
目次
トグル射出成形部品にプラスチックアニーリングが必要な理由
プラスチックの焼きなましの目的は、プラスチック製品の射出成形時に生じるいくつかの問題に対処することです。プラスチックの射出成形プロセスでは、温度や圧力などの要因により、製品内部に内部応力がしばしば発生します。これらの内部応力が大きすぎると、最終製品の寸法不安定、反り、変形、さらには割れなどの品質問題を引き起こす可能性があります。鋼が焼きなましを必要とするように、プラスチック製品も焼きなましプロセスを通じて改善することができます。.
焼きなましは主に、プラスチック製品を特定の温度に加熱し、その後制御された条件下でゆっくり冷却することを含みます。このプロセスにより、プラスチック内部の分子が再配列され、内部応力を低減または除去し、製品の寸法安定性と全体的な品質を向上させることができます。.
焼きなましに加えて、プラスチック製品の後処理には調湿が含まれます。調湿はプラスチック材料の湿度を高めることであり、特にPA(ポリアミド)材料にとって重要である材料の靭性を向上させることができます。材料の水分含有量を調整することで、その機械的特性を改善し、最終製品をより耐久性があり使用中に安定させることができます。.
要約すると、アニーリングと水分調整はプラスチック加工における重要な工程です。これらは製品の性能と品質を向上させ、プラスチック製品の日常使用における安定性と耐久性を確保するのに役立ちます。.
射出成形製品における内部応力の原因
射出成形製品の内部応力は、いくつかの要因から生じることがあります:
- 不均一冷却 金型内のプラスチック部品の.
- 不均一可塑化.
- プラスチック部品内のプラスチック分子の不均一な結晶化と配向 プラスチック部品内のプラスチック分子の不均一な結晶化と配向.
- 使用 金属インサート, これは、隣接する領域と比較してインサート付近の温度と冷却速度に大きな差を生み出します。.

これらの要因により、プラスチック部品の異なる部分で収縮の不均一が生じ、必然的に内部応力が発生します。内部応力の存在は、プラスチック部品の使用中に変形や割れを引き起こすことが多いです。したがって、これらの応力を除去する方法を見つけることが重要です。.
プラスチックの特性と使用要件に応じて、部品はアニーリングと水分調整処理を受けることができます。これらのプロセスは、内部応力を低減し、プラスチック製品の全体的な品質と耐久性を向上させるために調整されています。.
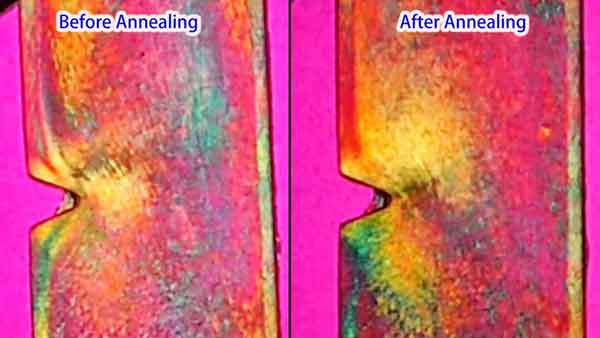
注:画像から、Vノッチ下部の応力領域が熱処理後に消失していることが観察できます。
プラスチック焼きなましの工程
プラスチックアニーリングは、不均一な冷却や製造工程中に生じる可能性のあるプラスチック部品の内部応力を低減するために設計された熱処理です。アニーリングプロセスは通常、以下のステップを含みます:
加熱:この方法は、プラスチック部品を特定の温度のオーブンまたは液体媒体(温水、熱鉱物油、グリセリン、エチレングリコール、または液体パラフィンなど)に一定期間置き、その後ゆっくり冷却することを含みます。焼きなまし温度は、一般的に部品の使用温度より10〜20°C高いか、プラスチックの熱変形温度より10〜20°C低く制御されます。温度が高すぎると部品の反りや変形を引き起こし、低すぎると意図した後処理効果が得られません。焼きなましの時間は、プラスチックの種類、加熱媒体の温度、部品の形状と肉厚、および部品の精度要求に依存します。.
温度保持:部品はこの温度で一定期間保持され、内部応力が再分布することを可能にします。時間はプラスチックの種類と部品の厚さに依存します。.
ゆっくり冷却:焼きなましプロセスを完了した後、新しい応力の形成を防ぐために部品をゆっくり冷却することが重要です。これは通常、加熱源を切った後、部品をオーブン内で自然に冷却させ、徐々に室温に達するようにすることで達成されます。.
各タイプのプラスチック材料には、固有のアニーリング温度と時間があります。例えば、ABS、ポリカーボネート、ナイロンなどの材料は、それぞれ異なるアニーリング要件を持っています。したがって、アニーリングプロセスは使用するプラスチックの特定のタイプに応じて調整する必要があります。適切なアニーリング処理は、プラスチック製品の寸法安定性を大幅に改善し、割れの可能性を低減することができます。.

注:ここに表示されているのは、自動車のヘッドライトカバーの熱処理プロセスです。製品材料はPC(ポリカーボネート)であり、処理は130°Cの温度で3時間の時間で行われます。
焼きなまし処理の結果
焼きなましプロセスは、プラスチック部品の処理において重要な結果をもたらします。まず、内部応力を除去し、寸法を安定化します。この側面は、プラスチック製品の形状とサイズの一貫性を維持するために重要です。.
結晶性プラスチックの場合、焼きなましは結晶化度を向上させ、結晶構造を安定化させることもできます。この改善により、通常、材料の弾性率と硬度が向上します。ただし、このプロセスは破断伸び率を低下させる可能性があることに注意することが重要です。.
すべてのプラスチック部品が必ずしも後処理を必要とするわけではないことは言及する価値があります。例えば、ポリオキシメチレン(POM)や塩素化ポリエーテルプラスチックは、内部応力を持っていても、それらを徐々に自己消滅させることができます。これは、ポリマーの高い柔軟性と、それらのガラス転移温度が比較的低いためです。したがって、プラスチック部品に対する要求が厳しくない場合、後処理は不要かもしれません。この後処理プロセスの柔軟性により、対象となるプラスチック材料の具体的なニーズと特性に応じて、より適切なアプローチを取ることが可能になります。.
一般的なプラスチックの焼きなましプロセス
以下の情報は、いくつかの一般的なタイプのプラスチックに対する推奨アニーリング温度と媒体を提供します。このクイックリファレンスガイドは、異なるプラスチック材料に特化したアニーリングプロセスを理解するのに役立ちます。.
| プラスチックタイプ | ミディアム | 焼きなまし温度(°C) |
|---|---|---|
| ABS | 水または空気 | 60~75 |
| PS | 水または空気 | 60~70 |
| PMMA | 空気 | 75 |
| POM | 油または空気 | 160 |
| PP | 空気 | 150 |
| HDPE | 水 | 100 |
| PC | 油または空気 | 120~130 |
| PET | 窒素充填炉 | 130~150 |
| PBT | 塩素充填炉 | 130~150 |
| PA6 | 水または油 | 100-130 |
| PA66 | 水/酢酸カリウム(1/1.25) 3~6 | 100 |
この表は一般的なガイドとして機能します。正確なアニーリング温度と媒体は、プラスチックの特定のグレードや最終製品の望ましい特性に応じて異なる場合があることに注意することが重要です。プラスチック部品の厚さ、サイズ、複雑さに基づいて調整が必要な場合があります。.
結論
要約すると、熱処理は射出成形製品では一般的に使用されるプロセスではありません。ほとんどの場合、製品は時間の経過とともに自然に経時変化させて応力を解放します。さらに、焼きなまし以外にも、現在では超音波処理や高圧の適用によって内部応力を解放する方法があります。しかし、プラスチックの焼きなましプロセスを理解することで、射出成形部品の生産についてより包括的な洞察が得られ、必要な状況でその使用が可能になります。.