspeto. No entanto, devido ao elevado custo do equipamento, as taxas de processamento são também significativas, o que limita a sua adoção generalizada.

A tabela abaixo fornece uma comparação rápida de 8 métodos de processamento diferentes.
| Processo | EDM | Polimento manual | CNC Eletrodo + EDM | Jato de areia | Gravação Química | Galvanoplastia | Eletroformação | Gravação a laser de 5 eixos |
|---|---|---|---|---|---|---|---|---|
| Preço | Moderado | Baixo a alto | Médio | Baixa | Médio | Elevado | Muito elevado | Muito elevado |
| Popularidade | Elevado | Elevado | Elevado | Moderado | Elevado | Baixa | Baixa | Baixa |
Normas e padrões comuns actuais de acabamento de superfícies de moldes de injeção
No fabrico de plásticos e no design de moldes, as normas de acabamento da superfície do molde são vitais. Os três padrões mais aceitos e utilizados são SPI (Society of Plastics Industry), VDI 3400 (Standing for Verein Deutscher Ingenieure, que significa Associação Alemã de Engenharia em inglês) e MT (Mold-Tech).
Embora muitas fábricas tenham as suas próprias placas de textura, estas três são mundialmente reconhecidas. A SPI é predominante nos EUA, a VDI 3400 na Europa e a versatilidade e flexibilidade da MT fazem com que seja amplamente adoptada em todo o mundo.
A norma SPI
A norma SPI (Society of Plastics Industry), estabelecida pela indústria de plásticos americana, orienta o tratamento de superfície dos moldes de injeção de plástico. Classifica as texturas da superfície do molde em quatro classes principais - A, B, C, D - cada uma delas dividida em três níveis, perfazendo um total de 12 tipos de tratamentos de superfície.
- A Classe A (A-1, A-2, A-3) denota superfícies polidas para alto brilho, adequado para produtos que requerem liso, espelhado aparências.
- A Classe B (B-1, B-2, B-3) envolve escovado superfícies para brilho médio e texturas finas, ideais para produtos visualmente atraentes que não necessitam de alto brilho.
- A Classe C (C-1, C-2, C-3) é também escovado mas mais grosseiro que Classe B, utilizado para produtos que necessitam de rugosidade média, frequentemente para melhorar a aderência ou ocultar defeitos de fabrico.
- A Classe D (D-1, D-2, D-3), a mais rugosa, envolve tipicamente superfícies texturizadas com areia, para produtos que requerem uma sensação tátil melhorada ou efeitos visuais específicos.
De um modo geral, as normas SPI centram-se mais no grau de polimento do que nos estilos de padrão, desempenhando um papel crucial no fabrico ao ajudarem os fabricantes a selecionar tratamentos de superfície adequados com base nos requisitos do produto.

Visão geral da norma SPI para polimento
| SPI (novo) | Descrição | Ra em µm (DIN) | Comentários |
|---|---|---|---|
| A-1 | Diamante de grau 3 | 0 - 0.025 | Para acabamentos espelhados ou ópticos. Mais demorado. A qualidade do aço é importante para os resultados. |
| A-2 | Diamante de grau 6 | 0.025 - 0.05 | |
| A-3 | Lustre de diamante grau 15 | 0.05 - 0.076 | |
| B-1 | Papel de grão 600 | 0.05 - 0.076 | Remove todas as marcas de ferramentas e de maquinagem. Proporciona uma boa libertação do molde. Acabamento ligeiramente refletor na peça moldada, com algum brilho. |
| B-2 | Papel de grão 400 | 0.10 - 0.127 | |
| B-3 | Papel de grão 320 | 0.23 - 0.25 | |
| C-1 | 600 pedras | 0.25 - 0.30 | Remove todas as marcas de ferramentas e de maquinagem. Proporciona uma boa libertação do molde. Acabamento suave na peça moldada, sem brilho. |
| C-2 | 400 pedras | 0.64 - 0.71 | |
| C-3 | 320 pedras | 0.97 - 1.07 | |
| D-1 | Jato seco de esferas de vidro 11, 200 distância a 0,7 Mpa; 5 seg. | 0.25 - 0.30 | Para acabamentos decorativos. Frequentemente utilizado para o arrefecimento de moldes e termoendurecíveis. Ajuda a esconder marcas de retração e outras imperfeições. Acabamento opaco e não refletor em peças moldadas ou fundidas parte. |
| D-2 | Jato seco 240 óxido, 125 distância a 0,7 Mpa; 5 seg. | 0.66 - 0.81 | |
| D-3 | Jato de areia seco 240 óxido, 150 distância a 0,7 Mpa; 5 seg. | 4.83 - 5.84 |
A norma VDI 3400
A norma VDI 3400, estabelecida pela Associação Alemã de Engenharia (Verein Deutscher Ingenieure), define o processamento de texturas de superfícies de moldes. Abrange 46 graus de textura diferentes, desde VDI 3400 #0 (muito fino) até #45 (muito grosseiro).
Na prática, os graus mais utilizados são VDI 12, 15, 18, 21, 24, 27, 30, 33, 36, 39, 42 e 45. Estes 12 graus são amplamente utilizados na indústria de plásticos, e as amostras de textura de plástico correspondentes são geralmente mais fáceis de obter.
É importante notar que os graus VDI não incluem acabamentos espelhados. Todos os graus VDI têm texturas mate. Mesmo o VDI 0 tem uma rugosidade de Ra 0,10 μm, o que ainda não é considerado um verdadeiro acabamento espelhado. Os acabamentos espelhados são geralmente especificados sob a norma SPI A, com o SPI A1 normalmente abaixo de Ra 0,025 μm.
As texturas VDI 3400 estão principalmente associadas à eletroerosão (EDM), que é bem adequada para produzir texturas de superfície finas e consistentes. Embora as superfícies VDI frequentemente pareçam semelhantes a acabamentos com textura de areia, a VDI 3400 não é essencialmente uma norma para “acabamentos com textura de areia”. É melhor entendida como um sistema de classificação de rugosidade.
No entanto, para superfícies maiores, para evitar texturas irregulares ou excessivamente grosseiras, são empregadas técnicas complementares como polimento, gravação química e jateamento de areia. Esta combinação de métodos torna a VDI 3400 uma norma prática e versátil para uma ampla gama de requisitos e aplicações de design de moldes.

A tabela abaixo mostra a relação entre os graus comuns de SPI e a rugosidade superficial correspondente (em valor Ra).
| Grau | 0 | 3 | 6 | 9 | 12 | 15 | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 | 42 | 45 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ra (µm) | 0.10 | 0.15 | 0.20 | 0.30 | 0.40 | 0.55 | 0.80 | 1.10 | 1.60 | 2.20 | 3.20 | 4.50 | 6.30 | 9.00 | 12.50 | 18.00 |
A norma MT
Diferindo das normas mencionadas anteriormente, a norma MT (Mold-Tech) é desenvolvida e promovida por uma empresa, e não por uma associação da indústria.
A MT é frequentemente descrita como tendo uma biblioteca global de mais de 500.000 texturas. Estas texturas podem ser agrupadas em várias categorias, incluindo texturas geométricas, lineares, orgânicas ou naturais, semelhantes a couro e decorativas ou funcionais.
Entre elas, mais de 500 texturas são pesquisáveis publicamente online. O acesso a este catálogo online é gratuito, mas os utilizadores devem primeiro registar-se no site da empresa para o visualizar. Se não for encontrada uma textura adequada no catálogo público, os clientes geralmente precisam de trabalhar diretamente com a equipa de engenharia da Mold-Tech para explorar a biblioteca global mais ampla. A empresa também pode desenvolver texturas personalizadas para requisitos de design especiais.
Também vale a pena notar que muitas outras empresas de texturização de superfícies de moldes oferecem bibliotecas de padrões semelhantes. As suas seleções são frequentemente muito menores do que as da Mold-Tech, mas os seus preços também podem ser mais competitivos. No final, a melhor escolha depende dos requisitos do seu produto, dos objetivos visuais e do orçamento.

Graus mais comuns de MT
| Grau | Profundidade (pol.) | Ângulo de calado mínimo |
|---|---|---|
| MT 11000 | 0.0004 | 1.0° |
| MT 11010 | 0.0010 | 1.5° |
| MT 11020 | 0.0015 | 2.5° |
| MT 11030 | 0.0020 | 3.0° |
| MT 11040 | 0.0030 | 4.5° |
| MT 11050 | 0.0045 | 6.5° |
| MT 11060 | 0.0030 | 4.5° |
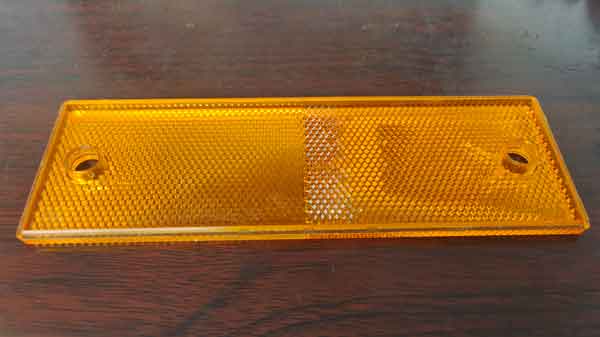
Amostras de Textura da Superfície do Molde
Para compreender e escolher melhor a textura superficial do molde, os fabricantes utilizam frequentemente amostras de textura superficial do molde como referência.
Existem geralmente dois tipos de amostras: metal e plástico, sendo o plástico mais comum porque reflete diretamente a aparência final nas peças plásticas.
Os padrões de textura comuns incluem SPI, VDI 3400 e MT, e muitos fornecedores oferecem modelos de amostra correspondentes. A maioria dos fornecedores fornece amostras em cores e materiais padrão, geralmente ABS.
No entanto, alguns fornecedores podem oferecer uma gama mais ampla de cores e materiais, como PP e ABS, e podem até criar amostras personalizadas com base em requisitos específicos — embora isto seja tipicamente necessário apenas para projetos especializados.

Conclusão
Para a maioria dos utilizadores, os tipos mais comuns de acabamentos da superfície do molde incluem acabamentos polidos, texturados com areia e escovados. Assim, ao selecionar os tratamentos da superfície do molde, os utilizadores precisam normalmente de escolher um destes três tipos e determinar o nível de rugosidade necessário.
Nesta perspetiva, a aplicação das normas SPI e VDI é relativamente simples e fácil de utilizar, uma vez que fornecem orientações claras que ajudam os utilizadores a escolher facilmente o tipo de acabamento de superfície e o nível de rugosidade adequados.
Se os seus requisitos forem mais específicos ou únicos, então deve optar pelas soluções fornecidas pela MT ou procurar fábricas de moldes ou empresas de design relevantes, uma vez que estas oferecerão soluções de design de textura de superfície mais personalizadas.
FAQ
A escolha depende do tipo de textura superficial que pretende para o seu produto.
- Espelho ou alto brilho superfícies – tipicamente especificadas utilizando SPI A1–A3
- Escovado ou semi-polido acabamentos – geralmente SPI B1–B3 ou C1–C3
- Fosco ou texturas tipo areia – frequentemente especificado usando Graus VDI 3400, Série SPI D1–D3 ou MT110
- Decorativo ou superfícies padronizadas – geralmente fornecido por MT (Mold-Tech) ou outros fabricantes de texturização de superfícies
Cada norma foca-se num aspeto diferente do acabamento superficial do molde, pelo que a seleção depende do efeito visual e dos requisitos funcionais do produto.
Sim. Se quiser ser mais preciso sobre a textura superficial do seu produto, é altamente recomendado o uso de amostras.
As placas de amostra de textura SPI e VDI 3400 disponíveis comercialmente são amplamente utilizadas na indústria. Estas amostras geralmente têm texturas comuns aplicadas em placas de plástico ou blocos metálicos, permitindo que designers e engenheiros comparem e sintam visualmente a superfície.
Alguns kits de amostras também estão disponíveis em diferentes materiais e cores, o que ajuda a simular com maior precisão a aparência final das peças moldadas.
Um acabamento de polimento espelhado elevado tem tipicamente uma rugosidade de cerca de Ra 0,025–0,05 μm, enquanto os acabamentos espelhados ultra-elevados podem ser ainda mais suaves.
Estes acabamentos são geralmente especificados usando graus SPI A, especialmente SPI A1, em vez de graus VDI.
Não exatamente.
As superfícies VDI frequentemente assemelham-se a acabamentos com textura de areia, mas a VDI 3400 não é especificamente um padrão de textura de areia. É melhor entendida como um sistema de classificação de rugosidade superficial, comumente usado para definir texturas mate produzidas por processos como EDM.
As texturas da superfície do molde podem ser criadas utilizando uma variedade de processos, que são geralmente agrupados em duas categorias: tecnologias aditivas e subtrativas.
Os dois principais processos aditivos são:
- Galvanoplastia
- Eletrodeposição
A maioria dos outros métodos de texturização de moldes são subtrativos, o que significa que modificam a superfície removendo ou remodelando uma fina camada de material.
O jateamento com areia é um caso especial: não remove material da mesma forma que o corte ou a gravação, mas a superfície do molde geralmente precisa ser retificada e polida previamente para obter um acabamento mais uniforme.
Para processos de texturização subtrativa, a maioria das texturas pode ser reparada ou modificada. No entanto, fazê-lo geralmente removerá uma camada adicional de material, o que pode reduzir ligeiramente as dimensões do molde (o que subsequentemente aumentará os tamanhos da peça de plástico).
Para processos aditivos, reparar ou modificar a textura é muito mais difícil e pode frequentemente ser impossível.
Não necessariamente. Uma superfície extremamente lisa ou polida como um espelho pode, por vezes, tornar a desmoldagem mais difícil porque pode criar um efeito de vácuo ou sucção entre a peça e o molde. Isto é especialmente verdadeiro para grandes áreas de superfície ou formas de cavidade profundas.
Em muitos casos, um acabamento com textura leve é mais adequado porque pode ajudar a melhorar a liberação do molde, ao mesmo tempo que proporciona uma aparência de superfície limpa e controlada.
Alcançar um acabamento espelhado de alta qualidade requer usinagem de molde muito precisa e preparação cuidadosa antes do polimento.
A superfície do molde deve ser o mais lisa possível antes do processo final de polimento. Isto reduz a quantidade de polimento manual necessário. Uma vez que o polimento manual pode ser difícil de controlar uniformemente em toda a superfície, o polimento excessivo pode criar micro-superfícies irregulares.
Estas irregularidades podem distorcer as imagens refletidas na superfície polida, fazendo com que o acabamento espelhado pareça deformado ou inconsistente.
