قالبگیری تزریقی میکرو در صنایع مختلف کاربردهای متنوعی دارد، از جمله:
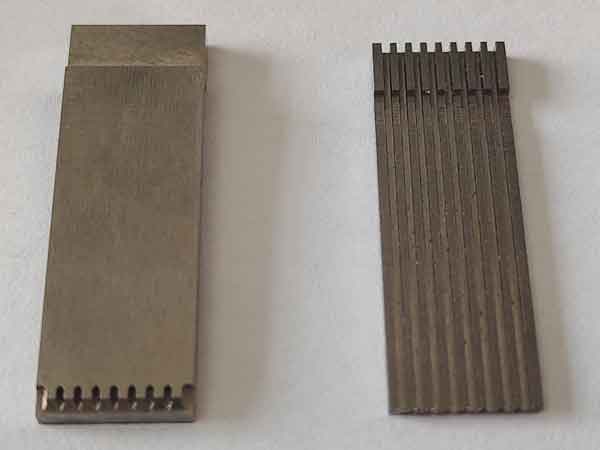
- دندههای ریز: تولید چرخدندههای کوچک و دقیق مورد استفاده در دستگاهها و سیستمهای مختلف.
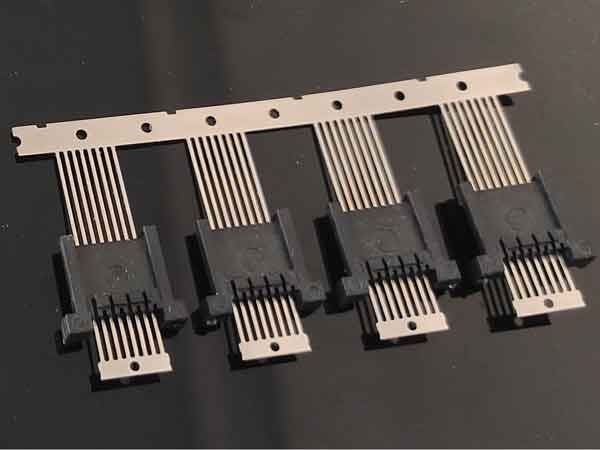
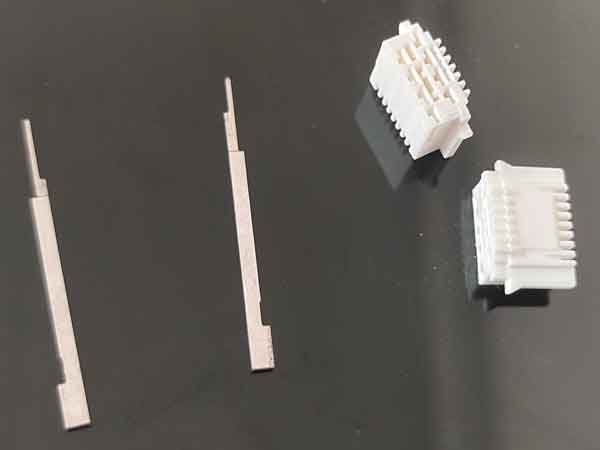
- اتصالات الکترونیکی: ساخت اتصالات مینیاتوری برای تجهیزات الکترونیکی.
- سوئیچهای ریز: تولید سوئیچهای ریز مورد استفاده در الکترونیک.
- محفظهها: ایجاد محفظههای فشرده برای قطعات الکترونیکی و مکانیکی.
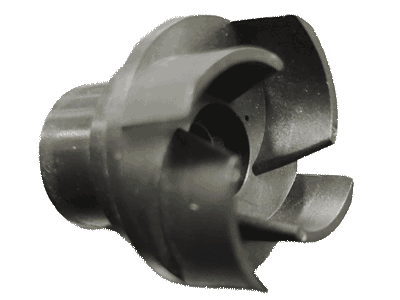
- میراکنندههای چرخشی خودرو: تولید قطعات برای سیستمهای خودرویی.
- قطعات خودکار: ساخت قطعات کوچک برای خودکار.
- قطعات پهپاد: تولید قطعات دقیق برای پهپادها.
- هدفونها: ایجاد قطعات پیچیده برای مونتاژ هدفون.
- تجهیزات پزشکی: توسعه قطعات حیاتی برای دستگاههای پزشکی، شامل نوک کاتتر، اجزای سرنگ، دستگاههای میکروفلوییدیک و اجزای ابزار جراحی.
این کاربردها نشاندهنده تطبیقپذیری قالبگیری تزریقی میکرو در تولید قطعات پلاستیکی کوچک و با دقت بالا است که در طیف گستردهای از صنایع و محصولات استفاده میشوند.