
Inhoudsopgave
SchakelWat zijn de oppervlakteafwerkingen van het spuitgieten?
Afwerking van spuitgietoppervlakken verwijst naar specifieke ruwheden, texturen ofpatronen die op het oppervlak van een matrijs worden gemaakt, en omvat niet alleen oppervlakteruwheid maar ook verschillende ontwerppatronen.
Oppervlakteruwheid en textuur worden meestal gedefinieerd door erkende industriestandaarden zoals SPI, VDI 3400 en MT. We zullen deze standaarden hieronder nader toelichten om de selectie van de afwerking te begeleiden.
Vergeleken met standaard oppervlakteruwheid bieden ontwerppatronen een breder scala aan visuele effecten. Deze patronen kunnen natuurlijke materialen zoals houtnerf of leer nabootsen, of abstracte geometrische ontwerpen creëren. Ze worden veel gebruikt in industrieën zoals automotive, elektronica en consumentenproducten.
Door de juiste matrijs-oppervlakteafwerking te selecteren, kunnen fabrikanten het productuiterlijk verbeteren, de bruikbaarheid verhogen en kleine oppervlaktedefecten die tijdens de productie ontstaan, verbergen.
De rol van oppervlakteafwerkingen bij het spuitgieten
Over het algemeen vervullen spuitgiet-oppervlakteafwerkingen verschillende belangrijke functies:
- Productuiterlijk verbeteren en de ontwerpaantrekkingskracht vergroten;
- Grip verhogen en een betere tactiele sensatie creëren;
- Hechting van coating, verf of galvanisering verbeteren;
- Helpen bij het verbergen van oppervlakteonvolkomenheden uit het productieproces;
- Helderheid en optische prestaties voor transparante onderdelen verbeteren。
Op deze manier wordt de technologie voor de textuur van matrijzenoppervlakken een integraal onderdeel van het productontwerp, waardoor de functionaliteit, esthetiek en prestaties verbeteren en het concurrentievermogen van het eindproduct op de markt toeneemt.
Verwerkingsmethoden voor oppervlakteafwerking in spuitgietmatrijzen
De oppervlakteafwerking van gietvormen kan worden gecreëerd met behulp van verschillende verwerkingsmethoden, elk met zijn unieke kenmerken en geschikte toepassingen. Hier zijn enkele veelgebruikte verwerkingsmethoden:
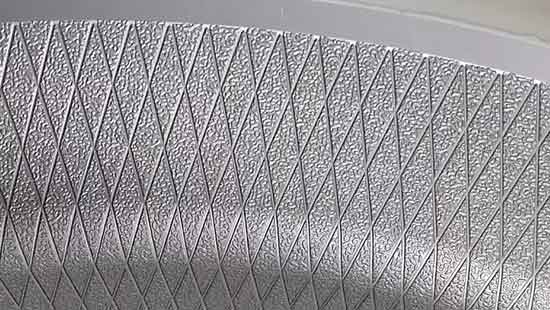
EDM (vonkerosie) - Zandachtige textuur
Electrical Discharge Machining (EDM) gebruikt hoge temperaturen gegenereerd door elektrische vonken om materiaal te smelten en te verdampen. Dit proces vormt van nature een zandachtige textuur op het matrijs-oppervlak, vaak aangeduid als EDM-afwerking/textuur of vonkerosietextuur.
Oppervlaktetextuur en -beheersing
Het uiterlijk van EDM-oppervlakken kan worden vergeleken met de VDI 3400-standaard (die verderop wordt geïntroduceerd). Door ontladingsparameters aan te passen, zoals het verhogen van de stroom en pulsbreedte, kunnen verschillende niveaus van oppervlakteruwheid worden bereikt.
EDM vs. Zandstralen
EDM-gecreëerde texturen zijn vergelijkbaar met zandstralen maar bieden verschillende voordelen, zoals een betere uniformiteit en langduriger resultaten. Dit maakt EDM een ideale keuze voor consistentere en duurzamere oppervlakteafwerkingen.
Belang van het Specificeren van EDM-Oppervlaktetextuur
Als een zandachtige textuur vereist is, is het essentieel om de gewenste EDM-textuur voorafgaand aan de matrijsproductie te specificeren. Dit zorgt ervoor dat de textuur direct tijdens de fabricage wordt geïntegreerd, wat tijd bespaart en kosten reduceert. Bovendien zijn EDM-oppervlaktetexturen duurzamer en behouden ze hun uiterlijk in de loop van de tijd.
Handmatig polijsten – Glad / Spiegelachtig / Geborstelde afwerking
Handmatig polijsten omvat het gebruik van schuurmaterialen en gereedschappen om het matrijs-oppervlak handmatig glad te maken. Dit proces is bijzonder effectief voor het verwijderen van bewerkingssporen, lichte krassen en het bereiken van een gewenst gladheidsniveau.
Opties voor hoogglans en geborstelde afwerking
Deze methode is vooral geschikt voor matrijzen die een hoog glansniveau vereisen, zoals die met sterk reflecterende oppervlakken. Het oppervlakte-uiterlijk kan worden vergeleken met de SPI A1 tot A3 standaarden voor hoogglans afwerkingen.
Handmatig polijsten kan ook een geborstelde afwerking bereiken, wat overeenkomt met de SPI B en C standaarden.
Eerste stappen en spiegelgladde afwerking
De eerste stap omvat typisch het gebruik van een slijpsteen om bewerkingssporen te verwijderen. Dit wordt gevolgd door steeds fijnere korrelgroottes van schuurpapier om de oppervlaktegladheid te verbeteren.
Om een spiegelachtige afwerking te bereiken, worden wolschijven gecombineerd met diamantpasta gebruikt. Polijsten is een nauwgezet proces dat aanzienlijk geduld en precisie vereist, vaak uitgevoerd in stofvrije werkplaatsen.
Rol in verdere oppervlaktebehandelingen
Handmatig polijsten dient ook als een fundamentele stap voor aanvullende matrijs-oppervlaktebehandelingen, zoals zandstralen, chemisch en laseretsen.
Voor bepaalde hoogprecisie kunststofproducten vereisen T0-monsters gepolijste oppervlakken voor grondige inspectie van de oppervlaktekwaliteit. Pas na deze initiële polijststap worden aanvullende oppervlaktetexturen aangebracht, wat de cruciale rol van polijsten in matrijsbewerking benadrukt.


CNC-elektrode + EDM – Grote en diepe patronen
Bij matrijzen maken zijn de patronen op de matrijs holte het omgekeerde van het kunststof onderdeel. Bijvoorbeeld: verhoogde kenmerken op het kunststof komen overeen met verzonken kenmerken in de matrijs. Deze methode omvat eerst het bewerken van een elektrode (meestal koper of grafiet) met een patroon dat overeenkomt met het kunststof onderdeel. De elektrode wordt vervolgens gebruikt in EDM om het omgekeerde patroon over te brengen op de matrijs.
Kleine Radii en Scherpe Kenmerken Bereiken
Deze aanpak maakt het mogelijk verhoogde kenmerken met zeer kleine stralen of scherpe punten te creëren. Omdat freesgereedschappen rond zijn, is het niet mogelijk verzonken kenmerken direct tot een scherpe hoek te bewerken, waardoor deze gecombineerde CNC + EDM-methode essentieel is voor bepaalde geometrieën.
Voordelen en Toepassingen
CNC-elektrode + EDM is een traditionele en eenvoudige techniek. Het is vooral geschikt voor het produceren van grote of diepe texturen, zoals decoratieve patronen of logo's. De methode verwerkt betrouwbaar kenmerken die diepte en grootte vereisen die verder gaan dan de mogelijkheid van direct frezen.
Beperkingen en Oppervlaktekwaliteit
Deze methode is echter niet effectief voor zeer fijne of ingewikkelde patronen. Complexe patronen vereisen lange CNC-bewerkingstijden, en het matrijsoppervlak behoudt vaak bewerkingssporen die nabehandeling vereisen. Als gevolg hiervan kan het oppervlak licht ruw aanvoelen en kunnen extreem fijne of sterk getextureerde afwerkingen niet worden bereikt.

Zandstralen - Zandachtige Textuur
Bij zandstralen worden zanddeeltjes met hoge snelheid op het oppervlak van de mal gebotst en opgeruwd. Deze eenvoudige en snelle methode is vooral geschikt voor het behandelen van grote oppervlakken op een mal.
Materialen en Korreligheid
Voor zandstralen worden materialen zoals siliciumcarbide en glaskralen vaak gebruikt. Hun grofheid wordt gemeten in maasgroottes, meestal variërend van ongeveer 10 tot enkele honderden, waarbij 80 tot 200 maas het meest gekozen wordt.
Oppervlaktetextuur en Uniformiteit
Hoewel zandstralen op verschillende oppervlakken van de matrijs kan worden toegepast, hebben de bodem en zijkanten de neiging verschillende zandtextuureffecten te produceren, wat resulteert in een ongelijkmatige oppervlakteafwerking. Bovendien kan het oppervlak glanzend worden als het zandstralen te lang wordt uitgevoerd.
Duurzaamheid van Gegestraalde Oppervlakken
Oppervlakken die met zandstralen zijn behandeld, hebben de neiging gladder te worden en hun textuur te verliezen na verloop van tijd. Vergeleken met texturen die door andere methoden zijn gecreëerd, hebben gezandstraalde oppervlakken een kortere levensduur en moeten ze regelmatig opnieuw worden bewerkt om het gewenste effect te behouden.
Chemisch etsen – Zandtextuur, Leertextuur, Geometrische patronen
Procesoverzicht
Het proces begint met het polijsten van het matrijs-oppervlak tot een gladde afwerking (Ra ≤ 0,4 µm). Na het reinigen van het oppervlak om olie te verwijderen, wordt een laag fotoresist aangebracht.
Vervolgens wordt een film over de matrijs geplaatst en wordt UV-licht gebruikt voor belichting. De belichte gebieden van de fotoresist harden uit, terwijl de onbelichte gebieden kunnen worden opgelost en weggewassen.
Zodra de ongewenste fotoresist is verwijderd, wordt een zure oplossing aangebracht om het oppervlak te etsen. Dit proces creëert de gewenste patronen, zoals texturen of geometrische ontwerpen.
Duurzaamheid en Vergelijking
Chemisch etsen biedt een relatief lange levensduur voor de gecreëerde textuur, vergelijkbaar met door EDM geproduceerde texturen. Het is aanzienlijk duurzamer dan gezandstraalde texturen.
Procescomplexiteit en Kosten
Het chemische etsproces is echter complexer en iets duurder dan andere methoden. Het is ook mogelijk om het geëtste oppervlak te bewerken, maar elke bewerking resulteert in enig verlies van dimensionale nauwkeurigheid.
Precisiebeperkingen
Hoewel chemisch etsen goede duurzaamheid biedt, mist het de precisie van elektrovormen en lasergraveren. Dit maakt het ongeschikt voor het creëren van fijne details zoals poriën of stiksels op het oppervlak.

Galvaniseren - Helder Matrijs Oppervlak
Galvaniseren omvat het aanbrengen van een dunne metaallaag op het oppervlak van een matrijs. Dit proces verbetert de slijtvastheid, biedt corrosiebescherming en voegt een decoratieve, glanzende afwerking toe.
Veelvoorkomende Galvaniseertypes
De meest gebruikte galvanisatiemethoden voor mallen zijn vernikkeling, verchroming en titaniumcoating (PVD-vacuümcoating). Deze technieken stellen het mallopperlak in staat om ultra-gladde, spiegelachtige afwerkingen met zeer hoge glans te bereiken.
Voordelen van Galvaniseren
Galvaniseren verbetert niet alleen de oppervlaktehardheid en slijtvastheid, maar vermindert ook de hechting van kunststofproducten, waardoor plakken tijdens spuitgieten wordt geminimaliseerd. Dit maakt de matrijs gemakkelijker te verwijderen en verlengt de levensduur.
Beperkingen en Overwegingen
Ondanks de voordelen zijn galvanische lagen bros en kunnen ze loslaten bij aanzienlijke impact. De coatings zijn dun en hoewel slijtvast, zijn ze moeilijk te repareren; zelfs kleine reparaties kunnen ondoeltreffend zijn. Bovendien kan het verdikken van de galvanisering op fijne hoeken of scherpe details de oorspronkelijke geometrie vervagen of vervormen. Deze beperkingen moeten zorgvuldig worden overwogen voordat een matrijs wordt gegalvaniseerd.

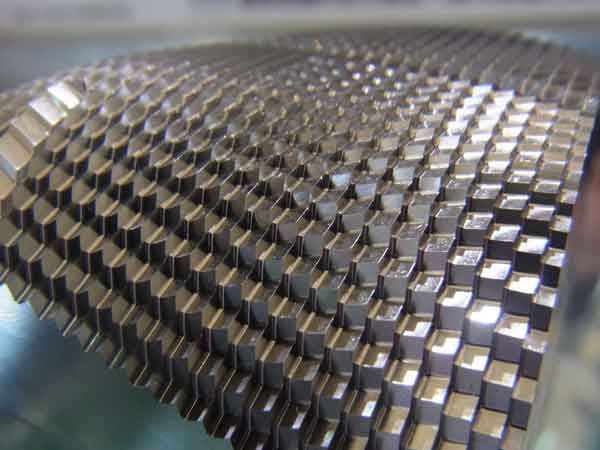
Electroforming – Diverse texturen en fijne geometrische vormen
Electroforming is een techniek die elektrochemische depositie gebruikt om precieze geometrische vormen voor matrijzen te creëren.
In tegenstelling tot andere mallenprocessen die doorgaans materiaal verwijderen, bouwt elektrovorming, net als galvanisatie, daadwerkelijk metaal op. Deze techniek is ideaal voor het creëren van complexe vormen met micron-nauwkeurigheid en hoge oppervlaktegladheid, waardoor het geschikt is voor miniatuurcomponenten en optische apparaten.
Procesoverzicht
Het proces begint met het aanbrengen van een extreem fijn patroon op een hoofdvorm, die kan worden gemaakt van metaal, hars, was of andere materialen.
De hoofdvorm wordt vervolgens in een galvaniseerbad geplaatst, waar een elektrische stroom wordt toegepast. Nikkel- of koperatomen zetten zich geleidelijk laag voor laag af op het oppervlak.
Zodra de gewenste dikte is bereikt, wordt de hoofdvorm verwijderd, waardoor een omgekeerd patroon in metaal achterblijft. De metalen schaal wordt vervolgens in de vereiste vorm gesneden en in de matrijs ingebed voor spuitgieten.
Voordelen en Precisie
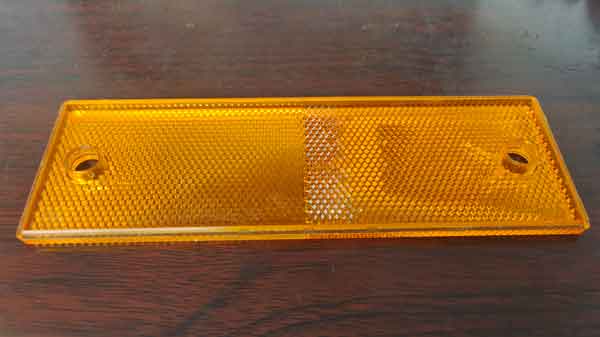
Electroforming biedt het voordeel van het perfect repliceren van de vorm van de hoofdvorm in een 1:1-verhouding, waardoor oppervlakken met uitzonderlijk detail kunnen worden gecreëerd. Dit omvat fijne details zoals leerporiën, kleine patronen en hoogprecisiekenmerken zoals Fresnel-lenzen.
Het maakt ook de creatie van diepe texturen mogelijk, zoals die op reflecterende spiegels voor elektrische voertuigen.
Beperkingen: Trage Depositie Snelheid en Breekbaarheid Onder Druk
De metaaldepositie snelheid tijdens electroforming is echter vrij traag, doorgaans slechts 0,02–0,04 mm per uur. Om een dikte van 2–3 mm te bereiken, kan dit meerdere dagen duren. Dit trage proces maakt electroforming relatief duur.
Bovendien wordt de resulterende electroformed schaal doorgaans gebruikt als inzetstuk in matrijzen. Vanwege diktebeperkingen kan het geen overmatige druk weerstaan tijdens spuitgieten, omdat het onder dergelijke spanning kan barsten.
5-Assige Lasergravering – Hoognauwkeurig Patroneren op Matrijs-Oppervlakken
5-assige lasergravering maakt gebruik van hoogwaardige laserapparatuur om gedetailleerde patronen direct in matrijs-oppervlakken te etsen. Deze technologie is geschikt voor driedimensionale bewerking, wat het ideaal maakt voor de fabricage van hoogwaardige, delicate en complexe matrijzen.
Precisie 3D-oppervlakgravure
Door de X-, Y- en Z-assen van de laserkop gelijktijdig te besturen, kan het systeem grote oppervlakken en complexe 3D-gekromde oppervlakken nauwkeurig graveren. Dit zorgt voor een consistente patroondiepte en nauwkeurigheid over de gehele matrijs.
Voordelen ten opzichte van andere methoden
Omdat de laser direct in het metaaloppervlak graveert, zijn chemisch etsen of elektrogevormde inzetstukken niet nodig. Dit vermijdt de kwetsbaarheidsproblemen van elektrogevormde inzetstukken en verbetert de warmteafvoer. 5-assige lasergravering wordt vaak gebruikt voor auto-interieurcomponenten, zoals dashboards en deurpanelen, evenals voor huishoudelijke apparaten en behuizingen van digitale apparaten.
2 Voorbeelden van 5-assige oppervlaktestructurering


Kosten- en operationele overwegingen
5-assige lasermachines zijn duur, en zowel patroonontwerp als machinebediening vereisen geschoolde technici. Onjuiste procesparameters kunnen leiden tot ongelijke oppervlakken of zichtbare voegmarkeringen. Dit maakt 5-assige lasergravering duurder dan veel andere processen.
Dieptelimieten en Oppervlaktevereisten
Deze methode is niet geschikt voor zeer diepe texturen. Typische graveerdieptes variëren van 0,02–0,15 mm, terwijl het overschrijden van 0,2 mm de efficiëntie aanzienlijk vermindert en het risico op defecten zoals hersmelten, zwart worden of ruwe oppervlakken verhoogt. Het matrijs-oppervlak moet ook voor het graveren tot een hoge mate van gladheid worden gepolijst om de beste resultaten te bereiken.
In theorie kan 5-assig lasergraveren, in combinatie met 3D patroonontwerp, elke gewenste textuurvorm creëren met nauwkeurige dimensionale controle, wat andere methoden in dit opzicht overtreft. Door de hoge kosten van de apparatuur zijn de bewerkingskosten echter ook aanzienlijk, wat de wijdverspreide toepassing beperkt.

De onderstaande tabel geeft een snelle vergelijking van 8 verschillende verwerkingsmethoden.
| Proces | EDM | Handmatig polijsten | CNC Electrode + EDM | Zandstralen | Chemisch Etsen | Galvanisch verzinken | Elektrovormen | 5-assig lasergraveren |
|---|---|---|---|---|---|---|---|---|
| Prijs | Matig | Laag naar hoog | Medium | Laag | Midium | Hoog | Zeer hoog | Zeer hoog |
| Populariteit | Hoog | Hoog | Hoog | Matig | Hoog | Laag | Laag | Laag |
Huidige standaarden en normen voor de oppervlakteafwerking van spuitgietmatrijzen
In de kunststofproductie en het matrijsontwerp zijn de normen voor de oppervlakteafwerking van matrijzen van vitaal belang. De drie meest geaccepteerde en gebruikte standaarden zijn SPI (Society of Plastics Industry), VDI 3400 (staat voor Verein Deutscher Ingenieure, wat in het Engels de Duitse ingenieursvereniging betekent) en MT (Mold-Tech).
Hoewel veel fabrieken hun eigen textuurplaten hebben, worden deze drie wereldwijd erkend. SPI is wijdverspreid in de VS, VDI 3400 in Europa en de veelzijdigheid en flexibiliteit van MT zorgen ervoor dat het wereldwijd wordt gebruikt.
De SPI-standaard
De SPI (Society of Plastics Industry) standaard, opgesteld door de Amerikaanse kunststofindustrie, begeleidt de oppervlaktebehandeling van kunststof spuitgietmatrijzen. Het categoriseert oppervlaktestructuren van matrijzen in vier hoofdklassen - A, B, C, D - elk verder onderverdeeld in drie niveaus, waardoor er in totaal 12 soorten oppervlaktebehandelingen zijn.
- Klasse A (A-1, A-2, A-3) duidt op gepolijste oppervlakken voor hoogglans, geschikt voor producten die vereisen glad, spiegelend uitstralingen.
- Klasse B (B-1, B-2, B-3) omvat geborsteld oppervlakken voor medium glans en fijne texturen, ideaal voor visueel aantrekkelijke producten die geen hoge glans nodig hebben.
- Klasse C (C-1, C-2, C-3) is ook geborsteld maar grover dan Klasse B, gebruikt voor producten die medium ruwheid nodig hebben, vaak om de grip te verbeteren of fabricagefouten te verbergen.
- Klasse D (D-1, D-2, D-3), de ruwste, omvat doorgaans zandtextuur oppervlakken, voor producten die een verbeterd tactiel gevoel of specifieke visuele effecten vereisen.
Over het algemeen richten SPI standaarden zich meer op de graad van polijsten dan op patroonstijlen en spelen een cruciale rol in de productie door fabrikanten te helpen bij het selecteren van geschikte oppervlaktebehandelingen op basis van productvereisten.

Overzicht van SPI-standaard voor polijsten
| SPI (nieuw) | Beschrijving | Ra in µm (DIN) | Reacties |
|---|---|---|---|
| A-1 | Diamantbuffer graad 3 | 0 - 0.025 | Voor spiegel- of optische afwerkingen. Kost de meeste tijd. Staalsoort belangrijk voor resultaat. |
| A-2 | Diamantbuffer graad 6 | 0.025 - 0.05 | |
| A-3 | Diamant polijstgraad 15 | 0.05 - 0.076 | |
| B-1 | 600 korrel papier | 0.05 - 0.076 | Verwijdert alle gereedschaps- en bewerkingssporen. Laat de mal goed los. Licht reflecterende afwerking op gegoten onderdelen, enige glans. |
| B-2 | 400 korrel papier | 0.10 - 0.127 | |
| B-3 | 320 korrel papier | 0.23 - 0.25 | |
| C-1 | 600 steen | 0.25 - 0.30 | Verwijdert alle gereedschaps- en bewerkingssporen. Laat de mal goed los. Stille afwerking op gegoten onderdelen, geen glans. |
| C-2 | 400 steen | 0.64 - 0.71 | |
| C-3 | 320 steen | 0.97 - 1.07 | |
| D-1 | Droogstralen glasparel 11, 200 afstand bij 0,7 Mpa; 5 sec | 0.25 - 0.30 | Voor decoratieve afwerkingen. Vaak gebruikt voor spuitgietwerk en thermohardende koeling. Helpt krimpsporen en andere onvolkomenheden te verbergen. Matte, niet-reflecterende afwerking op gegoten of gegoten producten. deel. |
| D-2 | Droogstralen 240 oxide, 125 afstand bij 0,7 Mpa; 5 sec. | 0.66 - 0.81 | |
| D-3 | Droogstralen 240 oxide, 150 afstand bij 0,7 Mpa; 5 sec. | 4.83 - 5.84 |
De VDI 3400-standaard
De VDI 3400-norm, vastgesteld door de Duitse Ingenieursvereniging (Verein Deutscher Ingenieure), definieert de textuurverwerking van matrijsvlakken. Het omvat 46 verschillende textuurklassen, variërend van VDI 3400 #0 (zeer fijn) tot #45 (zeer grof).
In de praktijk zijn de meest gebruikte klassen VDI 12, 15, 18, 21, 24, 27, 30, 33, 36, 39, 42 en 45. Deze 12 klassen worden veel gebruikt in de kunststofindustrie, en bijbehorende kunststof textuurmonsters zijn over het algemeen gemakkelijker te verkrijgen.
Het is belangrijk op te merken dat VDI-graden geen spiegelglansafwerkingen omvatten. Alle VDI-graden hebben een matte textuur. Zelfs VDI 0 heeft een ruwheid van Ra 0,10 μm, wat nog steeds niet als een echte spiegelglans wordt beschouwd. Spiegelglansafwerkingen worden meestal gespecificeerd onder de SPI A-norm, waarbij SPI A1 doorgaans onder Ra 0,025 μm ligt.
VDI 3400-texturen worden voornamelijk geassocieerd met vonkerosie (EDM), wat goed geschikt is voor het produceren van fijne en consistente oppervlaktetexturen. Hoewel VDI-oppervlakken vaak lijken op zandtextuurafwerkingen, is VDI 3400 in essentie geen norm voor “zandtextuurafwerkingen”. Het kan beter worden begrepen als een ruwheidsclassificatiesysteem.
Voor grotere oppervlakken worden echter, om ongelijkmatige of overdreven ruwe texturen te voorkomen, aanvullende technieken zoals polijsten, chemisch etsen en zandstralen toegepast. Deze combinatie van methoden maakt VDI 3400 tot een praktische en veelzijdige norm voor een breed scala aan matrijsontwerpvereisten en toepassingen.

De onderstaande tabel toont het verband tussen veelvoorkomende SPI-kwaliteiten en de bijbehorende oppervlakteruwheid (in Ra-waarde).
| Rang | 0 | 3 | 6 | 9 | 12 | 15 | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 | 42 | 45 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ra (µm) | 0.10 | 0.15 | 0.20 | 0.30 | 0.40 | 0.55 | 0.80 | 1.10 | 1.60 | 2.20 | 3.20 | 4.50 | 6.30 | 9.00 | 12.50 | 18.00 |
De MT-standaard
Anders dan de eerder genoemde normen, wordt de MT (Mold-Tech)-norm ontwikkeld en gepromoot door een bedrijf, in plaats van een branchevereniging.
MT wordt vaak omschreven als een wereldwijde bibliotheek met meer dan 500.000 texturen. Deze texturen kunnen grofweg worden ingedeeld in verschillende categorieën, waaronder geometrische, lineaire, organische of natuurlijke, leerachtige en decoratieve of functionele texturen.
Hiervan zijn meer dan 500 texturen online openbaar doorzoekbaar. Toegang tot deze online catalogus is gratis, maar gebruikers moeten zich eerst registreren op de website van het bedrijf om deze te kunnen bekijken. Als er geen geschikte textuur kan worden gevonden in de openbare catalogus, moeten klanten meestal rechtstreeks samenwerken met het engineeringteam van Mold-Tech om de bredere wereldwijde bibliotheek te verkennen. Het bedrijf kan ook maatwerktexturen ontwikkelen voor speciale ontwerpvereisten.
Het is ook vermeldenswaard dat veel andere bedrijven voor matrijs-oppervlaktetexturering vergelijkbare patroonbibliotheken aanbieden. Hun selecties zijn vaak veel kleiner dan die van Mold-Tech, maar hun prijzen kunnen ook concurrerender zijn. Uiteindelijk hangt de beste keuze af van uw productvereisten, visuele doelen en budget.

Meest voorkomende MT-cijfers
| Rang | Diepte (in.) | Minimale ontwerphoek |
|---|---|---|
| MT 11000 | 0.0004 | 1.0° |
| MT 11010 | 0.0010 | 1.5° |
| MT 11020 | 0.0015 | 2.5° |
| MT 11030 | 0.0020 | 3.0° |
| MT 11040 | 0.0030 | 4.5° |
| MT 11050 | 0.0045 | 6.5° |
| MT 11060 | 0.0030 | 4.5° |
Voorbeelden van Matrijs Oppervlaktetextuur
Om de juiste matrijs-oppervlaktetextuur beter te begrijpen en te kiezen, gebruiken fabrikanten vaak matrijs-oppervlaktetextuurmonsters als referentie.
Er zijn over het algemeen twee soorten monsters: metaal en kunststof, waarbij kunststof gebruikelijker is omdat het direct het uiteindelijke uiterlijk op kunststof onderdelen weerspiegelt.
Veelvoorkomende textuurstandaarden zijn SPI, VDI 3400 en MT, en veel leveranciers bieden bijbehorende monstertemplates aan. De meeste leveranciers leveren monsters in standaardkleuren en -materialen, meestal ABS.
Sommige leveranciers kunnen echter een breder scala aan kleuren en materialen aanbieden, zoals PP en ABS, en kunnen zelfs aangepaste monsters maken op basis van specifieke vereisten—hoewel dit meestal alleen nodig is voor gespecialiseerde projecten.

Conclusie
Voor de meeste gebruikers zijn de meest voorkomende afwerkingen voor matrijsoppervlakken: gepolijst, met zandstructuur en geborsteld. Bij het kiezen van oppervlaktebehandelingen voor matrijzen moeten gebruikers dus meestal een van deze drie types kiezen en het gewenste ruwheidsniveau bepalen.
Vanuit dit perspectief is de toepassing van de SPI en VDI normen relatief eenvoudig en gebruiksvriendelijk, omdat ze duidelijke richtlijnen geven die gebruikers helpen om eenvoudig het juiste type oppervlakteafwerking en ruwheidsniveau te kiezen.
Als je eisen specifieker of unieker zijn, kies dan voor de oplossingen van MT of ga op zoek naar relevante matrijsfabrieken of ontwerpbureaus, want zij bieden meer gepersonaliseerde ontwerpoplossingen voor oppervlaktestructuren.
FAQ
De keuze hangt af van het type oppervlaktetextuur dat u voor uw product wilt.
- Spiegelend of hoogglans oppervlakken – doorgaans gespecificeerd met SPI A1–A3
- Geborsteld of halfgepolijst afwerkingen – meestal SPI B1–B3 of C1–C3
- Mat of zandachtige texturen – vaak gespecificeerd met VDI 3400 kwaliteiten, SPI D1–D3 of MT110-serie
- Decoratief of gepatroneerde oppervlakken – meestal geleverd door MT (Mold-Tech) of andere fabrikanten van oppervlaktetexturering
Elke norm richt zich op een ander aspect van matrijs-oppervlakteafwerking, dus de selectie hangt af van het visuele effect en de functionele eisen van het product.
Ja. Als u preciezer wilt zijn over de oppervlaktetextuur van uw product, wordt het gebruik van monsters ten zeerste aanbevolen.
Commercieel verkrijgbare SPI- en VDI 3400-textuurmonsterplaten worden veel gebruikt in de industrie. Deze monsters hebben meestal gangbare texturen aangebracht op kunststofplaquettes of metalen blokken, waardoor ontwerpers en ingenieurs het oppervlak visueel kunnen vergelijken en voelen.
Sommige monsterversies zijn ook verkrijgbaar in verschillende materialen en kleuren, wat helpt om het uiteindelijke uiterlijk van gespoten onderdelen nauwkeuriger te simuleren.
Een hoogglans gepolijste afwerking heeft doorgaans een ruwheid van ongeveer Ra 0,025–0,05 μm, terwijl ultrahoogglans afwerkingen nog gladder kunnen zijn.
Deze afwerkingen worden meestal gespecificeerd met SPI A-graden, met name SPI A1, in plaats van VDI-graden.
Niet precies.
VDI-oppervlakken zien er vaak vergelijkbaar uit met zandgestructureerde afwerkingen, maar VDI 3400 is niet specifiek een zandtextuurnorm. Het kan beter worden begrepen als een oppervlakteruwheidsclassificatiesysteem, dat vaak wordt gebruikt om matte texturen te definiëren die worden geproduceerd door processen zoals EDM.
Matrijs-oppervlaktetexturen kunnen worden gecreëerd met behulp van verschillende processen, die over het algemeen worden onderverdeeld in twee categorieën: additieve en subtractieve technologieën.
De twee belangrijkste additieve processen zijn:
- Galvanisch verzinken
- Elektrovormen
De meeste andere methoden voor matrijstexturering zijn subtractief, wat betekent dat ze het oppervlak wijzigen door een dunne laag materiaal te verwijderen of te hervormen.
Zandstralen is een speciaal geval: het verwijdert materiaal niet op dezelfde manier als snijden of etsen, maar het matrijsoppervlak moet meestal vooraf worden geslepen en gepolijst om een gelijkmatiger afwerking te bereiken.
Voor subtractieve textureringsprocessen kunnen de meeste texturen worden gerepareerd of aangepast. Dit zal echter meestal een extra laag materiaal verwijderen, wat de matrijsafmetingen enigszins kan verkleinen (wat vervolgens de afmetingen van het kunststofonderdeel zal vergroten).
Voor additieve processen is het repareren of aanpassen van de textuur veel moeilijker en vaak onmogelijk.
Niet noodzakelijkerwijs. Een extreem glad of spiegelglad gepolijst oppervlak kan het demouleren soms moeilijker maken omdat het een vacuüm- of zuigeffect tussen het onderdeel en de mal kan creëren. Dit geldt vooral voor grote oppervlakken of diepe holtevormen.
In veel gevallen is een licht getextureerde afwerking geschikter omdat het kan helpen bij het verbeteren van de malvrijgave, terwijl het nog steeds een schoon en gecontroleerd oppervlaktoonbeeld biedt.
Het bereiken van een hoogwaardige spiegelglansafwerking vereist zeer nauwkeurige matrijsbewerking en zorgvuldige voorbereiding voor het polijsten.
Het matrijsoppervlak moet zo glad mogelijk zijn vóór het laatste polijstproces. Dit vermindert de hoeveelheid handmatig polijsten die nodig is. Aangezien handmatig polijsten moeilijk gelijkmatig over het gehele oppervlak te controleren is, kan overmatig polijsten ongelijke micro-oppervlakken creëren.
Deze onregelmatigheden kunnen gereflecteerde beelden op het gepolijste oppervlak vervormen, waardoor de spiegelafwerking vervormd of ongelijkmatig lijkt.
