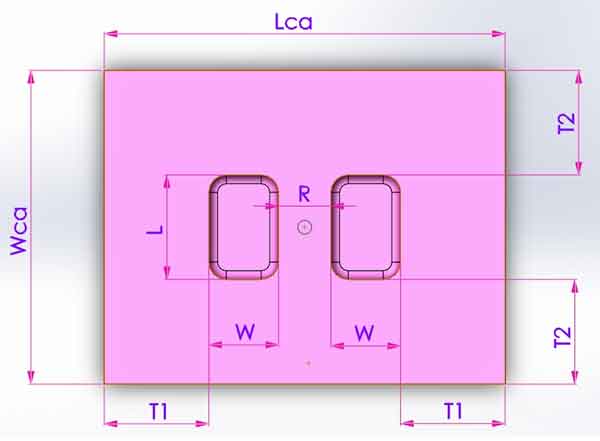


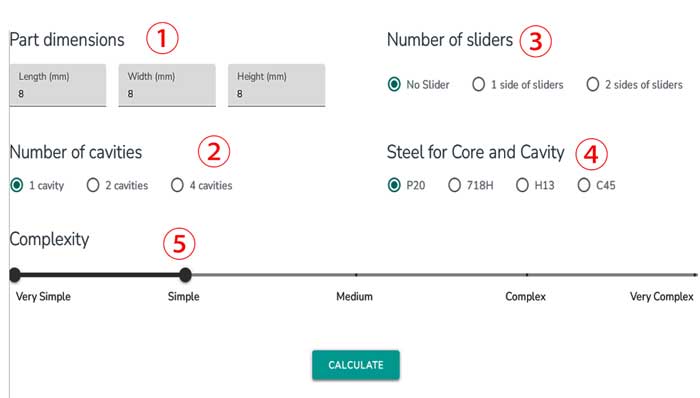
Assicurarsi che la lunghezza (L) sia maggiore della larghezza (W), altrimenti i loro valori si scambieranno automaticamente.
Nota: Valore massimo per L, W e H: 600 mm
Valore minimo per L, W e H: 8 mm (utilizzare 8 mm se il valore è inferiore)


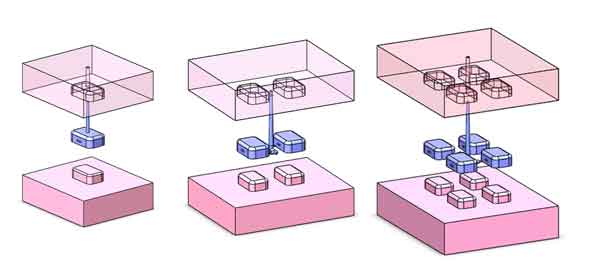
Sono disponibili 3 opzioni: 1 cavità, 2 cavità e 4 cavità.
Sono disponibili 3 opzioni: nessun cursore, 1 lato di cursori e 2 lati di cursori
Nota: se ci sono molti cursori sullo stesso lato, sono considerati 1 lato di cursori.

Per gli ingranaggi elicoidali, scegliere 2 lati di cursori perché è presente un meccanismo di espulsione elicoidale.
Dove P20 - fascia bassa; 718H (fascia media); H13 (fascia alta), questi acciai per stampi sono i più comunemente utilizzati.
Anche il C45 è talvolta utilizzato in applicazioni di fascia bassa.
I livelli di complessità sono suddivisi in cinque categorie: molto semplice, semplice, medio, complesso e molto complesso. Una classificazione “semplice” indica la presenza di dettagli minimi e piccoli, requisiti di precisione inferiori, cursori meno numerosi e più piccoli e costole più basse. Una classificazione “complessa”, invece, suggerisce la presenza di dettagli più intricati, una maggiore precisione, cursori più grandi e più numerosi e nervature più alte, essenzialmente l'inverso della categoria semplice.
Per una comprensione completa, si rimanda ai fattori precedentemente discussi che influenzano il fattore prezzo dello stampo.
È consigliabile selezionare 2 o 3 livelli di complessità per fornire un'ampia gamma di prezzi per un riferimento più informativo.
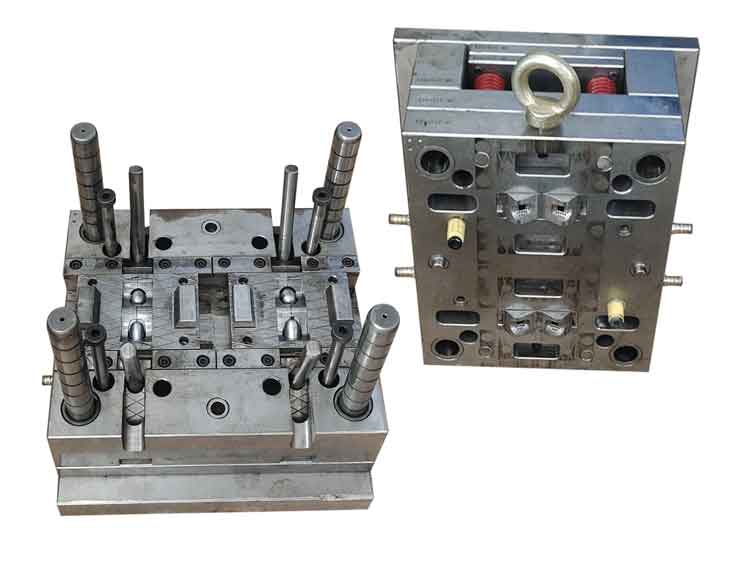
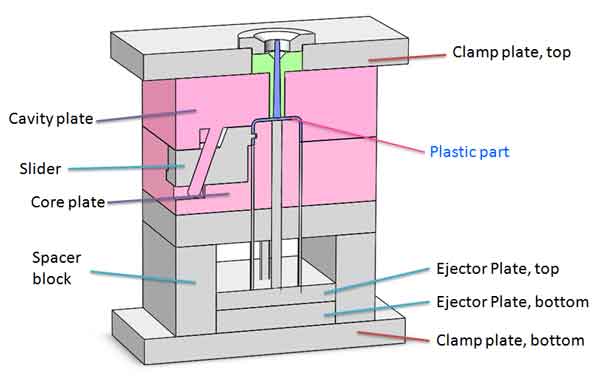
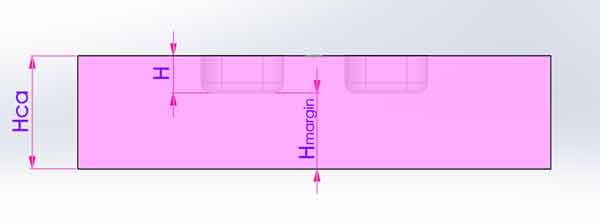
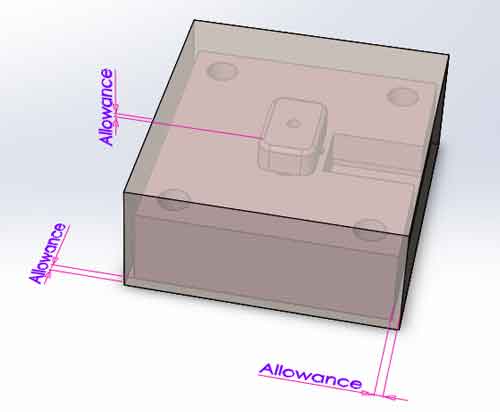
Si tratta della stima delle dimensioni dello stampo, in modo da avere una concezione visiva di come sarà lo stampo.
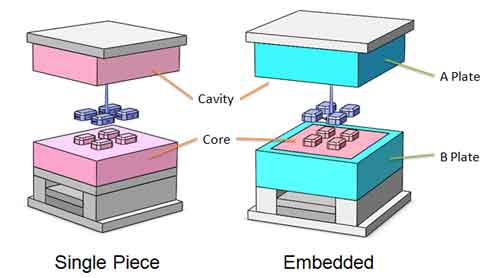
Poiché l'acciaio per il nucleo e la cavità sono più costosi, spesso vengono incorporati nelle piastre A/B in modo da renderle più piccole.
Il calcolatore confronta automaticamente i risultati dei progetti incorporati e di quelli a pezzo singolo e sceglie l'opzione migliore.
Questa calcolatrice fornisce 2-3 prezzi, ciascuno corrispondente a un diverso livello di complessità, in modo da ottenere un intervallo di prezzi che fornisca un riferimento migliore. Ogni prezzo fornisce una ripartizione dei costi e la relativa percentuale.





La maggior parte dei prezzi degli stampi è compresa tra $1.000 e $10.000. Tuttavia, il costo di alcuni stampi di grandi dimensioni, come quelli utilizzati per i componenti automobilistici, può raggiungere diverse centinaia di migliaia di dollari.
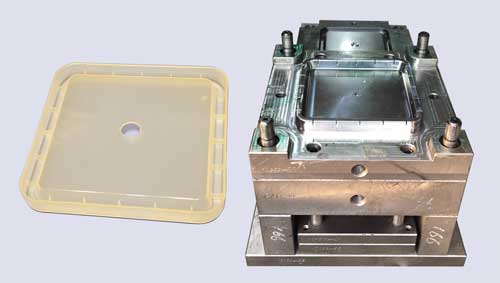
I costi del materiale rappresentano generalmente 20-35% del prezzo totale dello stampo. Tuttavia, per alcuni stampi più grandi e semplici, i costi del materiale possono rappresentare 60-70% del costo totale, come nel caso della sedia illustrata nell'esempio seguente.

Se un piccolo produttore di stampi indica un prezzo base, un produttore di medie dimensioni può indicare un prezzo da 1,5 a 2 volte superiore, mentre un produttore di grandi dimensioni può indicare un prezzo da 2 a 2,5 volte superiore al prezzo base. Questa variazione è dovuta alle differenze nei costi generali e nelle aspettative di profitto tra i produttori.
Non necessariamente.
I piccoli produttori di stampi possono dedicare maggiore attenzione a ciascun progetto, ma le loro capacità variano notevolmente. Alcuni di essi potrebbero non avere le competenze necessarie per ottenere risultati di qualità, quindi è fondamentale il discernimento.
I produttori di medie dimensioni potrebbero offrire una minore attenzione al vostro progetto e non possono garantire la loro competenza tecnica, come le fabbriche più piccole.
I grandi produttori di stampi possiedono forti capacità tecniche, ma potrebbero non dare la stessa priorità al vostro progetto. Anche se il rischio è minore con i grandi produttori, la collaborazione con loro potrebbe mancare di flessibilità e adattabilità.
Pertanto, la risposta a questa domanda non è assoluta e richiede una due diligence approfondita.
Per valutare rapidamente la qualità dello stampo, considerare i seguenti aspetti:
La razionalità della progettazione, come il design del cancello e la disposizione dei canali di raffreddamento; la precisione della lavorazione, con segni minimi dovuti a rifiniture successive; e una prova manuale di spinta della piastra di espulsione, che dovrebbe muoversi in modo fluido, indicando la precisione complessiva della lavorazione.
Diversi approcci possono contribuire a ridurre i costi della muffa, tra cui:
- Progettazione intelligente del prodotto, come la riduzione dei sottosquadri e l'abbassamento dell'altezza delle nervature, che possono semplificare la progettazione dello stampo.
- L'utilizzo di stampi familiari può ridurre il numero totale di stampi necessari.
- Scelta dei materiali d'acciaio per stampi appropriati. Per alcuni stampi, è possibile utilizzare un materiale di qualità inferiore per l'anima, poiché la cavità è più soggetta a usura, con conseguente formazione di bave.
- Infine, è fondamentale collaborare con il giusto impianto di produzione di stampi.
Il costo degli stampi in base al peso varia in genere da $8 a $50 al chilogrammo. Questa variazione è influenzata dal tipo di acciaio utilizzato per lo stampo, nonché dalla complessità e dalle dimensioni dello stampo.
Sebbene il prezzo dell'acciaio per stampi, che varia da $2 a $20 al chilogrammo, possa far pensare che i costi degli stampi siano relativamente elevati, non è necessariamente così. I soli costi dei materiali possono rappresentare da 20% a 35% del prezzo totale dello stampo, e possono addirittura superare le 50%.
Ciò è dovuto al fatto che il prezzo si basa sul peso netto dello stampo, ma il materiale effettivamente utilizzato spesso supera questa quantità. Inoltre, il prezzo non tiene conto degli accessori dello stampo, che sono venduti come prodotti completi non valutati in base al peso, né dei materiali per la lavorazione a scarica elettrica (EDM), come gli elettrodi di rame o grafite. Questi fattori aggiungono complessità alla struttura dei prezzi dello stampo.