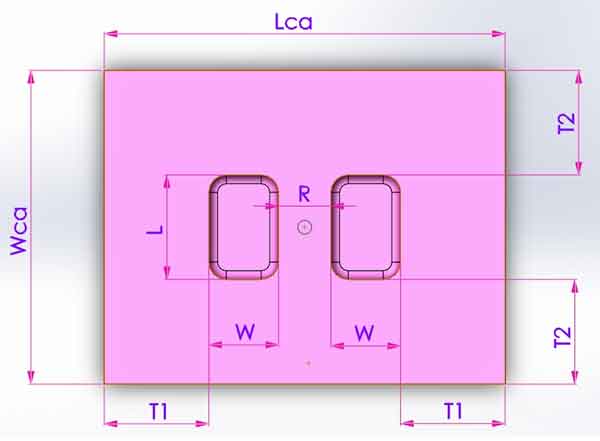


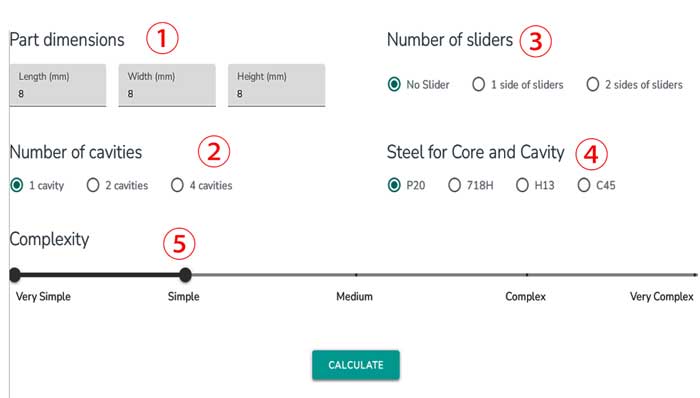
Zorg ervoor dat de lengte (L) groter is dan de breedte (W), anders wisselen de waarden automatisch.
Noot: Maximale waarde voor L, W en H: 600mm
Minimale waarde voor L, W en H: 8mm (gebruik 8mm als de waarde kleiner is)


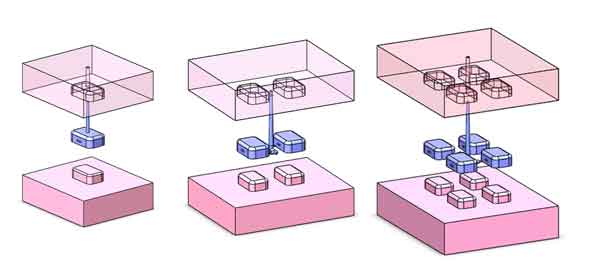
Er zijn 3 opties: 1 caviteit, 2 caviteiten en 4 caviteiten.
Er zijn hier 3 opties: geen schuifregelaar, 1 kant met schuifregelaars en 2 kanten met schuifregelaars
Opmerking: Als er meerdere schuifregelaars aan dezelfde kant zijn, worden ze beschouwd als 1 kant met schuifregelaars.

Voor helicale tandwielen kiest u 2 zijden van schuivers omdat er een spiraalvormig uitwerpmechanisme is.
Waarbij P20 - low end; 718H (medium); H13 (high end), deze gietstalen het meest gebruikt worden.
C45 wordt soms ook gebruikt in low end toepassingen.
De complexiteitsniveaus zijn onderverdeeld in vijf categorieën: zeer eenvoudig, eenvoudig, gemiddeld, complex en zeer complex. Een “eenvoudige” classificatie duidt op minimale kleine details, lagere precisievereisten, minder en kleinere schuifregelaars en lagere ribben. Aan de andere kant suggereert een “complexe” classificatie de aanwezigheid van meer ingewikkelde details, hogere precisie, grotere en meer schuifregelaars en hogere ribben, in wezen het omgekeerde van de eenvoudige categorie.
Voor een volledig begrip, verwijs naar de eerder besproken factoren die de prijsfactor van de schimmel beïnvloeden.
Het is raadzaam om 2 of 3 complexiteitsniveaus te kiezen om een brede prijsklasse te bieden voor een meer informatieve referentie.
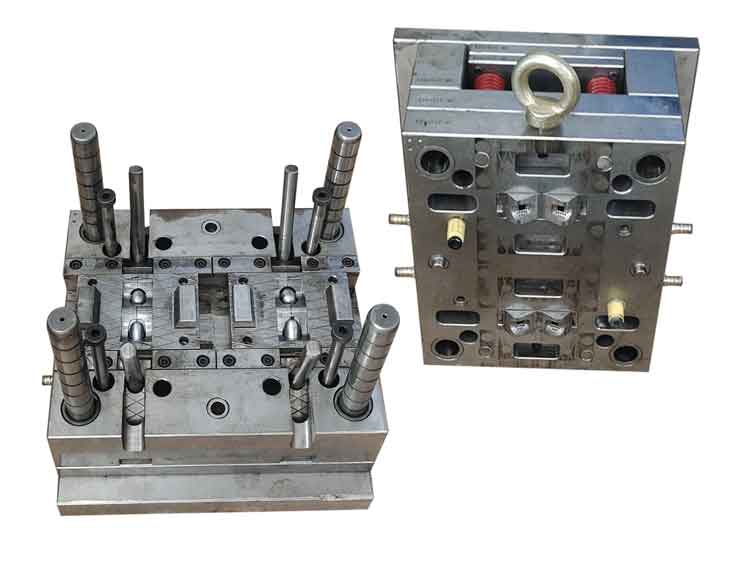
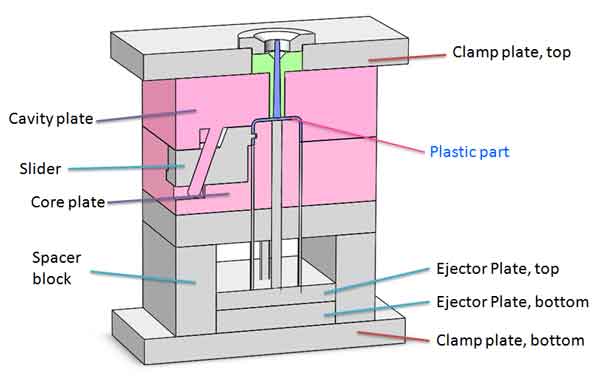
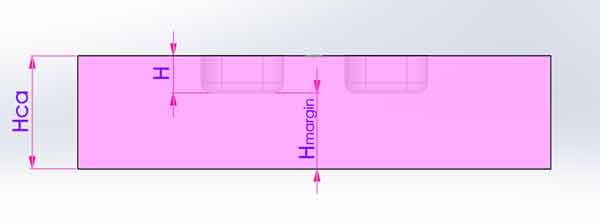
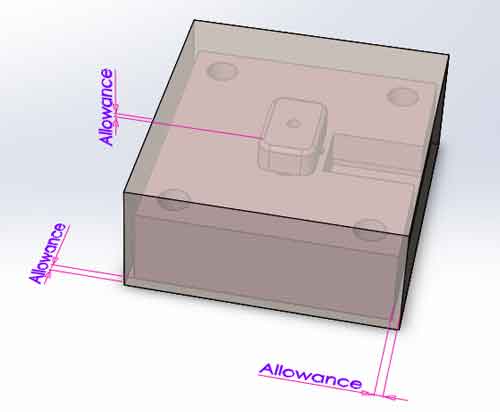
Dit is de schatting van de afmetingen van de mal, zodat je een visueel idee hebt van hoe de mal eruit komt te zien.
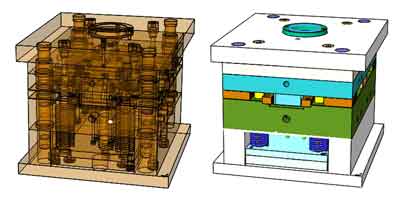
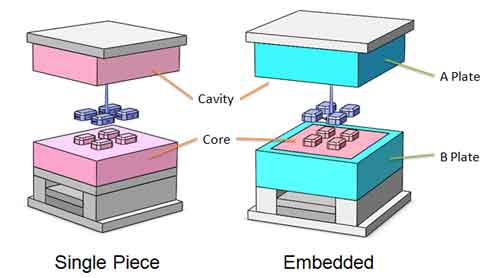
Omdat het staal voor de kern en de holte van duurder staal zijn gemaakt, worden ze vaak ingebed in de A/B-platen zodat ze kleiner kunnen worden gemaakt.
De calculator vergelijkt automatisch de resultaten van ingebedde en uit één stuk bestaande ontwerpen en kiest de beste optie.
Deze calculator geeft 2-3 prijzen, elk overeenkomend met een ander complexiteitsniveau, zodat je een prijsbereik krijgt dat een betere referentie biedt. Elke prijs geeft een uitsplitsing van de kosten en hun percentage.





De meeste matrijsprijzen liggen tussen $1.000 en $10.000. De kosten van sommige grootschalige matrijzen, zoals die voor auto-onderdelen, kunnen echter oplopen tot enkele honderdduizenden dollars. De kosten van sommige grootschalige matrijzen, zoals die voor auto-onderdelen, kunnen echter oplopen tot enkele honderdduizenden dollars.
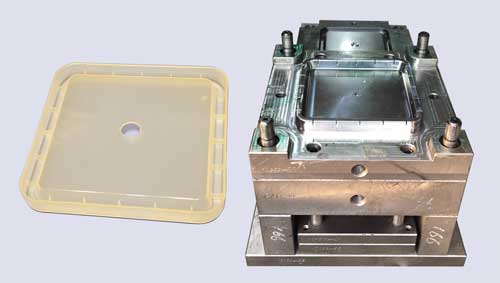
De materiaalkosten maken over het algemeen 20-35% uit van de totale malprijs. Voor sommige grotere en eenvoudigere mallen kunnen de materiaalkosten echter 60-70% van de totale kosten uitmaken, zoals de stoel in het onderstaande voorbeeld.

Als een kleine fabrikant van matrijzen een basisprijs opgeeft, kan een middelgrote fabrikant 1,5 tot 2 keer dat bedrag opgeven, terwijl een grote fabrikant 2 tot 2,5 keer de basisprijs kan opgeven. Deze variatie is te wijten aan verschillen in overheadkosten en winstverwachtingen tussen de fabrikanten.
Niet noodzakelijkerwijs.
Kleine matrijzenmakers besteden misschien meer aandacht aan elk project, maar hun capaciteiten lopen sterk uiteen. Sommigen missen de nodige vaardigheden om kwaliteitsresultaten te behalen, dus onderscheidingsvermogen is cruciaal.
Middelgrote fabrikanten bieden mogelijk minder focus op je project en kunnen hun technische vaardigheid niet garanderen, net als kleinere fabrieken.
Grote matrijsfabrikanten beschikken over sterke technische capaciteiten, maar geven misschien minder prioriteit aan je project. Hoewel het risico het laagst is bij grote fabrikanten, kan samenwerking met hen flexibiliteit en aanpassingsvermogen missen.
Daarom is het antwoord op deze vraag niet absoluut en vereist het een grondige due diligence.
Neem de volgende aspecten in overweging om de kwaliteit van de schimmel snel te beoordelen:
De rationaliteit van het ontwerp, zoals het ontwerp van de poort en de plaatsing van de koelkanalen; de precisie van de bewerking, met minimale sporen van latere verfijningen; en een handmatige test van het indrukken van de uitwerpplaat, die soepel moet bewegen, wat de algehele nauwkeurigheid van de bewerking aangeeft.
Verschillende benaderingen kunnen helpen om de schimmelkosten te verlagen, waaronder:
- Intelligent productontwerp, zoals het verminderen van ondersnijdingen en het verlagen van ribhoogtes, wat het matrijsontwerp kan vereenvoudigen.
- Familieschimmels gebruiken, waardoor er minder schimmels nodig zijn.
- Het kiezen van de juiste materialen voor het staal van de mal. Voor sommige mallen kan een materiaal van een lagere kwaliteit worden gebruikt voor de kern, omdat de holte vatbaarder is voor slijtage, wat leidt tot bramen.
- Tot slot is het van cruciaal belang om samen te werken met de juiste productiefaciliteit voor matrijzen.
De kosten van mallen op basis van gewicht variëren meestal van $8 tot $50 per kilogram. Deze variatie wordt beïnvloed door het type staal dat voor de mal wordt gebruikt en de complexiteit en grootte van de mal.
Hoewel de prijs van matrijsstaal, die varieert van $2 tot $20 per kilogram, zou kunnen suggereren dat de matrijskosten relatief hoog zijn, is dat niet noodzakelijk het geval. De materiaalkosten alleen al kunnen 20% tot 35% van de totale matrijsprijs uitmaken en kunnen zelfs 50% overschrijden.
Dit komt doordat de prijs is gebaseerd op het nettogewicht van de mal, terwijl het materiaal dat daadwerkelijk wordt gebruikt vaak groter is dan dit gewicht. Bovendien houdt de prijs geen rekening met matrijstoebehoren, die als complete producten worden verkocht en niet per gewicht worden geprijsd, noch met de materialen voor elektrische ontladingsbewerking (EDM), zoals koper- of grafietelektroden. Deze factoren maken de prijsstructuur van de matrijs complexer.