
Inhaltsübersicht
Umschalten aufWas sind Oberflächenbehandlungen beim Spritzgießen?
Die Oberflächenbeschaffenheit beim Spritzgießen bezieht sich auf bestimmte Rauheiten, Texturen oder Muster, die auf der Oberfläche einer Form erzeugt werden, und umfasst nicht nur die Oberflächenrauhigkeit, sondern auch verschiedene Designmuster.
Oberflächenrauheit und -textur werden üblicherweise durch anerkannte Industriestandards wie SPI, VDI 3400 und MT definiert. Wir werden diese Standards im Folgenden genauer erläutern, um bei der Auswahl der Oberflächengüte zu unterstützen.
Im Vergleich zu standardmäßigen Oberflächenrauheiten bieten Designmuster eine breitere Palette an visuellen Effekten. Diese Muster können natürliche Materialien wie Holzmaserung oder Leder nachahmen oder abstrakte geometrische Designs erzeugen. Sie werden in Branchen wie Automobil, Elektronik und Konsumgütern weit verbreitet eingesetzt.
Durch die Auswahl der richtigen Formoberflächenbeschaffenheit können Hersteller das Produktaussehen verbessern, die Gebrauchstauglichkeit erhöhen und geringfügige Oberflächendefekte, die während der Produktion entstehen, kaschieren.
Die Rolle der Oberflächenbeschaffenheit beim Spritzgießen
Im Allgemeinen erfüllen Spritzguss-Oberflächenbeschaffenheiten mehrere wichtige Funktionen:
- Verbessern des Produktaussehens und Steigern der Designattraktivität;
- Erhöhen der Griffigkeit und Schaffen eines besseren Tastgefühls;
- Verbessern der Haftung von Beschichtungen, Lackierungen oder Plattierungen;
- Helfen, Oberflächenunvollkommenheiten aus dem Fertigungsprozess zu verbergen;
- Verbessern der Klarheit und optischen Leistung für transparente Teile.
Auf diese Weise wird die Technologie der Formoberflächenstruktur zu einem integralen Bestandteil des Produktdesigns, der die Funktionalität, Ästhetik und Leistung verbessert und damit die Wettbewerbsfähigkeit des Endprodukts steigert.
Verarbeitungsmethoden für die Oberflächenbearbeitung von Spritzgussformen
Die Oberflächenbeschaffenheit von Gussformen kann durch eine Vielzahl von Bearbeitungsmethoden hergestellt werden, von denen jede ihre eigenen Merkmale und geeigneten Anwendungen hat. Hier sind einige gängige Bearbeitungsmethoden:
EDM (Funkenerosion) – Sandartige Textur
Elektroerosives Bearbeiten (EDM) nutzt durch elektrische Funken erzeugte hohe Temperaturen, um Material zu schmelzen und zu verdampfen. Dieser Prozess bildet natürlicherweise eine sandartige Textur auf der Formoberfläche, allgemein bezeichnet als EDM-Oberfläche/Textur oder Funkenerosionstextur.
Oberflächentextur und Steuerung
Das Erscheinungsbild von EDM-Oberflächen kann mit dem VDI 3400-Standard (der weiter unten vorgestellt wird) verglichen werden. Durch Anpassung der Entladungsparameter, wie Erhöhung von Strom und Pulsbreite, können unterschiedliche Rauheitsgrade erreicht werden.
EDM vs. Sandstrahlen
EDM-erzeugte Texturen ähneln dem Sandstrahlen, bieten jedoch mehrere Vorteile, wie bessere Gleichmäßigkeit und länger anhaltende Ergebnisse. Dies macht EDM zur idealen Wahl für gleichmäßigere und haltbarere Oberflächenveredelungen.
Bedeutung der Spezifizierung von EDM-Oberflächentexturen
Wenn eine sandähnliche Textur erforderlich ist, ist es wichtig, die gewünschte EDM-Textur vor der Formenproduktion zu spezifizieren. Dadurch wird sichergestellt, dass die Textur direkt während der Herstellung integriert wird, was Zeit spart und Kosten reduziert. Zudem sind EDM-Oberflächentexturen haltbarer und behalten ihr Aussehen über die Zeit bei.
Manuelles Polieren – Glatt / Spiegelfinish / Gebürstete Oberfläche
Manuelles Polieren umfasst den Einsatz von Schleifmaterialien und Werkzeugen, um die Formenoberfläche manuell zu glätten. Dieser Prozess ist besonders effektiv, um Bearbeitungsspuren, leichte Kratzer zu entfernen und einen gewünschten Glättungsgrad zu erreichen.
Optionen für Hochglanz- und gebürstete Oberflächen
Dieses Verfahren eignet sich besonders für Formen, die hohe Glanzgrade erfordern, wie solche mit hochreflektierenden Oberflächen. Das Oberflächenbild kann anhand der SPI A1 bis A3-Standards für Hochglanzoberflächen referenziert werden.
Manuelles Polieren kann auch eine gebürstete Oberfläche erzielen, was den SPI B und C Standards entspricht.
Erste Schritte und spiegelglatte Oberfläche
Der erste Schritt besteht typischerweise darin, einen Schleifstein zu verwenden, um Bearbeitungsspuren zu entfernen. Anschließend folgen feinere Sandpapiergrade, um die Oberflächenglätte zu verbessern.
Um einen spiegelähnlichen Glanz zu erzielen, werden Wollräder in Kombination mit Diamantpaste eingesetzt. Polieren ist ein sorgfältiger Prozess, der viel Geduld und Präzision erfordert und oft in staubfreien Werkstätten durchgeführt wird.
Rolle in weiteren Oberflächenbehandlungen
Manuelles Polieren dient auch als Grundlage für weitere Formenoberflächenbehandlungen, wie Sandstrahlen, chemisches und Lasergravieren.
Für bestimmte hochpräzise Kunststoffprodukte erfordern T0-Muster polierte Oberflächen zur gründlichen Überprüfung der Oberflächenqualität. Erst nach diesem anfänglichen Polierschritt werden zusätzliche Oberflächentexturen aufgebracht, was die entscheidende Rolle des Polierens in der Formenbearbeitung unterstreicht.


CNC-Elektrode + EDM – Große und tiefe Muster
In der Formenherstellung sind die Muster in der Formkavität das Gegenteil des Kunststoffteils. Zum Beispiel entsprechen erhabene Merkmale am Kunststoff vertieften Merkmalen in der Form. Diese Methode umfasst zunächst die Bearbeitung einer Elektrode (üblicherweise aus Kupfer oder Graphit) mit einem Muster, das dem Kunststoffteil entspricht. Die Elektrode wird dann beim EDM (Funkenerosion) verwendet, um das umgekehrte Muster auf die Form zu übertragen.
Erzielen kleiner Radien und scharfer Konturen
Dieser Ansatz ermöglicht die Erstellung erhabener Merkmale mit sehr kleinen Radien oder scharfen Spitzen. Da Fräswerkzeuge rund sind, ist eine direkte Bearbeitung vertiefter Merkmale zu einem scharfen Winkel nicht möglich, was diese kombinierte CNC + EDM-Methode für bestimmte Geometrien unerlässlich macht.
Vorteile und Anwendungen
CNC-Elektrode + EDM ist eine traditionelle und unkomplizierte Technik. Sie eignet sich besonders für die Herstellung von großen oder tiefen Texturen, wie beispielsweise Dekorationsmuster oder Logos. Die Methode bewältigt zuverlässig Merkmale, die eine Tiefe und Größe erfordern, die über die Fähigkeiten der direkten Fräsbearbeitung hinausgehen.
Einschränkungen und Oberflächenqualität
Diese Methode ist jedoch für sehr feine oder komplexe Muster nicht effektiv. Komplexe Muster erfordern lange CNC-Bearbeitungszeiten, und die Formoberfläche behält oft Bearbeitungsspuren bei, die nachpoliert werden müssen. Dadurch kann sich die Oberfläche leicht rau anfühlen und extrem feine oder stark strukturierte Oberflächen sind nicht erreichbar.

Sandstrahlen - Sandähnliche Textur
Beim Sandstrahlen werden Sandpartikel mit hoher Geschwindigkeit auf die Oberfläche der Form geschleudert und aufgeraut. Diese einfache und schnelle Methode eignet sich besonders für die Behandlung großer Flächen auf einer Form.
Materialien und Grobheit
Für das Sandstrahlen werden häufig Materialien wie Siliziumkarbid und Glasperlen verwendet. Ihre Rauheit wird in Maschenweiten gemessen, die typischerweise von etwa 10 bis zu mehreren hundert reichen, wobei 80 bis 200 Maschen am häufigsten gewählt werden.
Oberflächentextur und Gleichmäßigkeit
Obwohl Sandstrahlen auf verschiedene Oberflächen der Form angewendet werden kann, neigen Boden und Seiten dazu, unterschiedliche Sandtextureffekte zu erzeugen, was zu einer ungleichmäßigen Oberflächenbeschaffenheit führt. Zudem kann die Oberfläche glänzend werden, wenn das Sandstrahlen zu lange durchgeführt wird.
Haltbarkeit sandgestrahlter Oberflächen
Mit Sandstrahlen behandelte Oberflächen neigen dazu, sich mit der Zeit zu glätten und ihre Textur zu verlieren. Im Vergleich zu Texturen, die mit anderen Methoden erzeugt werden, haben sandgestrahlte Oberflächen eine kürzere Lebensdauer und erfordern regelmäßige Nachbearbeitung, um den gewünschten Effekt aufrechtzuerhalten.
Chemisches Ätzen – Sandtextur, Ledertextur, Geometrische Muster
Prozessübersicht
Der Prozess beginnt mit dem Polieren der Formoberfläche zu einem glatten Finish (Ra ≤ 0,4 µm). Nach der Reinigung der Oberfläche, um Öl zu entfernen, wird eine Schicht Fotolack aufgetragen.
Als nächstes wird ein Film über die Form gelegt und UV-Licht zur Belichtung verwendet. Die belichteten Bereiche des Fotolacks härten aus, während die unbelichteten Bereiche aufgelöst und abgewaschen werden können.
Sobald der unerwünschte Fotolack entfernt ist, wird eine saure Lösung aufgetragen, um die Oberfläche zu ätzen. Dieser Prozess erzeugt die gewünschten Muster, wie Texturen oder geometrische Designs.
Haltbarkeit und Vergleich
Chemisches Ätzen bietet eine relativ lange Lebensdauer für die erzeugte Textur, ähnlich wie bei EDM-erzeugten Texturen. Es ist deutlich langlebiger als sandgestrahlte Texturen.
Prozesskomplexität und Kosten
Allerdings ist der chemische Ätzprozess komplexer und etwas kostspieliger als andere Methoden. Es ist auch möglich, die geätzte Oberfläche nachzubearbeiten, aber jede Nachbearbeitung führt zu einem gewissen Verlust der Maßgenauigkeit.
Präzisionsgrenzen
Während chemisches Ätzen eine gute Haltbarkeit bietet, fehlt ihm die Präzision von Galvanoformung und Lasergravur. Dies macht es ungeeignet für die Erzeugung feiner Details wie Poren oder Nähte auf der Oberfläche.

Galvanisieren – Helle Formoberfläche
Beim Galvanisieren wird eine dünne Metallschicht auf die Oberfläche einer Form aufgebracht. Dieser Prozess verbessert die Verschleißfestigkeit, bietet Korrosionsschutz und verleiht eine dekorative, glänzende Oberfläche.
Häufige Galvanisierungsarten
Die am häufigsten verwendeten Galvanisierungsverfahren für Formen umfassen Nickelbeschichtung, Chrombeschichtung und Titanbeschichtung (PVD-Vakuumbeschichtung). Diese Techniken ermöglichen es der Formoberfläche, ultra-glatte, spiegelähnliche Oberflächen mit sehr hohem Glanzgrad zu erreichen.
Vorteile der Galvanisierung
Das Galvanisieren verbessert nicht nur die Oberflächenhärte und Verschleißfestigkeit, sondern reduziert auch die Haftung von Kunststoffprodukten, was das Anhaften beim Spritzgießen minimiert. Dies erleichtert das Entformen und verlängert die Lebensdauer der Form.
Einschränkungen und Überlegungen
Trotz ihrer Vorteile sind galvanisierte Schichten spröde und können bei erheblichem Aufprall abplatzen. Die Beschichtungen sind dünn und obwohl verschleißfest, sind sie schwer zu reparieren; selbst kleinere Reparaturen können unwirksam sein. Zudem kann eine Verdickung der Beschichtung an feinen Ecken oder scharfen Details die ursprüngliche Geometrie verschleiern oder verzerren. Diese Einschränkungen sollten vor dem Galvanisieren einer Form sorgfältig berücksichtigt werden.

Galvanoformung – Verschiedene Texturen und feine geometrische Formen
Galvanoformung ist ein Verfahren, das elektrochemische Abscheidung nutzt, um präzise geometrische Formen für Formen zu erzeugen.
Im Gegensatz zu anderen Formenbearbeitungsverfahren, bei denen typischerweise Material abgetragen wird, baut die Galvanoformung, ähnlich wie die Galvanisierung, tatsächlich Metall auf. Diese Technik ist ideal für die Herstellung komplexer Formen mit Mikrometerpräzision und hoher Oberflächenglätte, was sie für Miniaturkomponenten und optische Geräte geeignet macht.
Prozessübersicht
Der Prozess beginnt mit der Erstellung eines extrem feinen Musters auf einer Urmutterform, die aus Metall, Harz, Wachs oder anderen Materialien hergestellt sein kann.
Die Urmutterform wird dann in ein Galvanikbad platziert, wo ein elektrischer Strom angelegt wird. Nickel- oder Kupferatome lagern sich schichtweise auf der Oberfläche ab.
Sobald die gewünschte Dicke erreicht ist, wird die Urmutterform entfernt, wobei ein umgekehrtes Muster in Metall zurückbleibt. Die Metallschale wird dann in die erforderliche Form geschnitten und in die Form für das Spritzgießen eingebettet.
Vorteile und Präzision
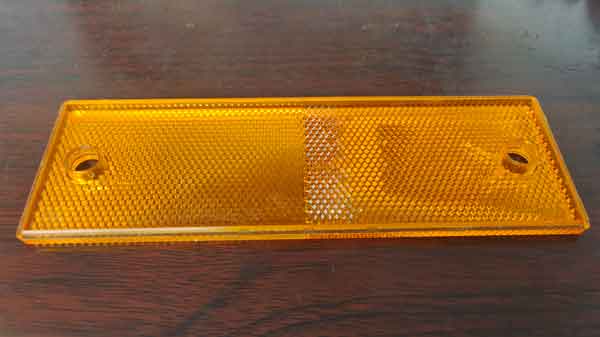
Elektroformung bietet den Vorteil, die Form des Master-Modells in einem 1:1-Verhältnis perfekt zu replizieren, was die Erstellung von Oberflächen mit außergewöhnlichem Detailreichtum ermöglicht. Dies umfasst feine Details wie Lederporen, kleine Muster und hochpräzise Merkmale wie Fresnel-Linsen.
Es ermöglicht auch die Erstellung tiefer Texturen, wie sie beispielsweise auf Reflektorspiegeln für Elektrofahrzeuge zu finden sind.
Einschränkungen: Langsame Abscheidungsrate und Sprödigkeit unter Druck
Allerdings ist die Metallabscheidungsrate während der Galvanoformung recht langsam, typischerweise nur 0,02–0,04 mm pro Stunde. Um eine Dicke von 2–3 mm zu erreichen, kann es mehrere Tage dauern. Dieser langsame Prozess macht die Galvanoformung relativ teuer.
Zusätzlich wird die resultierende galvanisch geformte Schale typischerweise als Einsatz in Formen verwendet. Aufgrund von Dickenbeschränkungen kann sie übermäßigem Druck während des Spritzgießens nicht standhalten, da sie unter solcher Belastung reißen kann.
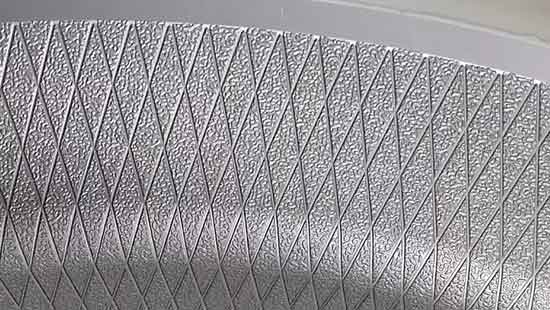
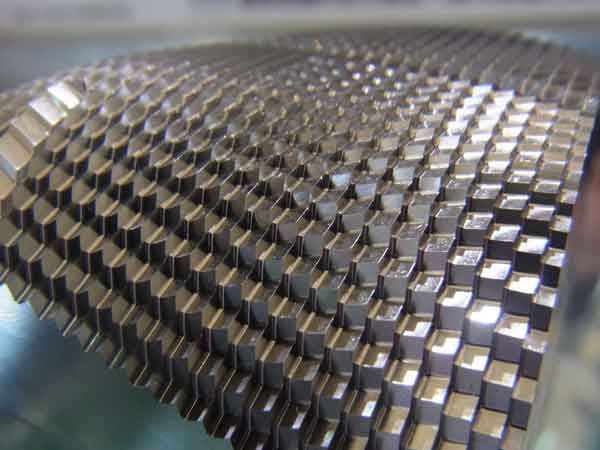
5-Achsen-Lasergravur – Hochpräzise Musterung auf Formoberflächen
Die 5-Achsen-Lasergravur verwendet hochpräzise Lasergeräte, um komplexe und detaillierte Muster direkt auf Formoberflächen zu ätzen. Diese Technologie ermöglicht dreidimensionale Bearbeitung und ist daher ideal für die Herstellung hochwertiger, feiner und komplexer Formen.
Präzise 3D-Oberflächengravur
Durch gleichzeitige Steuerung der X-, Y- und Z-Achsen des Laseraufsatzes kann das System große Flächen und komplexe 3D-Kurvenflächen präzise gravieren. Dies gewährleistet eine gleichmäßige Mustertiefe und Genauigkeit über die gesamte Form hinweg.
Vorteile gegenüber anderen Methoden
Da der Laser direkt die Metalloberfläche graviert, sind chemisches Ätzen oder galvanisch abgeschiedene Einsätze nicht erforderlich. Dies vermeidet die Bruchanfälligkeit galvanisch abgeschiedener Einsätze und verbessert die Wärmeableitung. Die 5-Achsen-Lasergravur wird häufig für Automobilinnenraumkomponenten wie Armaturenbretter und Türverkleidungen sowie für Haushaltsgeräte und Gehäuse digitaler Geräte eingesetzt.
2 Beispiele für 5-Achsen-Oberflächentexturierung


Kosten- und Betriebsüberlegungen
5-Achsen-Lasermaschinen sind teuer, und sowohl Mustergestaltung als auch Maschinenbedienung erfordern qualifizierte Techniker. Falsche Prozessparameter können zu unebenen Oberflächen oder sichtbaren Verbindungsmarkierungen führen. Dies macht die 5-Achsen-Lasergravur teurer als viele andere Verfahren.
Tiefenbeschränkungen und Oberflächenanforderungen
Diese Methode ist nicht für sehr tiefe Texturen geeignet. Typische Gravurtiefen liegen im Bereich von 0,02–0,15 mm, während das Überschreiten von 0,2 mm die Effizienz erheblich verringert und das Risiko von Fehlern wie Wiederaufschmelzen, Schwärzung oder rauen Oberflächen erhöht. Die Formoberfläche muss vor dem Gravieren auch auf einen hohen Glättegrad poliert werden, um die besten Ergebnisse zu erzielen.
Theoretisch kann die 5-Achsen-Lasergravur in Verbindung mit dem 3D-Musterdesign jede gewünschte Texturform mit präziser Maßkontrolle erzeugen und übertrifft in dieser Hinsicht andere Verfahren. Aufgrund der hohen Kosten für die Ausrüstung sind jedoch auch die Bearbeitungsgebühren beträchtlich, was die breite Anwendung einschränkt.

Die folgende Tabelle bietet einen schnellen Vergleich von 8 verschiedenen Verarbeitungsmethoden.
| Prozess | EDM | Manuelles Polieren | CNC Elektrode + EDM | Sandstrahlen | Chemisches Ätzen | Galvanische Beschichtung | Galvanoformung | 5-Achsen-Lasergravur |
|---|---|---|---|---|---|---|---|---|
| Preis | Mäßig | Niedrig bis hoch | Mittel | Niedrig | Mittleres | Hoch | Sehr hoch | Sehr hoch |
| Popularität | Hoch | Hoch | Hoch | Mäßig | Hoch | Niedrig | Niedrig | Niedrig |
Gängige Standards und Normen für die Oberflächenbeschaffenheit von Spritzgussformen
Bei der Herstellung von Kunststoffen und der Konstruktion von Formen sind Normen für die Oberflächenbeschaffenheit von Formen von entscheidender Bedeutung. Die drei am meisten akzeptierten und genutzten Normen sind SPI (Society of Plastics Industry), VDI 3400 (Verein Deutscher Ingenieure) und MT (Mold-Tech).
Während viele Fabriken ihre eigenen Texturplatten haben, sind diese drei weltweit anerkannt. SPI ist in den USA weit verbreitet, VDI 3400 in Europa, und die Vielseitigkeit und Flexibilität von MT sorgen für eine weltweite Verbreitung.
Der SPI-Standard
Die SPI-Norm (Society of Plastics Industry), die von der amerikanischen Kunststoffindustrie aufgestellt wurde, ist ein Leitfaden für die Oberflächenbehandlung von Kunststoff-Spritzgussformen. Sie kategorisiert die Oberflächenbeschaffenheit von Formen in vier Hauptklassen - A, B, C, D -, die jeweils in drei Stufen unterteilt sind, so dass es insgesamt 12 Arten von Oberflächenbehandlungen gibt.
- Klasse A (A-1, A-2, A-3) bezeichnet polierte Oberflächen für Hochglanz, geeignet für Produkte, die glatt, spiegelähnlich Oberflächen.
- Klasse B (B-1, B-2, B-3) umfasst gebürstet Oberflächen für mittleren Glanz und feine Texturen, ideal für optisch ansprechende Produkte, die keinen hohen Glanz benötigen.
- Klasse C (C-1, C-2, C-3) ist auch gebürstet aber gröber als Klasse B, verwendet für Produkte, die mittlere Rauheit benötigen, oft um den Griff zu verbessern oder Fertigungsfehler zu kaschieren.
- Klasse D (D-1, D-2, D-3), die raueste, umfasst typischerweise sandstrukturierte Oberflächen, für Produkte, die ein verbessertes Tastgefühl oder spezifische visuelle Effekte erfordern.
Insgesamt konzentrieren sich die SPI-Normen mehr auf den Poliergrad als auf die Musterformen und spielen eine entscheidende Rolle bei der Herstellung, indem sie den Herstellern helfen, geeignete Oberflächenbehandlungen auf der Grundlage der Produktanforderungen auszuwählen.

Übersicht über den SPI-Standard für das Polieren
| SPI (neu) | Beschreibung | Ra in µm (DIN) | Kommentare |
|---|---|---|---|
| A-1 | Diamantschwabbel Grad 3 | 0 - 0.025 | Für hochglänzende oder optische Oberflächen. Am zeitaufwändigsten. Stahlsorte wichtig für das Ergebnis. |
| A-2 | Diamantschwabbel Grad 6 | 0.025 - 0.05 | |
| A-3 | Diamantschwabbel Grad 15 | 0.05 - 0.076 | |
| B-1 | Papier mit 600er Körnung | 0.05 - 0.076 | Entfernt alle Werkzeug- und Bearbeitungsspuren. Bietet eine gute Formtrennung. Leicht reflektierende Oberfläche auf dem Formteil, etwas Glanz. |
| B-2 | Papier mit 400er Körnung | 0.10 - 0.127 | |
| B-3 | Papier mit 320er Körnung | 0.23 - 0.25 | |
| C-1 | 600 Stein | 0.25 - 0.30 | Entfernt alle Werkzeug- und Bearbeitungsspuren. Bietet eine gute Formtrennung. Mildes Finish auf dem Formteil, kein Glanz. |
| C-2 | 400 Steine | 0.64 - 0.71 | |
| C-3 | 320 Stein | 0.97 - 1.07 | |
| D-1 | Trockenes Strahlen von Glasperlen 11, 200 Abstand bei 0,7 Mpa; 5 sec | 0.25 - 0.30 | Für dekorative Veredelungen. Wird häufig für Druckguss- und Duroplastkühlung verwendet. Hilft, Lunker und andere Unvollkommenheiten zu verbergen. Mattes, nicht reflektierendes Finish auf geformten oder gegossenen Teilen. Teil. |
| D-2 | Trockenes Strahlen 240 Oxid, 125 Abstand bei 0,7 Mpa; 5 sec | 0.66 - 0.81 | |
| D-3 | Trockenes Strahlen 240 Oxid, 150 Abstand bei 0,7 Mpa; 5 sec | 4.83 - 5.84 |
Der VDI 3400 Standard
Die VDI 3400-Norm, festgelegt vom Verein Deutscher Ingenieure (VDI), definiert die Texturverarbeitung von Formoberflächen. Sie umfasst 46 verschiedene Texturgrade, von VDI 3400 #0 (sehr fein) bis #45 (sehr grob).
In der Praxis sind die am häufigsten verwendeten Grade VDI 12, 15, 18, 21, 24, 27, 30, 33, 36, 39, 42 und 45. Diese 12 Grade sind in der Kunststoffindustrie weit verbreitet, und entsprechende Kunststoff-Texturproben sind in der Regel leichter zu beschaffen.
Es ist wichtig zu beachten, dass VDI-Grade keine spiegelpolituren einschließen. Alle VDI-Grade haben matte Oberflächenstrukturen. Selbst VDI 0 weist eine Rauheit von Ra 0,10 μm auf, was noch nicht als echte Spiegelpolitur gilt. Spiegelpolituren werden üblicherweise nach der SPI-A-Norm spezifiziert, wobei SPI A1 typischerweise unter Ra 0,025 μm liegt.
VDI 3400-Texturen werden hauptsächlich mit der funkenerosiven Bearbeitung (EDM) in Verbindung gebracht, die sich gut für die Herstellung feiner und gleichmäßiger Oberflächentexturen eignet. Obwohl VDI-Oberflächen oft sandähnlichen Oberflächen ähneln, ist VDI 3400 im Wesentlichen keine Norm für “Sandtexturoberflächen”. Sie ist besser als ein Rauheitsgradierungssystem zu verstehen.
Für größere Oberflächen werden jedoch, um ungleichmäßige oder übermäßig grobe Texturen zu vermeiden, ergänzende Techniken wie Polieren, chemisches Ätzen und Sandstrahlen eingesetzt. Diese Kombination von Methoden macht VDI 3400 zu einer praktischen und vielseitigen Norm für eine breite Palette von Formenbauanforderungen und Anwendungen.

Die nachstehende Tabelle zeigt die Beziehung zwischen den gängigen SPI-Sorten und der entsprechenden Oberflächenrauheit (in Ra-Wert).
| Klasse | 0 | 3 | 6 | 9 | 12 | 15 | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 | 42 | 45 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ra (µm) | 0.10 | 0.15 | 0.20 | 0.30 | 0.40 | 0.55 | 0.80 | 1.10 | 1.60 | 2.20 | 3.20 | 4.50 | 6.30 | 9.00 | 12.50 | 18.00 |
Die MT-Norm
Im Unterschied zu den zuvor genannten Normen wird der MT (Mold-Tech)-Standard von einem Unternehmen entwickelt und verbreitet, nicht von einem Industrieverband.
MT wird oft als eine globale Bibliothek mit über 500.000 Texturen beschrieben. Diese Texturen lassen sich grob in mehrere Kategorien einteilen, darunter geometrische, lineare, organische oder natürliche, lederähnliche und dekorative oder funktionale Texturen.
Davon sind mehr als 500 Texturen öffentlich online durchsuchbar. Der Zugang zu diesem Online-Katalog ist kostenlos, aber Benutzer müssen sich zunächst auf der Website des Unternehmens registrieren, um ihn einsehen zu können. Wenn im öffentlichen Katalog keine passende Textur gefunden wird, müssen Kunden in der Regel direkt mit dem Engineering-Team von Mold-Tech zusammenarbeiten, um die umfangreichere globale Bibliothek zu erkunden. Das Unternehmen kann auch individuelle Texturen für spezielle Designanforderungen entwickeln.
Es ist auch erwähnenswert, dass viele andere Unternehmen für Formenoberflächenstrukturierung ähnliche Musterbibliotheken anbieten. Ihre Auswahl ist oft deutlich kleiner als bei Mold-Tech, aber ihre Preise können auch wettbewerbsfähiger sein. Letztendlich hängt die beste Wahl von Ihren Produktanforderungen, visuellen Zielen und Ihrem Budget ab.

Häufigste MT-Noten
| Klasse | Tiefe (in.) | Mindest-Tiefgangswinkel |
|---|---|---|
| MT 11000 | 0.0004 | 1.0° |
| MT 11010 | 0.0010 | 1.5° |
| MT 11020 | 0.0015 | 2.5° |
| MT 11030 | 0.0020 | 3.0° |
| MT 11040 | 0.0030 | 4.5° |
| MT 11050 | 0.0045 | 6.5° |
| MT 11060 | 0.0030 | 4.5° |
Formoberflächenstruktur-Muster
Um die richtige Formoberflächentextur besser zu verstehen und auszuwählen, verwenden Hersteller häufig Formoberflächentexturproben als Referenz.
Es gibt im Allgemeinen zwei Arten von Proben: Metall und Kunststoff, wobei Kunststoff häufiger ist, da er das endgültige Erscheinungsbild auf Kunststoffteilen direkt widerspiegelt.
Gängige Texturstandards umfassen SPI, VDI 3400 und MT, und viele Anbieter bieten entsprechende Probenschablonen an. Die meisten Anbieter liefern Proben in Standardfarben und -materialien, üblicherweise ABS.
Einige Anbieter können jedoch ein breiteres Farbspektrum und Materialien wie PP und ABS anbieten und sogar maßgeschneiderte Proben basierend auf spezifischen Anforderungen erstellen – dies ist jedoch typischerweise nur für spezialisierte Projekte erforderlich.

Schlussfolgerung
Bei den meisten Anwendern sind polierte, sandgestrahlte und gebürstete Oberflächen die gebräuchlichsten Arten von Formoberflächen. Bei der Auswahl von Oberflächenbehandlungen für Formen müssen sich die Anwender daher in der Regel für eine dieser drei Arten entscheiden und den erforderlichen Rauheitsgrad festlegen.
Unter diesem Gesichtspunkt ist die Anwendung der SPI- und VDI-Normen relativ einfach und benutzerfreundlich, da sie klare Richtlinien vorgeben, die dem Benutzer die Wahl der geeigneten Art der Oberflächenbearbeitung und des Rauheitsgrades erleichtern.
Wenn Ihre Anforderungen spezifischer oder einzigartiger sind, sollten Sie sich für die von MT angebotenen Lösungen entscheiden oder sich an einschlägige Formenhersteller oder Designfirmen wenden, da diese individuellere Lösungen für die Gestaltung von Oberflächenstrukturen anbieten.
FAQ
Die Wahl hängt von der Art der Oberflächentextur ab, die Sie für Ihr Produkt wünschen.
- Spiegelglanz oder Hochglanz Oberflächen – typischerweise spezifiziert mit SPI A1–A3
- Gebürstet oder halbpoliert Oberflächen – normalerweise SPI B1–B3 oder C1–C3
- Matt oder sandähnliche Texturen – oft spezifiziert mit VDI 3400 Güteklassen, SPI D1–D3 oder MT110 Serie
- Dekorativ oder gemusterte Oberflächen – normalerweise bereitgestellt von MT (Mold-Tech) oder anderen Herstellern von Oberflächentexturierung
Jeder Standard konzentriert sich auf einen anderen Aspekt der Formoberflächenbearbeitung, daher hängt die Auswahl vom visuellen Effekt und den funktionalen Anforderungen des Produkts ab.
Ja. Wenn Sie die Oberflächentextur Ihres Produkts genauer bestimmen möchten, wird die Verwendung von Mustern dringend empfohlen.
Im Handel erhältliche SPI- und VDI-3400-Texturmustertafeln sind in der Industrie weit verbreitet. Diese Muster haben üblicherweise gängige Texturen auf Kunststoffplatten oder Metallblöcken aufgebracht, sodass Designer und Ingenieure die Oberfläche visuell vergleichen und fühlen können.
Einige Mustersätze sind auch in verschiedenen Materialien und Farben erhältlich, was hilft, das endgültige Erscheinungsbild von Spritzgussteilen genauer zu simulieren.
Ein hochglanzpoliertes Finish hat typischerweise eine Rauheit von etwa Ra 0,025–0,05 μm, während ultrahochglänzende Finishes möglicherweise noch glatter sind.
Diese Finishes werden üblicherweise mit SPI-A-Graden spezifiziert, insbesondere SPI A1, und nicht mit VDI-Graden.
Nicht genau.
VDI-Oberflächen sehen oft sandgestrahlten Finishes ähnlich, aber VDI 3400 ist nicht speziell ein Sandtexturstandard. Es ist besser als ein Oberflächenrauheits-Bewertungssystem zu verstehen, das häufig verwendet wird, um matte Texturen zu definieren, die durch Verfahren wie EDM erzeugt werden.
Mold surface textures can be created using a variety of processes, which are generally grouped into zwei Kategorien: additive und subtraktive Technologien.
The two main additiven processes are:
- Galvanik
- Galvanoforming
Most other mold texturing methods are subtraktiv, meaning they modify the surface by removing or reshaping a thin layer of material.
Sandstrahlen is a special case: it does not remove material in the same way as cutting or etching, but the mold surface usually needs to be vorab geschliffen und poliert to achieve a more uniform finish.
Bei subtraktiven Texturierungsprozessen können die meisten Texturen repariert oder modifiziert werden. Dies wird jedoch üblicherweise eine zusätzliche Materialschicht entfernen, was die Formabmessungen leicht reduzieren kann (was anschließend die Größen des Kunststoffteils erhöht).
Bei additiven Prozessen ist die Reparatur oder Modifikation der Textur viel schwieriger und oft unmöglich.
Nicht unbedingt. Eine extrem glatte oder spiegelpolierte Oberfläche kann das Entformen manchmal erschweren, da sie einen Vakuum- oder Saug-Effekt zwischen Bauteil und Form erzeugen kann. Dies gilt insbesondere für große Oberflächen oder tiefe Hohlraumformen.
In vielen Fällen ist eine leicht strukturierte Oberfläche besser geeignet, da sie die Formtrennung erleichtern kann, während sie dennoch ein sauberes und kontrolliertes Oberflächenbild bietet.
Das Erreichen eines hochwertigen Hochglanzfinishes erfordert eine sehr präzise Formbearbeitung und sorgfältige Vorbereitung vor dem Polieren.
Die Formoberfläche sollte vor dem finalen Poliervorgang so glatt wie möglich sein. Dies reduziert den erforderlichen manuellen Polieraufwand. Da manuelles Polieren über die gesamte Oberfläche hinweg schwer gleichmäßig zu kontrollieren ist, kann übermäßiges Polieren ungleichmäßige Mikrooberflächen erzeugen.
Diese Unebenheiten können reflektierte Bilder auf der polierten Oberfläche verzerren, wodurch der Spiegelfinish verzerrt oder inkonsistent erscheint.
