
Indice dei contenuti
ToggleChe cosa sono le finiture di superficie dello stampaggio a iniezione?
Le finiture superficiali dello stampaggio a iniezione si riferiscono a specifici gradi di ruvidità, texture o modelli creati sulla superficie di uno stampo, comprendendo non solo la rugosità della superficie ma anche vari modelli di design.
La rugosità e la trama superficiale sono solitamente definite da standard industriali riconosciuti come SPI, VDI 3400 e MT. Spiegheremo questi standard più in dettaglio di seguito per aiutare a guidare la selezione della finitura.
Rispetto alla rugosità superficiale standard, i motivi di progettazione offrono una gamma più ampia di effetti visivi. Questi motivi possono replicare materiali naturali come la venatura del legno o la pelle, o creare disegni geometrici astratti. Sono ampiamente utilizzati in settori come l'automotive, l'elettronica e i prodotti di consumo.
Selezionando la finitura superficiale dello stampo appropriata, i produttori possono migliorare l'aspetto del prodotto, aumentarne l'usabilità e nascondere piccoli difetti superficiali causati durante la produzione.
Il ruolo delle finiture superficiali dello stampaggio a iniezione
In generale, le finiture superficiali per lo stampaggio a iniezione svolgono diverse importanti funzioni:
- Migliorare l'aspetto del prodotto e aumentare l'appeal del design;
- Aumentare la presa e creare una migliore sensazione tattile;
- Migliorare l'adesione di rivestimenti, verniciature o placcature;
- Aiutare a nascondere le imperfezioni superficiali derivanti dal processo di produzione;
- Migliorare la chiarezza e le prestazioni ottiche per le parti trasparenti.
In questo modo, la tecnologia della struttura superficiale dello stampo diventa parte integrante della progettazione del prodotto, migliorandone la funzionalità, l'estetica e le prestazioni e aumentando così la competitività sul mercato del prodotto finale.
Metodi di lavorazione per la finitura superficiale degli stampi a iniezione
Le finiture superficiali degli stampi possono essere realizzate con diversi metodi di lavorazione, ciascuno con caratteristiche uniche e applicazioni adeguate. Ecco alcuni metodi di lavorazione comuni:
EDM (Lavorazione a scarica elettrica) - Tessitura sabbiosa
La lavorazione a scarica elettrica (EDM) utilizza le alte temperature generate da scintille elettriche per fondere ed evaporare il materiale. Questo processo forma naturalmente una texture simile alla sabbia sulla superficie dello stampo, comunemente indicata come finitura/texture EDM o texture da erosione a scintilla.
Texture Superficiale e Controllo
L'aspetto delle superfici EDM può essere confrontato con lo standard VDI 3400 (che verrà introdotto più avanti). Regolando i parametri di scarica, come aumentare la corrente e la larghezza dell'impulso, è possibile ottenere diversi livelli di rugosità superficiale.
EDM vs. Sabbiatura
Le trame create mediante EDM sono simili alla sabbiatura ma offrono diversi vantaggi, come una migliore uniformità e risultati più duraturi. Ciò rende l'EDM una scelta ideale per finiture superficiali più uniformi e resistenti.
Importanza di specificare la trama superficiale EDM
Se è richiesta una trama simile alla sabbia, è essenziale specificare la trama EDM desiderata prima della produzione dello stampo. In questo modo si garantisce che la trama sia incorporata direttamente durante la produzione, risparmiando tempo e riducendo i costi. Inoltre, le trame superficiali EDM sono più durevoli, mantenendo il loro aspetto nel tempo.
Lucidatura manuale – Finitura liscia / speculare / spazzolata
La lucidatura manuale prevede l'uso di materiali e utensili abrasivi per levigare manualmente la superficie dello stampo. Questo processo è particolarmente efficace per rimuovere i segni di lavorazione, i graffi leggeri e ottenere un livello di levigatezza desiderato.
Opzioni di Finitura Lucida Alta e Spazzolata
Questo metodo è particolarmente adatto per stampi che richiedono alti livelli di lucentezza, come quelli che necessitano di superfici altamente riflettenti. L'aspetto superficiale può essere riferito agli standard SPI da A1 a A3 per finiture ad alta lucentezza.
La lucidatura manuale può anche ottenere una finitura spazzolata, che corrisponde agli standard SPI B e C.
Passi Iniziali e Finitura Speculare
Il primo passo prevede tipicamente l'uso di una pietra per affilare per rimuovere i segni di lavorazione. Successivamente si utilizzano carte abrasive di grana progressivamente più fine per migliorare la levigatezza della superficie.
Per ottenere una finitura speculare, si utilizzano dischi di lana combinati con pasta diamantata. La lucidatura è un processo meticoloso che richiede molta pazienza e precisione, spesso eseguito in officine prive di polvere.
Ruolo nei Trattamenti Superficiali Ulteriori
La lucidatura manuale funge anche da fase fondamentale per ulteriori trattamenti superficiali dello stampo, come la sabbiatura, l'incisione chimica e laser.
Per alcuni prodotti plastici ad alta precisione, i campioni T0 richiedono superfici lucidate per un'ispezione approfondita della qualità superficiale. Solo dopo questa fase iniziale di lucidatura vengono applicate ulteriori trame superficiali, sottolineando il ruolo cruciale della lucidatura nella lavorazione degli stampi.


Elettrodo CNC + EDM – Rilievi grandi e profondi
Nella produzione di stampi, i rilievi sulla cavità dello stampo sono l'inverso del pezzo in plastica. Ad esempio, le sporgenze sulla plastica corrispondono a incavi nello stampo. Questo metodo prevede prima la lavorazione di un elettrodo (solitamente in rame o grafite) con un rilievo che corrisponde al pezzo in plastica. L'elettrodo viene quindi utilizzato nell'EDM per trasferire il rilievo inverso sullo stampo.
Realizzazione di Raggi Piccoli e Caratteristiche Affilate
Questo approccio consente di creare sporgenze con raggi molto piccoli o punte affilate. Poiché le frese sono rotonde, non è possibile lavorare direttamente gli incavi con angoli acuti, rendendo essenziale questo metodo combinato CNC + EDM per determinate geometrie.
Vantaggi e Applicazioni
CNC elettrodo + EDM è una tecnica tradizionale e diretta. È particolarmente adatta per produrre trame grandi o profonde, come motivi decorativi o loghi. Il metodo gestisce in modo affidabile caratteristiche che richiedono profondità e dimensioni oltre le capacità della fresatura diretta.
Limitazioni e Qualità della Superficie
Tuttavia, questo metodo non è efficace per rilievi molto fini o intricati. I rilievi complessi richiedono lunghi tempi di lavorazione CNC e la superficie dello stampo spesso conserva i segni di lavorazione che richiedono una successiva lucidatura. Di conseguenza, la superficie può risultare leggermente ruvida e non è possibile ottenere finiture estremamente fini o altamente strutturate.

Sabbiatura - Texture Sabbiosa
La sabbiatura consiste nel lanciare particelle di sabbia ad alta velocità per colpire e irruvidire la superficie dello stampo. Questo metodo semplice e rapido è particolarmente adatto per trattare ampie aree di uno stampo.
Materiali e Grana
Per la sabbiatura, materiali come il carburo di silicio e le perle di vetro sono comunemente utilizzati. La loro ruvidezza è misurata in dimensioni di maglia, tipicamente comprese tra circa 10 e diverse centinaia, con 80-200 mesh che sono le più frequentemente scelte.
Texture Superficiale e Uniformità
Sebbene la sabbiatura possa essere applicata su varie superfici dello stampo, il fondo e i lati tendono a produrre effetti di texture sabbiosa diversi, risultando in una finitura superficiale irregolare. Inoltre, se la sabbiatura viene eseguita per troppo tempo, la superficie potrebbe diventare lucida.
Durata delle Superfici Sabbiate
Le superfici trattate con sabbiatura tendono a levigarsi e a perdere la loro texture nel tempo. Rispetto alle texture create con altri metodi, le superfici sabbiate hanno una durata più breve e richiedono una rielaborazione regolare per mantenere l'effetto desiderato.
Incisione chimica – Tessitura sabbiosa, tessitura pelle, motivi geometrici
Panoramica del Processo
Il processo inizia con la lucidatura della superficie dello stampo fino a ottenere una finitura liscia (Ra ≤ 0,4 µm). Dopo aver pulito la superficie per rimuovere eventuali tracce di olio, viene applicato uno strato di fotoresist.
Successivamente, viene posizionata una pellicola sullo stampo e viene utilizzata la luce UV per l'esposizione. Le aree esposte del fotoresist si induriscono, mentre le aree non esposte possono essere dissolte e lavate via.
Una volta rimosso il fotoresist indesiderato, viene applicata una soluzione acida per incidere la superficie. Questo processo crea i motivi desiderati, come texture o disegni geometrici.
Durabilità e Confronto
L'incisione chimica fornisce una durata relativamente lunga per la texture creata, simile alle texture prodotte con EDM. È significativamente più durevole delle texture ottenute con sabbiatura.
Complessità e Costo del Processo
Tuttavia, il processo di incisione chimica è più complesso e leggermente più costoso rispetto ad altri metodi. È anche possibile rielaborare la superficie incisa, ma ogni rielaborazione comporta una certa perdita di precisione dimensionale.
Limiti di Precisione
Sebbene l'incisione chimica offra una buona durata, manca della precisione della elettroformatura e dell'incisione laser. Ciò la rende inadatta per creare dettagli fini come pori o cuciture sulla superficie.

Galvanica - Superficie dello Stampo Lucida
La galvanica consiste nel depositare un sottile strato metallico sulla superficie di uno stampo. Questo processo migliora la resistenza all'usura, fornisce protezione dalla corrosione e aggiunge una finitura decorativa e lucida.
Tipi Comuni di Galvanica
I metodi di galvanizzazione più comunemente utilizzati per gli stampi includono nichelatura, cromatura e titanatura (rivestimento sottovuoto PVD). Queste tecniche consentono alla superficie dello stampo di ottenere finiture ultra-lisce, simili a specchi, con una luminosità molto elevata.
Vantaggi della Galvanica
La galvanica non solo migliora la durezza superficiale e la resistenza all'usura, ma riduce anche l'adesione dei prodotti in plastica, minimizzando l'incollaggio durante lo stampaggio a iniezione. Ciò rende lo stampo più facile da rilasciare e ne prolunga la durata di servizio.
Limitazioni e Considerazioni
Nonostante i suoi vantaggi, gli strati galvanici sono fragili e possono staccarsi sotto impatti significativi. I rivestimenti sono sottili e, sebbene resistenti all'usura, sono difficili da riparare; anche riparazioni minori possono essere inefficaci. Inoltre, l'ispessimento della placcatura su angoli fini o dettagli affilati può oscurare o distorcere la geometria originale. Queste limitazioni dovrebbero essere attentamente considerate prima di galvanizzare uno stampo.

Elettroformatura – Varie trame e forme geometriche fini
L'elettroformatura è una tecnica che utilizza la deposizione elettrochimica per creare forme geometriche precise per gli stampi.
A differenza di altri processi di stampo che tipicamente rimuovono materiale, l'elettroformatura, come la galvanizzazione, effettivamente accumula metallo. Questa tecnica è ideale per creare forme complesse con precisione a livello micron e elevata levigatezza superficiale, rendendola adatta per componenti in miniatura e dispositivi ottici.
Panoramica del Processo
Il processo inizia creando un motivo estremamente fine su uno stampo maestro, che può essere realizzato in metallo, resina, cera o altri materiali.
Lo stampo maestro viene quindi posizionato in un bagno di galvanica, dove viene applicata una corrente elettrica. Gli atomi di nichel o rame si depositano gradualmente sulla superficie strato dopo strato.
Una volta raggiunto lo spessore desiderato, lo stampo maestro viene rimosso, lasciando un motivo inverso in metallo. Il guscio metallico viene quindi tagliato nella forma richiesta e incorporato nello stampo per lo stampaggio a iniezione.
Vantaggi e Precisione
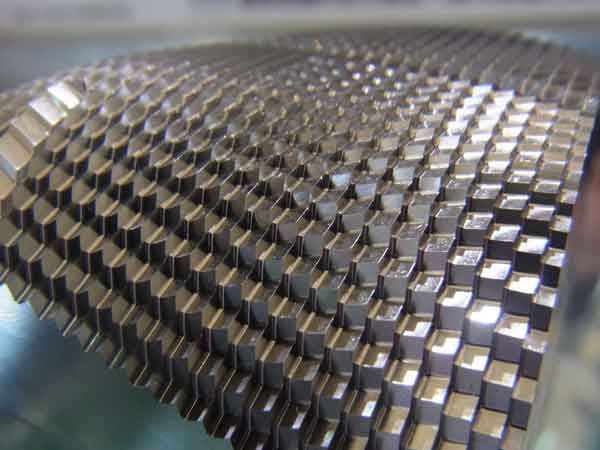
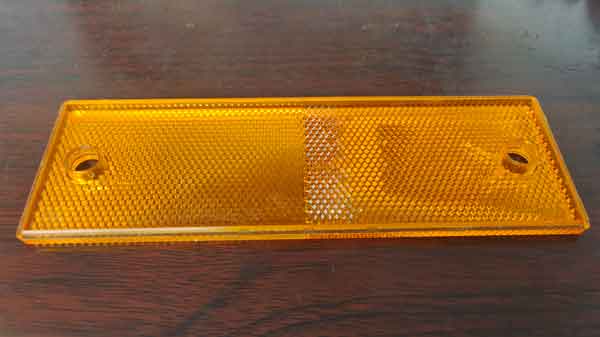
L'elettroformatura offre il vantaggio di replicare perfettamente la forma dello stampo originale in un rapporto 1:1, consentendo la creazione di superfici con dettagli eccezionali. Ciò include dettagli fini come i pori della pelle, piccoli motivi e caratteristiche ad alta precisione come le lenti di Fresnel.
Consente anche la creazione di trame profonde, come quelle presenti sugli specchi riflettenti per veicoli elettrici.
Limitazioni: Tasso di Deposizione Lento e Fragilità Sotto Pressione
Tuttavia, il tasso di deposizione del metallo durante l'elettroformatura è piuttosto lento, tipicamente solo 0,02–0,04 mm all'ora. Per raggiungere uno spessore di 2–3 mm, possono essere necessari diversi giorni. Questo processo lento rende l'elettroformatura relativamente costosa.
Inoltre, il guscio elettroformato risultante viene tipicamente utilizzato come inserto negli stampi. A causa delle limitazioni di spessore, non può resistere a pressioni eccessive durante lo stampaggio a iniezione, poiché potrebbe rompersi sotto tale stress.
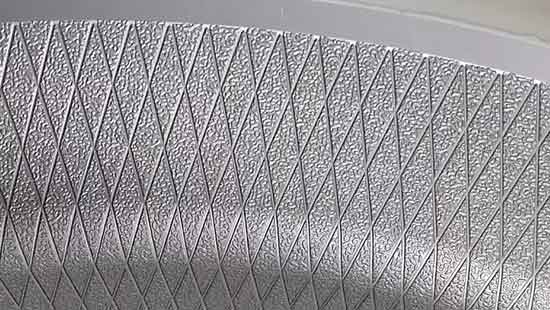
Incisione Laser a 5 Assi – Motivi ad Alta Precisione su Superfici di Stampi
L'incisione laser a 5 assi utilizza attrezzature laser ad alta precisione per incidere direttamente sulla superficie dello stampo motivi intricati e dettagliati. Questa tecnologia è in grado di lavorazioni tridimensionali, rendendola ideale per la fabbricazione di stampi di fascia alta, delicati e complessi.
Incisione 3D di Superficie di Precisione
Controllando simultaneamente gli assi X, Y e Z della testa laser, il sistema può incidere con precisione ampie aree e superfici curve 3D complesse. Ciò consente una profondità e un'accuratezza uniformi del motivo sull'intero stampo.
Vantaggi Rispetto ad Altri Metodi
Poiché il laser incide direttamente la superficie metallica, non sono necessari inserti chimicamente incisi o elettroformati. Ciò evita i problemi di fragilità degli inserti elettroformati e migliora la dissipazione del calore. L'incisione laser a 5 assi è comunemente utilizzata per componenti interni automobilistici, come cruscotti e pannelli porta, nonché per elettrodomestici e custodie di dispositivi digitali.
2 Esempi di testurizzazione della superficie a 5 assi


Considerazioni su Costi e Operatività
Le macchine laser a 5 assi sono costose e sia la progettazione dei motivi che il funzionamento della macchina richiedono tecnici specializzati. Parametri di processo errati possono causare superfici irregolari o segni di giunzione visibili. Ciò rende l'incisione laser a 5 assi più costosa di molti altri processi.
Limitazioni di Profondità e Requisiti di Superficie
Questo metodo non è adatto per texture molto profonde. Le profondità tipiche di incisione variano da 0,02–0,15 mm, mentre superare 0,2 mm riduce significativamente l'efficienza e aumenta il rischio di difetti come rifusione, annerimento o superfici ruvide. Anche la superficie dello stampo deve essere lucidata ad un alto grado di levigatezza prima dell'incisione per ottenere i migliori risultati.
In teoria, insieme alla progettazione di modelli 3D, l'incisione laser a 5 assi può creare qualsiasi forma di texture desiderata con un controllo dimensionale preciso, superando altri metodi in questo senso. Tuttavia, a causa del costo elevato dell'apparecchiatura, anche i costi di lavorazione sono significativi, il che ne limita l'adozione su larga scala.

La tabella seguente fornisce un rapido confronto di 8 diversi metodi di lavorazione.
| Processo | EDM | Lucidatura manuale | CNC Elettrodo + EDM | Sabbiatura | Incisione Chimica | Elettroplaccatura | Elettroformatura | Incisione laser a 5 assi |
|---|---|---|---|---|---|---|---|---|
| Prezzo | Moderato | Da basso ad alto | Medio | Basso | Medio | Alto | Molto alto | Molto alto |
| Popolarità | Alto | Alto | Alto | Moderato | Alto | Basso | Basso | Basso |
Standard e norme sulle finiture superficiali degli stampi a iniezione attualmente più diffusi
Nella produzione di materie plastiche e nella progettazione degli stampi, gli standard di finitura delle superfici degli stampi sono fondamentali. I tre standard più accettati e utilizzati sono SPI (Society of Plastics Industry), VDI 3400 (acronimo di Verein Deutscher Ingenieure, l'associazione tedesca di ingegneria) e MT (Mold-Tech).
Sebbene molte fabbriche abbiano piastre di struttura proprietarie, queste tre sono riconosciute a livello mondiale. SPI è prevalente negli Stati Uniti, VDI 3400 in Europa e la versatilità e la flessibilità di MT la rendono ampiamente adottata in tutto il mondo.
Lo standard SPI
Lo standard SPI (Society of Plastics Industry), stabilito dall'industria americana delle materie plastiche, guida il trattamento superficiale degli stampi a iniezione di plastica. Esso classifica le superfici degli stampi in quattro classi principali - A, B, C, D - ciascuna ulteriormente suddivisa in tre livelli, per un totale di 12 tipi di trattamenti superficiali.
- La Classe A (A-1, A-2, A-3) indica superfici lucidate per alto lucido, adatto per prodotti che richiedono liscio, specchiato aspetto.
- La Classe B (B-1, B-2, B-3) riguarda spazzolato superfici per lucentezza media e texture fini, ideali per prodotti esteticamente gradevoli che non richiedono alta lucentezza.
- La Classe C (C-1, C-2, C-3) è anche spazzolato ma più grossolano della Classe B, utilizzata per prodotti che necessitano di rugosità media, spesso per migliorare la presa o nascondere difetti di produzione.
- La Classe D (D-1, D-2, D-3), la più ruvida, tipicamente coinvolge superfici a grana sabbia, per prodotti che richiedono una sensazione tattile migliorata o specifici effetti visivi.
In generale, gli standard SPI si concentrano più sul grado di lucidatura che sugli stili dei modelli, svolgendo un ruolo cruciale nella produzione, aiutando i produttori a selezionare i trattamenti superficiali adatti in base ai requisiti del prodotto.

Panoramica dello standard SPI per la lucidatura
| SPI (nuovo) | Descrizione | Ra in µm (DIN) | Commenti |
|---|---|---|---|
| A-1 | Diamante di grado 3 | 0 - 0.025 | Per finiture a specchio o ottiche. Richiede molto tempo. La qualità dell'acciaio è importante per i risultati. |
| A-2 | Diamante di grado 6 | 0.025 - 0.05 | |
| A-3 | Diamante di grado 15 | 0.05 - 0.076 | |
| B-1 | Carta a grana 600 | 0.05 - 0.076 | Rimuove tutti i segni degli utensili e della lavorazione. Fornisce un buon distacco dallo stampo. Finitura leggermente riflettente sulla parte stampata, un po' di lucentezza. |
| B-2 | Carta con grana 400 | 0.10 - 0.127 | |
| B-3 | Carta a grana 320 | 0.23 - 0.25 | |
| C-1 | 600 pietre | 0.25 - 0.30 | Rimuove tutti i segni degli utensili e della lavorazione. Fornisce un buon distacco dallo stampo. Finitura opaca sulla parte stampata, senza lucentezza. |
| C-2 | 400 pietre | 0.64 - 0.71 | |
| C-3 | 320 pietre | 0.97 - 1.07 | |
| D-1 | Graniglia di vetro a secco 11, 200 distanza a 0,7 Mpa; 5 sec. | 0.25 - 0.30 | Per finiture decorative. Spesso utilizzato per il raffreddamento di pressofusioni e termoindurenti. Aiuta a nascondere i segni di ritiro e altre imperfezioni. Finitura opaca e non riflettente su stampati o fusioni. parte. |
| D-2 | Sabbiatura a secco 240 ossidi, 125 distanza a 0,7 Mpa; 5 sec. | 0.66 - 0.81 | |
| D-3 | Sabbiatura a secco 240 ossidi, 150 distanza a 0,7 Mpa; 5 sec. | 4.83 - 5.84 |
Lo standard VDI 3400
La norma VDI 3400, stabilita dall'Associazione Tedesca degli Ingegneri (Verein Deutscher Ingenieure), definisce la lavorazione della trama delle superfici dello stampo. Comprende 46 gradi di trama diversi, che vanno da VDI 3400 #0 (molto fine) a #45 (molto grossolana).
Nella pratica, i gradi più comunemente utilizzati sono VDI 12, 15, 18, 21, 24, 27, 30, 33, 36, 39, 42 e 45. Questi 12 gradi sono ampiamente utilizzati nell'industria delle materie plastiche, e i corrispondenti campioni di trama in plastica sono generalmente più facili da ottenere.
È importante notare che i gradi VDI non includono finiture specchiate lucidate. Tutti i gradi VDI hanno texture opache. Anche VDI 0 ha una rugosità di Ra 0,10 μm, che non è ancora considerata una vera finitura specchiata. Le finiture specchiate sono solitamente specificate secondo lo standard SPI A, con SPI A1 tipicamente inferiore a Ra 0,025 μm.
Le trame VDI 3400 sono principalmente associate alla lavorazione a scarica elettrica (EDM), che è particolarmente adatta per produrre trame superficiali fini e uniformi. Sebbene le superfici VDI appaiano spesso simili a finiture sabbiate, la VDI 3400 non è essenzialmente una norma per “finiture a trama sabbiosa”. È meglio intesa come un sistema di classificazione della rugosità.
Tuttavia, per superfici più ampie, per evitare trame irregolari o eccessivamente ruvide, vengono impiegate tecniche supplementari come l'incisione chimica lucidante e la sabbiatura. Questa combinazione di metodi rende la VDI 3400 una norma pratica e versatile per un'ampia gamma di requisiti e applicazioni di progettazione degli stampi.

La tabella seguente mostra la relazione tra i comuni gradi SPI e la corrispondente rugosità superficiale (in valore Ra).
| Grado | 0 | 3 | 6 | 9 | 12 | 15 | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 | 42 | 45 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ra (µm) | 0.10 | 0.15 | 0.20 | 0.30 | 0.40 | 0.55 | 0.80 | 1.10 | 1.60 | 2.20 | 3.20 | 4.50 | 6.30 | 9.00 | 12.50 | 18.00 |
Lo standard MT
Diversamente dalle norme menzionate in precedenza, la norma MT (Mold-Tech) è sviluppata e promossa da un'azienda, anziché da un'associazione di settore.
MT è spesso descritta come dotata di una libreria globale di oltre 500.000 trame. Queste trame possono essere raggruppate in diverse categorie, tra cui trame geometriche, lineari, organiche o naturali, simili alla pelle e decorative o funzionali.
Tra queste, oltre 500 trame sono ricercabili pubblicamente online. L'accesso a questo catalogo online è gratuito, ma gli utenti devono prima registrarsi sul sito web dell'azienda per poterlo visualizzare. Se una trama adatta non viene trovata nel catalogo pubblico, i clienti di solito devono lavorare direttamente con il team di ingegneria di Mold-Tech per esplorare la più ampia libreria globale. L'azienda può anche sviluppare trame personalizzate per esigenze di progettazione speciali.
Vale anche la pena notare che molte altre aziende di texture superficiali per stampi offrono librerie di pattern simili. Le loro selezioni sono spesso molto più ridotte rispetto a quelle della Mold-Tech, ma i loro prezzi possono anche essere più competitivi. Alla fine, la scelta migliore dipende dai requisiti del prodotto, dagli obiettivi visivi e dal budget.

Gradi MT più comuni
| Grado | Profondità (in.) | Angolo di pescaggio minimo |
|---|---|---|
| MT 11000 | 0.0004 | 1.0° |
| MT 11010 | 0.0010 | 1.5° |
| MT 11020 | 0.0015 | 2.5° |
| MT 11030 | 0.0020 | 3.0° |
| MT 11040 | 0.0030 | 4.5° |
| MT 11050 | 0.0045 | 6.5° |
| MT 11060 | 0.0030 | 4.5° |
Campioni di Texture Superficiale dello Stampo
Per comprendere meglio e scegliere la giusta trama della superficie dello stampo, i produttori spesso utilizzano campioni di trama della superficie dello stampo come riferimento.
Esistono generalmente due tipi di campioni: metallici e plastici, con quelli plastici più comuni perché riflettono direttamente l'aspetto finale sui componenti plastici.
Gli standard di trama comuni includono SPI, VDI 3400 e MT, e molti fornitori offrono modelli di campioni corrispondenti. La maggior parte dei fornitori fornisce campioni in colori e materiali standard, solitamente ABS.
Tuttavia, alcuni fornitori possono offrire una gamma più ampia di colori e materiali, come PP e ABS, e possono persino creare campioni personalizzati in base a requisiti specifici, anche se ciò è tipicamente necessario solo per progetti specializzati.

Conclusione
Per la maggior parte degli utenti, i tipi più comuni di finitura della superficie dello stampo includono finiture lucide, sabbiate e spazzolate. Pertanto, nella scelta dei trattamenti superficiali degli stampi, gli utenti devono scegliere uno di questi tre tipi e determinare il livello di rugosità richiesto.
Da questo punto di vista, l'applicazione degli standard SPI e VDI è relativamente semplice e facile da usare, in quanto forniscono linee guida chiare che aiutano gli utenti a scegliere facilmente il tipo di finitura superficiale e il livello di rugosità appropriati.
Se le vostre esigenze sono più specifiche o uniche, allora dovreste optare per le soluzioni fornite da MT, o cercare fabbriche di stampi o aziende di progettazione pertinenti, in quanto offriranno soluzioni di progettazione di texture di superficie più personalizzate.
FAQ
La scelta dipende dal tipo di texture superficiale che si desidera per il proprio prodotto.
- Specchio o alto lucido superfici – tipicamente specificate utilizzando SPI A1–A3
- Spazzolato o semilucidato finiture – solitamente SPI B1–B3 o C1–C3
- Opaco o tessiture simili a sabbia – spesso specificate usando Gradi VDI 3400, Serie SPI D1–D3 o MT110
- Decorativo o superfici con motivo – solitamente fornite da MT (Mold-Tech) o altri produttori di texture superficiali
Ogni standard si concentra su un aspetto diverso della finitura superficiale dello stampo, quindi la selezione dipende dall'effetto visivo e dai requisiti funzionali del prodotto.
Sì. Se si desidera essere più precisi riguardo alla trama superficiale del proprio prodotto, si consiglia vivamente di utilizzare campioni.
Le placche campione di trama SPI e VDI 3400 disponibili in commercio sono ampiamente utilizzate nell'industria. Questi campioni solitamente presentano trame comuni applicate su placche di plastica o blocchi metallici, consentendo a progettisti e ingegneri di confrontare visivamente e percepire la superficie.
Alcuni kit campione sono disponibili anche in materiali e colori diversi, il che aiuta a simulare più accuratamente l'aspetto finale dei pezzi stampati.
Una finitura speculare di alta qualità ha tipicamente una rugosità di circa Ra 0,025–0,05 μm, mentre le finiture speculari ultra-alte possono essere ancora più lisce.
Queste finiture sono solitamente specificate utilizzando gradi SPI A, in particolare SPI A1, piuttosto che i gradi VDI.
Non esattamente.
Le superfici VDI spesso appaiono simili a finiture con trama sabbiosa, ma VDI 3400 non è specificamente uno standard per trama sabbiosa. È meglio inteso come un sistema di classificazione della rugosità superficiale, comunemente utilizzato per definire trame opache prodotte da processi come l'EDM.
Le trame superficiali degli stampi possono essere create utilizzando una varietà di processi, che sono generalmente raggruppati in due categorie: tecnologie additive e sottrattive.
I due principali processi additivi sono:
- Galvanotecnica
- Elettroformatura
La maggior parte degli altri metodi di texturizzazione degli stampi sono sottrattivi, il che significa che modificano la superficie rimuovendo o rimodellando un sottile strato di materiale.
La sabbiatura è un caso speciale: non rimuove materiale nello stesso modo del taglio o dell'incisione, ma la superficie dello stampo di solito deve essere levigata e lucidata in anticipo per ottenere una finitura più uniforme.
Per i processi di texturizzazione sottrattivi, la maggior parte delle trame può essere riparata o modificata. Tuttavia, ciò di solito rimuoverà uno strato aggiuntivo di materiale, il che potrebbe ridurre leggermente le dimensioni dello stampo (che successivamente aumenteranno le dimensioni del pezzo in plastica).
Per i processi additivi, riparare o modificare la trama è molto più difficile e spesso può essere impossibile.
Non necessariamente. Una superficie estremamente liscia o lucidata a specchio può talvolta rendere più difficile lo sformo perché può creare un effetto di vuoto o aspirazione tra il pezzo e lo stampo. Ciò è particolarmente vero per superfici di grandi dimensioni o forme a cavità profonde.
In molti casi, una finitura leggermente strutturata è più adatta perché può aiutare a migliorare il rilascio dallo stampo fornendo comunque un aspetto superficiale pulito e controllato.
Ottenere una finitura speculare di alta qualità richiede una lavorazione dello stampo molto precisa e un'attenta preparazione prima della lucidatura.
La superficie dello stampo dovrebbe essere il più liscia possibile prima del processo di lucidatura finale. Ciò riduce la quantità di lucidatura manuale necessaria. Poiché la lucidatura manuale può essere difficile da controllare uniformemente su tutta la superficie, una lucidatura eccessiva può creare micro-superfici irregolari.
Queste irregolarità possono distorcere le immagini riflesse sulla superficie lucidata, facendo apparire la finitura a specchio deformata o incoerente.
