Wanneer moet u extra voorzichtig zijn bij het selecteren van de juiste spuitgietinstroomopeningen?
Het ontwerp van een spuitgietmatrijs-poort lijkt misschien een eenvoudig aspect van het gietproces, maar er zijn gevallen waarin het extra aandacht en zorgvuldige afweging vereist. Terwijl sommige projecten soepel verlopen met een standaard poortkeuze, volgen andere een complexer pad. Laten we ingaan op de scenario's waarin poortontwerp een kritieke factor wordt die extra aandacht vereist.
We hebben hieronder 5 scenario's opgesomd die extra aandacht voor poortontwerp vereisen:
1. Kritische esthetische eisen
In sectoren waar esthetiek belangrijk is, zoals consumentenelektronica of auto-interieurs, wordt poortontwerp een kunst. De locatie, grootte, en spoor van de poort moeten zorgvuldig worden gepland om zichtbare sporen op het eindproduct te minimaliseren. Zelfs het kleinste onvolkomenheid kan de algehele aantrekkingskracht verminderen. Het bereiken van dit niveau van precisie vereist een scherp oog voor detail en een diepgaand begrip van materiaalgedrag tijdens het spuitgieten.
Hoog esthetische componenten
Dit zijn de onderdelen van een autosleutel, allemaal vervaardigd in één familiegietvorm. Ze vereisen een opvallend uiterlijk zonder de noodzaak van printen of schilderen. Ze zijn gemaakt door 2-shot spuitgieten. Het materiaal is wit om licht door te laten, waardoor de sleutel in het donker gloeit.
2. Onderdelen gevoelig voor vervorming
Bepaalde kunststofcomponentontwerpen zijn vatbaar voor kromtrekken of ongelijke krimp, wat resulteert in vervormingen zoals het transformeren van een perfecte cirkel in een ovale vorm. De keuze van de poortlocatie kan een impact hebben op de richting van de omvang van dergelijke vervormingen. In sommige gevallen is er slechts één optimale keuze voor poortontwerp.
Dit soort kunststof onderdeel heeft de neiging om te buigen
3. Onderdeelontwerpen die gevoelig zijn voor spuitgietfouten
Sommige onderdeelontwerpen hebben een grotere neiging tot bepaalde gietfouten, zoals laslijnen, jetting, kortschieten, enzovoort. Het is belangrijk op te merken dat een juist poortontwerp deze fouten niet volledig kan elimineren, maar hun impact kan verminderen tot een acceptabel niveau.
Het ontwerp van spuitgietinstroomopeningen voor transparante onderdelen vereist zorgvuldige afweging en rijke ervaring om fouten in het spuitgieten te voorkomen.
4. Groot onderdeel met meerdere ingangen
Sommige onderdelen vereisen meerdere poorten voor effectieve vulling. Het coördineren van deze poorten om een gebalanceerde stroming en vulling te garanderen, vraagt om zorgvuldige afweging. De interactie tussen meerdere poorten kan de structurele integriteit en visuele aantrekkelijkheid van het onderdeel beïnvloeden.
5. Meervoudige holtevormen
In matrijzen die meerdere onderdelen tegelijk produceren, zijn poortplaatsing en -balans cruciaal. Ongebalanceerde vulling kan leiden tot ongelijke onderdeelkwaliteit of zelfs matrijsfalen.
24-holige matrijs voor lotiondispenser
Voor slanke kunststof onderdelen zoals deze is een cirkelvormige opstelling zeer geschikt. Dit zorgt ervoor dat de inspuitdruk bij elke instroomopening relatief in balans is, waardoor de afmetingen en volheid van elk product vrijwel identiek zijn.
Samengevat is poortontwerp uitdagender voor items met ingewikkelde vormen, hoge dimensionale en geometrische nauwkeurigheidseisen, zeer grote items, en gietvormen met een groot aantal holtes. Een uitgebreid begrip van stromingsdynamica en poortinteractie is cruciaal in deze scenario's. Daarnaast wordt computerondersteunde gietstroomanalyse vaak gebruikt om dit ingewikkelde proces te analyseren en optimaliseren.
Wat is de spuitgietmatrijsingang?
Een spuitgietmatrijs-poort is een kleine opening in een matrijs waardoor gesmolten plastic wordt geïnjecteerd om een product te vormen. Het is als de ingang voor het materiaal. De grootte en positie van de poort beïnvloeden hoe het plastic stroomt en de matrijs vult, wat de kwaliteit en het uiterlijk van het eindproduct beïnvloedt.
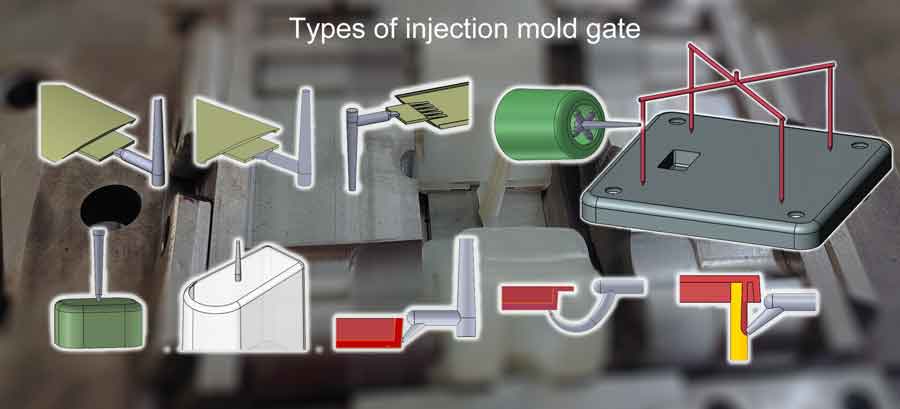
Basissoorten spuitgietmatrijsingangen
Randpoort
Een randpoort is een poortconfiguratie die zich bevindt op de scheidingslijn van de matrijs, waar de twee helften van de matrijs samenkomen.
(Bovenaanzicht)
(Dit is de vultanimatie van een randinstroomopening)
Voordelen:
Gemak van bewerkingRandinstroomopeningen zijn eenvoudig te bewerken en kunnen aangepast in grootte relatief gemakkelijk tijdens de matrijsproeffase worden aangepast.
Minder opvallend ingangslitteken: Het instroomlitteken bevindt zich aan de rand van het onderdeel, waardoor het minder opvalt. Dit maakt het geschikt voor onderdelen waar slechts een gemiddelde esthetische kwaliteit vereist is.
Nadelen:
Beperkt tot bepaalde onderdeelmaten: Geschikter voor kleinere onderdelen met meerdere holtes. Voor grotere, enkelholte onderdelen vereist een randinstroomopening het gebruik van een heetkanaalsysteem.
Restant en uiterlijk: Randinstroomopeningen laten nog steeds merktekens of sporen achter op de rand van het onderdeel, waardoor ze voornamelijk geschikt zijn voor minder esthetisch gevoelige componenten. Hoge uiterlijke eisen kunnen extra bewerking noodzakelijk maken.
Schuifspanning en jetten: Hoge schuifspanning en mogelijke straalproblemen kunnen optreden in het instroomgebied, vooral voor onderdelen met dikkere wanden, wat de onderdeelkwaliteit beïnvloedt.
Waaierpoort
Een waaierpoort is een evolutie van het randpoortontwerp, met een bredere opening die de materiaalstroom onder een bredere hoek in de holte verspreidt. De schuine bodem minimaliseert veranderingen in de dwarsdoorsnede van de stromingsfront.
(Zijaanzicht)
(Dit vulproces lijkt sterk op het voorbeeld van de randinstroomopening hierboven, alleen om te illustreren hoe de instroomopening werkt tijdens het vulproces.)
Voordelen:
Verbeterde stromingsdynamiek: De bredere opening van een waaierinstroomopening verbetert de materiaalstroomkarakteristieken, wat helpt bij efficiënt holtevullen.
Verminderde schuifspanning: In vergelijking met andere instroomsystemen resulteren waaierinstroomopeningen in lagere schuifspanning nabij de instroomopening, waardoor mogelijke onderdeelfouten worden geminimaliseerd.
Verminderde onderdeeldefecten: Waaierinstroomopeningen helpen de kans op onderdeelbuiging en straalproblemen te verminderen, wat bijdraagt aan een hogere onderdeelkwaliteit.
Nadelen:
Uitpoortuitdagingen: Het verwijderen van het instroomlitteken dat door een waaierinstroomopening achterblijft, kan lastiger zijn, mogelijk zijn extra afwerkingsstappen nodig.
Toegenomen restant: Waaierinstroomopeningen kunnen meer opvallende sporen of merktekens achterlaten op het gespoten onderdeel in vergelijking met standaard randinstroomopeningen.
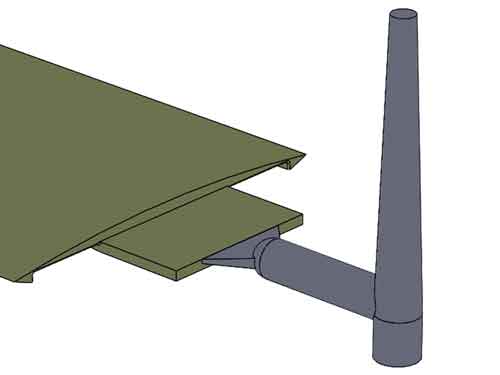
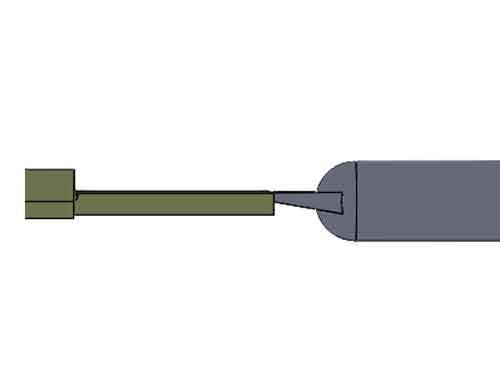
Tabpoort
Een tabpoort is een poortconfiguratie die vergelijkbaar is met een randpoort, maar met een onderscheidend kenmerk: de poort bevindt zich op een vlak onderdeeloppervlak. In tegenstelling tot andere poorten die deel uitmaken van de holte, wordt een tabpoort gevormd aan de kernzijde van de matrijs. Deze opstelling verbetert de materiaalverdeling en voorkomt abrupte directe stromingen in de holte.
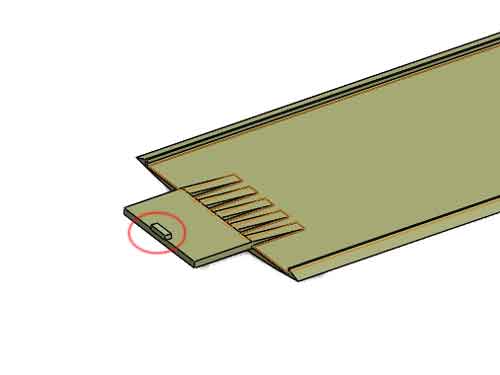
(Het resterende lipje na reiniging)
(Ook dit vulproces lijkt vrij veel op de bovenstaande 2 voorbeelden)
Voordelen:
Verbeterde materiaalstroom: De plaatsing van de lipinstroomopening bevordert een soepelere materiaalstroom, wat zorgt voor gelijkmatiger holtevullen.
Verminderd straalrisico: Door de stromingsdynamiek te beheersen, verlagen lipinstroomopeningen de kans op straalfouten in het eindproduct.
Lage stromingsweerstand: Het ontwerp van een lipinstroomopening minimaliseert de stromingsweerstand, wat bijdraagt aan efficiënt spuitgieten.
Eenvoud en kosteneffectiviteit: Lipinstroomopeningen hebben een eenvoudig ontwerp en relatief lage fabricagekosten.
Nadelen:
Potentieel voor instroomverkleuring: In bepaalde scenario's kan instroomverkleuring optreden, wat zorgvuldige afweging van plaatsing en ontwerp van de instroomopening vereist.
Reinigingsuitdaging: Het reinigen van de lip kan problematisch zijn. Idealiter zou de positionering een uitstulping moeten toelaten; anders kan nabewerking na het spuitgieten nodig zijn.
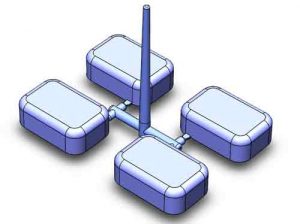
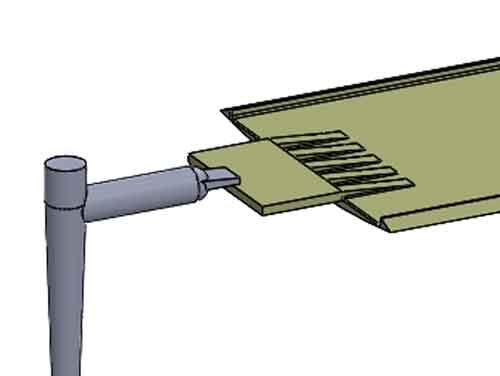
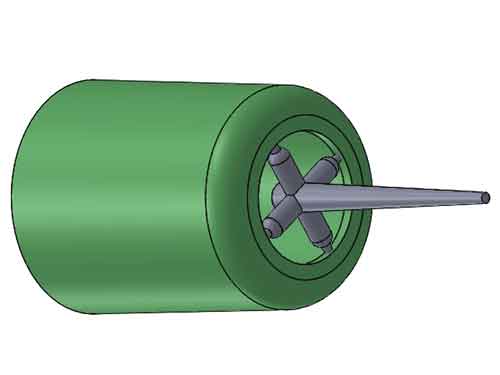
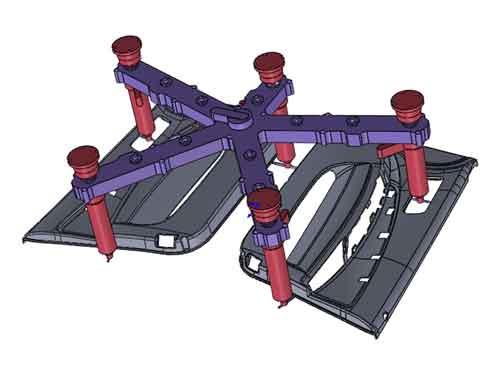
Spaakpoort
De spakenpoort ontleent zijn naam aan zijn wielspaakachtige configuratie. Hij heeft vaak vier spaken voor eenvoudiger bewerking. De spakenpoort wordt voornamelijk gebruikt in buisvormige onderdelen; dit poortsysteem verbetert de rondheid.
Voordelen:
Gebalanceerd buisvullen: De spaakinstroomopening zorgt voor gelijkmatiger vullen van buisvormige secties, waardoor vervorming of ovaliteit wordt voorkomen.
Geminiimaliseerde laslijn: Het stromingspatroon vermindert het samenkomen van 2 stromingsfronten in vergelijking met een enkelvoudig instroomontwerp. Dit helpt om de laslijnen te verminderen.
Nadelen:
Complexe bewerking en hogere kosten: Het ingewikkelde ontwerp en de bewerkingsvereisten verhogen de fabricagecomplexiteit en -kosten.
Litteken-/spoorvorming: De spaakinstroomopening laat vier lichte littekens achter die moeilijk volledig te verwijderen kunnen zijn, wat mogelijk het uiterlijk van het onderdeel beïnvloedt.
Puntpoort
De puntpoort (of pinpoort) wordt gekenmerkt door zijn omgekeerde kegelvorm die eindigt in een scherpe punt. Met een diameter die typisch varieert van 0,8 tot 1,5 mm, vereist het een drieplaatgietvormontwerp om de tuit, loopkanaal en poortresten te verwijderen. De heetkanaalversie mist de omgekeerde kegelvorm, zodat het kan werken met een tweeplaatgietvorm.
Voordelen:
Automatisch afscheiden: De puntinstroomopening maakt automatische scheiding van het onderdeel mogelijk tijdens het uitwerpen.
Minimaal instroomlitteken: Het kleine instroomlitteken vereist vaak geen nabewerking, wat het uiterlijk van het onderdeel verbetert.
Veelzijdig ontwerp: Meerdere pinnetjes kunnen strategisch worden geplaatst binnen een enkelholte matrijs. Warmloopkanalen zijn vereist als de afstand tussen de ingangen lang is.
Nadelen:
Complex matrijsontwerp: Puntvormige ingangen vereisen een driebladmatrijs of warmloopkanaal, wat extra kosten met zich meebrengt. Warmloopkanalen zijn duurder dan driebladmatrijzen.
Stroomdruk- en vulbeperkingen: Hoge stroomdrukverlies en laag vulvolume maken ze ongeschikt voor grote onderdelen of hoge vul snelheden.
Spanning gerelateerde problemen: Hoge snelheid vullen kan ingangsblos, stroomsporen en verminderde ingangssterkte veroorzaken.
Ongelijkmatig vullen: Bepaalde onderdeelgebieden kunnen onvoldoende vulling ervaren door de configuratie van de ingang.
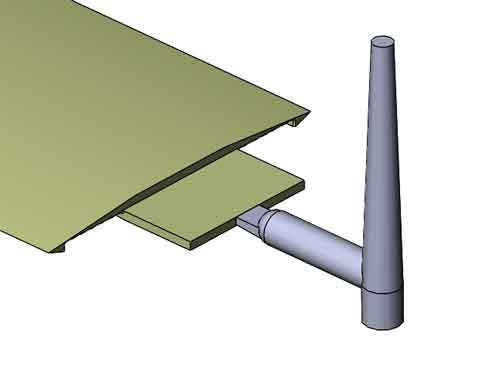
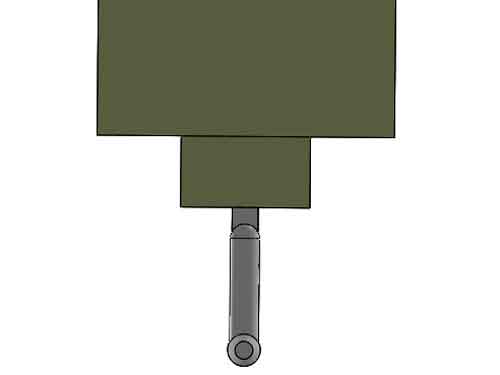
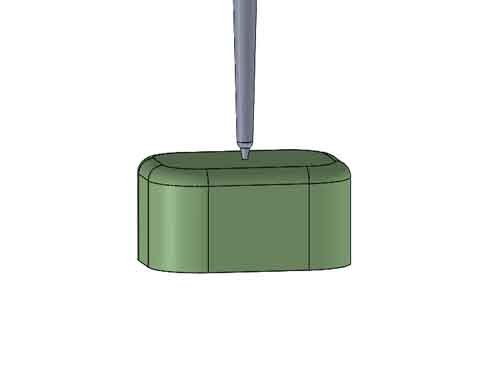
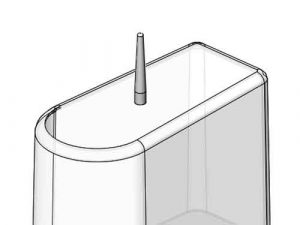
Sprue-ingang of directe ingang
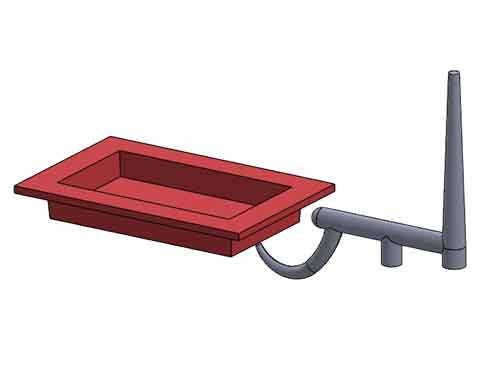
De sproeipoort, ook wel directe poort genoemd, is het eenvoudigste poortsysteem en elimineert de aanwezigheid van de runner. Gebruikt in enkelholte-matrijzen, is hij gepositioneerd in het midden van het projectiegebied van het onderdeel. Hij heeft een taps toelopende vorm met het grotere uiteinde aan de matrijsholtekant. Sproeipoorten worden vaak gezien bij de productie van plastic containers zoals vaten en bakken.
Aanvoeringang wordt veel gebruikt voor plastic containers, van klein tot groot.
Voordelen:
Eenvoud en kosteneffectiviteit: Aanvoeringen zijn eenvoudig en goedkoop te vervaardigen.
Laag drukverlies: Dit ingangstype heeft minimaal drukverlies, geschikt voor hoge vul snelheden en volumes.
Nadelen:
Ingangslitteken en blos: De aanvoer wordt meestal met een tang verwijderd, wat een zichtbaar ingangslitteken en mogelijke blos aan de tegenovergestelde kant achterlaat.
Afschuifspanning: Door de aanzienlijke vul snelheid kan hoge afschuifspanning nabij de ingang optreden, wat tot defecten leidt.
Ongeschikt voor grote platte onderdelen: Niet geschikt voor grote, platte onderdelen vanwege het risico op vervorming en kromtrekken tijdens het koelen.
(De sproeipoort wordt vrij vaak gebruikt voor plastic containers, vooral met transparant materiaal.)
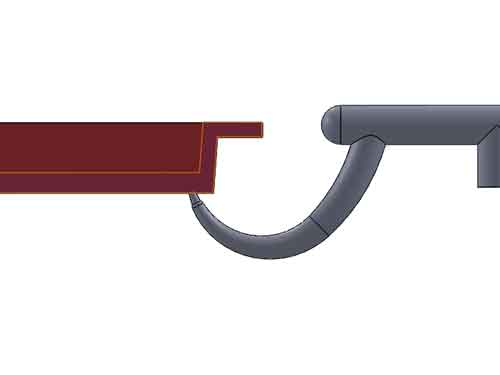
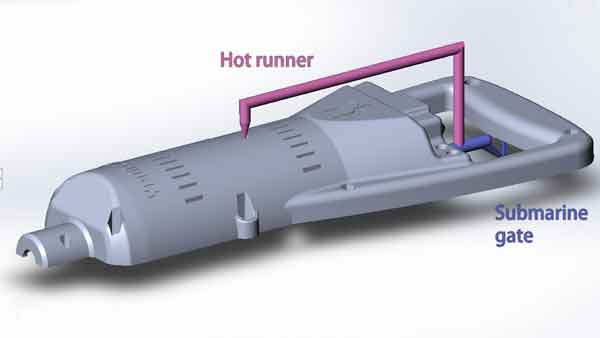
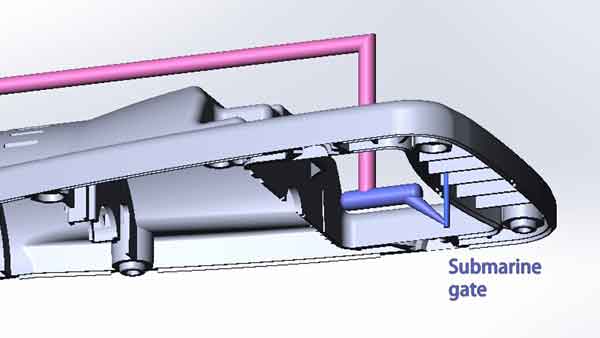
Tunnel- of onderwaterpoort
De onderwaterpoort (of sub-poort, tunnelpoort) is strategisch gepositioneerd onder het scheidingsoppervlak van de matrijs. Het doel is om het poortlitteken te verplaatsen naar onopvallende gebieden, wat een verbeterde esthetiek garandeert. Net als puntpoorten heeft hij een kleine opening. Hier zijn de bijbehorende voor- en nadelen:
Voordelen:
Automatisch ontgaten en verminderde nabewerking: Ondergrondse ingangen maken automatische ingangsverwijdering mogelijk, waardoor de noodzaak voor ingangslittekenbewerking wordt geminimaliseerd.
Verbeterd uiterlijk: Verborgen ingangslittekens resulteren in verbeterde onderdeelaesthetiek omdat ze uit het zicht zijn.
Ontwerpflexibiliteit: Vergelijkbaar met pinnetjes, kunnen meerdere ondergrondse ingangen worden geïntegreerd in een enkelholte matrijs om vullen en stroomdynamiek te optimaliseren.
Nadelen:
Complexe bewerking: Het maken van het gebogen pad vereist aparte bewerking op 2 helften, en deze samen te assembleren om het plasticstroomkanaal te vormen. Dit voegt bewerkingscomplexiteit toe.
Hoge drukverlies: Het ontwerp gaat gepaard met aanzienlijk drukverlies, wat mogelijk leidt tot onvoldoende vulling in sommige onderdeelgebieden.
Mogelijke poortverkleuringen: er kunnen poortverkleuringen nabij het poortgebied optreden.
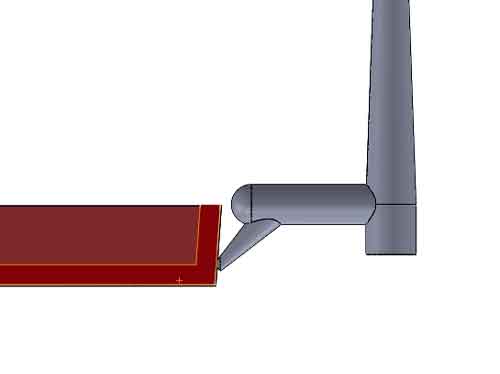
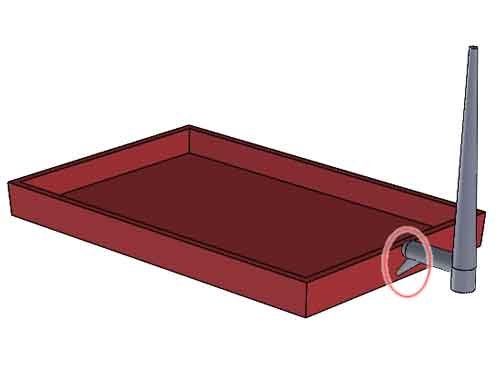
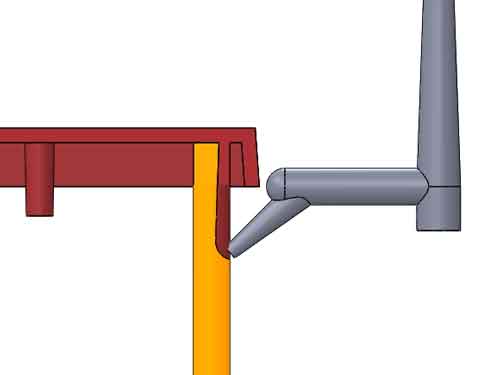
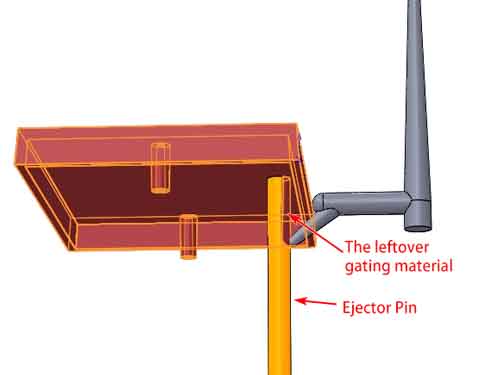
Sub-uitwerperpoort
De sub-uitwerperpoort is een aangepaste versie van de sub-poort, en wordt veel gebruikt vanwege zijn eenvoud in productie.
In dit poortsysteem wordt een deel van de uitwerpstift afgeslepen om het stroomkanaal te creëren. Het overgebleven poortmateriaal wordt handmatig afgebroken verwijderd.
Cashew-ingang of bananeningang
Dit zijn variaties van de onderwaterpoort, in de vorm van cashewnoten of bananen. Hun voor- en nadelen komen overeen met de onderwaterpoort en worden niet apart besproken.
Je bent misschien nieuwsgierig naar hoe de uitstekende neus uit zijn gietvormkanaal komt. Zo gaat het: Het plastic is nog zacht en buigzaam wanneer het niet volledig is afgekoeld. Bovendien is de neus niet te groot, zodat het een beetje kan buigen om uit het kanaal te glijden.
Heetkanalen
In het koudkanaalsysteem zijn materiaalverspilling en beperkte koudkanaallengte zorgen. Heetkanalen pakken dit aan door tuits te elimineren en plastic in een gesmolten toestand binnen kanalen te houden.
Wat is het hete kanaal
Simpel gezegd, een heetkanaal is als een verlenging van de vatleiding van de spuitgietmachine. In essentie gaat het allemaal om het vormen van een hoogtemperatuurkanaal binnen de gietvorm. Dit wordt gedaan met verwarmingselementen en temperatuurregelingen. Hun taak is om het plastic op de juiste smelttemperatuur te houden. Op deze manier kunnen we de stroomlengte van het plastic effectief verlengen.
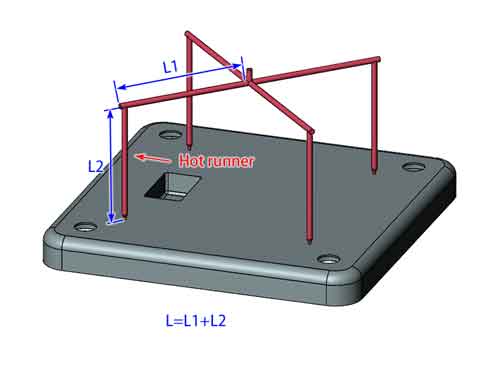
Gebruik warmloopkanaal wanneer de totale lengte (L) te lang is
(De totale lengte van de loopkanaal L=L1+L2. Wanneer L te lang is, is het beter om warmloopkanaal te gebruiken.)
(Onderaanzicht)
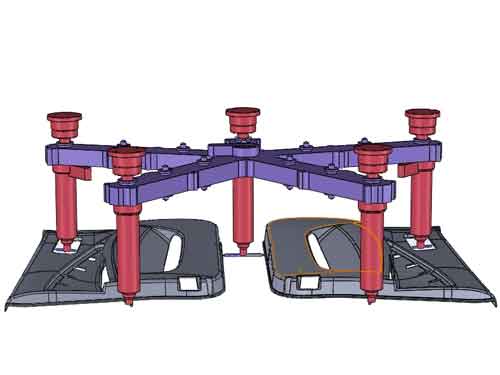
Hier is nog een voorbeeld:
Vermindering van materiaalverspilling en cyclusduur
Zoals je kunt zien aan dit voorbeeld, zijn voor kleine plastic componenten de sproeipoort en runner zwaarder en koelen ze langzamer af dan de onderdelen zelf. Het gebruik van warme runners in plaats van koude runners kan helpen om materiaalverspilling en cyclustijd aanzienlijk te verminderen.
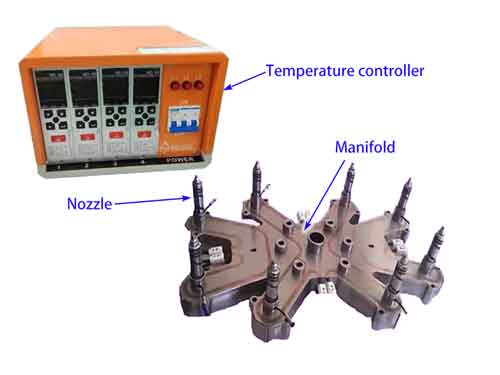
Waaruit een heetkanaalsysteem bestaat:
Temperatuurregelaars: Bewaken en regelen de plastic temperatuur door het hele systeem.
Verdeelstuk: Verdeelt gesmolten plastic gelijkmatig naar spuitmonden. Opmerkelijk is dat het verdeelstuk niet vereist is in gevallen waar de spuitmond zich in het midden van een enkelholte matrijs bevindt.
Spuitmonden: Deze dienen als toegangspunten voor het inspuiten van gesmolten plastic in de matrijs.
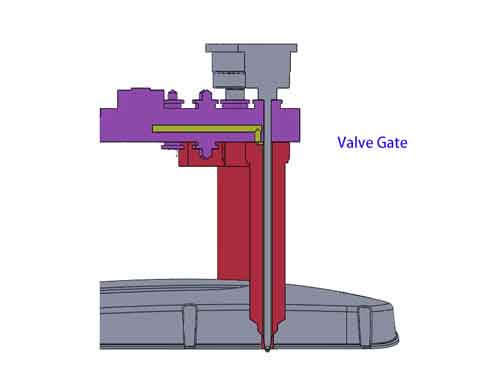
Soorten heetkanalen:
Puntvormige ingang: Kleine diameter, minimaal restant; geschikt voor ingewikkelde of kleine onderdelen.
Klepingang: Een aanpasbaar ingangstype, het maakt gecontroleerde plasticstroom mogelijk door te openen en te sluiten. Dit minimaliseert restant en is nuttig voor het ingaten van meerdere holtes.
Open ingang: Directe stroomweg, geschikt voor diverse ingangen, elimineert of minimaliseert loopkanalen.
Voordelen:
Flexibel ingangsontwerp: Geen afstandsbeperkingen, veelzijdige ingangsplaatsing.
Verbeterde onderdeelkwaliteit: Door plastic gesmolten te houden, wordt het optreden van defecten gerelateerd aan koude slakken in loopkanalen verminderd.
Verminderd materiaalafval: Geen koude loopkanalen, minder afval en kosten.
Snellere cyclus tijden: Geen noodzaak om loopkanalen en aanvoeren per schot te koelen.
Nadelen:
Hoge initiële en onderhoudskosten
Meer afval bij kleurwisselingen
Opstarttijd: Vereist verwarming en stabilisatie voorafgaand aan productie.
Conclusie:
Het kiezen van het juiste type instroomopening is een cruciaal onderdeel van succesvol spuitgieten. Van efficiënte heetkanaalsystemen tot onopvallende onderwater- en tunnelinstroomopeningen, elk heeft zijn voordelen. Denk aan kosten, snelheid en uiterlijk om te vinden wat het beste werkt voor uw onderdelen. Het kiezen van de juiste instroomopening helpt u om uitstekende producten te maken en uw spuitgietproces te verbeteren.
Wij zijn experts in kunststof spuitgieten. Neem nu contact met ons op en vraag snel een offerte aan!