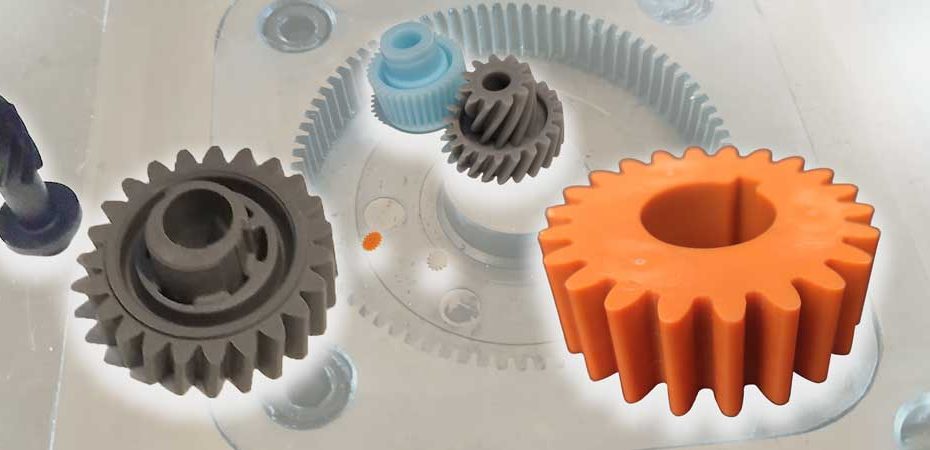
- ABS: تُستخدم غالبًا للتطبيقات منخفضة الجودة بتكاليف أقل، مثل الألعاب.
- كمبيوتر شخصي: كبوليمر غير متبلور، يتمتع البولي كربونات باستقرار أبعادي كبير في عملية القولبة بالحقن، بعبارة أخرى، يمكن قولبته ليتخذ شكل تجويف القالب بانكماش أقل. العيوب هي أنه مزلق ذاتيًا أقل جودة، كما أن مقاومته للإجهاد أقل.
- PPS: هذه مادة باهظة الثمن إلى حد ما، لكنها تتمتع باستقرار أبعادي كبير وتوفر قوة ميكانيكية ومتانة. تُستخدم غالبًا للتطبيقات القاسية مثل المضخات والروبوتات.
- LCP: إنها مادة باهظة أخرى ذات استقرار أبعادي ممتاز ويمكن تصنيعها بدقة عالية، كما تتحمل درجة حرارة عالية تصل إلى 220 درجة مئوية والتآكل الكيميائي، لكنها توفر قوة أقل. يمكن استخدامها في الساعات.
ضع في اعتبارك أن هناك أشكالًا مختلفة لكل نوع من المواد: غير ممتلئة، ومقواة بألياف زجاجية، ومملوءة بمادة تشحيم (غالبًا PTFE أو السيليكون)، لذا فهي عملية تضييق نطاق الاختيار بناءً على كل تطبيق.