متى يجب أن تكون أكثر حرصًا في اختيار أنواع بوابات القولبة بالحقن المناسبة؟
قد يبدو تصميم بوابة قالب الحقن جانبًا بسيطًا في عملية القولبة، لكن هناك حالات تتطلب اهتمامًا أكبر ودراسة متأنية. بينما قد تسير بعض المشاريع بسلاسة مع اختيار بوابة قياسي، فإن أخرى تسلك طريقًا أكثر تعقيدًا. دعنا نتعمق في السيناريوهات التي يصبح فيها تصميم البوابة عاملًا حاسمًا يتطلب اهتمامًا إضافيًا.
في الصناعات التي تهم فيها الجماليات، مثل الإلكترونيات الاستهلاكية أو التصميم الداخلي للسيارات، يصبح تصميم البوابة فنًا. يجب التخطيط بعناية لموقع البوابة وحجمها، وأثرها لتقليل العلامات المرئية على المنتج النهائي. حتى أصغر عيب يمكن أن يقلل من الجاذبية العامة. تحقيق هذا المستوى من الدقة يتطلب عينًا حادة للتفاصيل وفهمًا عميقًا لسلوك المواد أثناء الحقن.
مكونات جمالية عالية
هذه هي أجزاء مفتاح السيارة، جميعها مصنوعة في قالب عائلي واحد. فهي تتطلب مظهرًا لافتًا دون الحاجة إلى الطباعة أو الطلاء. تم تصنيعها بواسطة القولبة ثنائية الطلقة. المادة بيضاء للسماح للضوء بالاختراق، مما يجعل المفتاح يتوهج في الظلام.
2. مكونات عرضة للتشوه
بعض تصميمات المكونات البلاستيكية عرضة للتواء أو الانكماش غير المتكافئ، مما يؤدي إلى تشوهات مثل تحويل الدائرة المثالية إلى شكل بيضاوي. يمكن أن يؤثر اختيار موقع البوابة على اتجاه مدى هذه التشوهات. في بعض الحالات، هناك خيار واحد فقط هو الأمثل لتصميم البوابة.
هذا النوع من الأجزاء البلاستيكية لديه ميل للانحناء
3. تصاميم الأجزاء المعرضة لعيوب القولبة
بعض تصميمات الأجزاء لديها ميل أعلى لعيوب قولبة معينة، مثل خطوط اللحام، القذف، الحقن القصير، وما إلى ذلك. من المهم ملاحظة أن تصميم البوابة المناسب لا يمكنه القضاء تمامًا على هذه العيوب، لكنه يمكن أن يقلل من تأثيرها إلى مستوى مقبول.
يتطلب تصميم بوابات القولبة بالحقن للأجزاء الشفافة دراسة دقيقة وخبرة غنية لتجنب العيوب في القولبة بالحقن.
4. قطعة كبيرة ذات بوابات متعددة
تتطلب بعض القطع بوابات متعددة لملء فعال. تنسيق هذه البوابات لضمان تدفق وملء متوازن يتطلب دراسة دقيقة. يمكن أن يؤثر التفاعل بين البوابات المتعددة على السلامة الهيكلية للقطعة وجاذبيتها البصرية.
5. قوالب متعددة التجاويف
في القوالب التي تنتج عدة قطع في وقت واحد، يعد وضع البوابة وتوازنها أمرًا بالغ الأهمية. يمكن أن يؤدي الملء غير المتطابق إلى جودة غير متساوية للقطع أو حتى فشل القالب.
قالب 24 تجويف لموزع اللوشن
بالنسبة للأجزاء البلاستيكية النحيفة مثل هذه، فإن استخدام ترتيب دائري مناسب جدًا. وهذا يضمن أن ضغط الحقن عند كل بوابة يكون متوازنًا نسبيًا، مما يضمن أن حجم وامتلاء كل منتج متطابقان تقريبًا.
لتلخيص ذلك، يكون تصميم البوابة أكثر تحديًا للعناصر ذات الأشكال المعقدة، ومتطلبات الدقة الأبعاد والهندسية العالية، والعناصر كبيرة الحجم حقًا، والقوالب ذات عدد كبير من التجاويف. الفهم الشامل لديناميكيات التدفق وتفاعل البوابة أمر بالغ الأهمية في هذه السيناريوهات. بالإضافة إلى ذلك، غالبًا ما يتم استخدام تحليل تدفق القالب بمساعدة الكمبيوتر لتحليل وتحسين هذه العملية المعقدة.
ما هي بوابة قالب الحقن؟
بوابة قالب الحقن هي فتحة صغيرة في القالب يتم من خلالها حقن البلاستيك المصهور لتشكيل منتج. إنها تشبه مدخل المادة. يؤثر حجم وموقع البوابة على كيفية تدفق البلاستيك وملئه للقالب، مما يؤثر على جودة المنتج النهائي ومظهره.
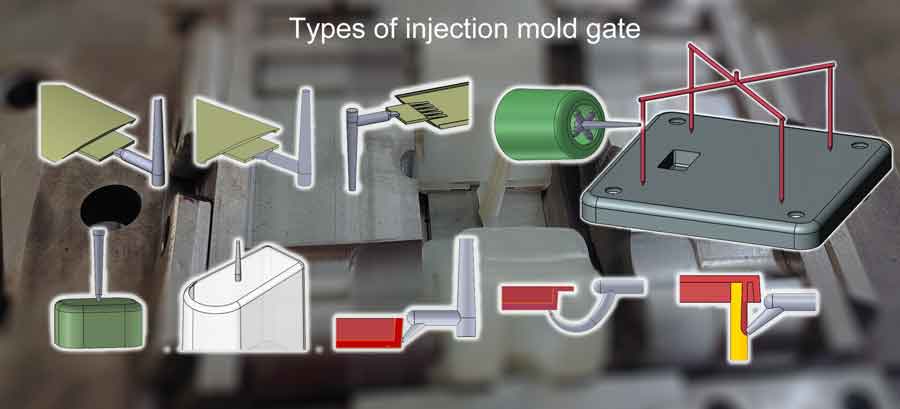
الأنواع الأساسية لبوابات قالب الحقن
بوابة الحافة
البوابة الحافة هي تكوين بوابة موضع على خط انفصال القالب، حيث يلتقي نصفي القالب معًا.
(المنظر العلوي)
(هذه هي رسوم الحركة لملء بوابة الحافة)
المزايا:
سهولة التشغيل الآلي: بوابات الحافة سهلة التشغيل الآلي ويمكن تعديلها مضبوط الحجم بسهولة نسبية خلال مرحلة تجربة القالب.
ندبة بوابة أقل وضوحًا: يقع ندب البوابة عند حافة الجزء، مما يجعله أقل وضوحًا. وهذا يجعله مناسبًا للأجزاء التي تتطلب جودة جمالية متوسطة فقط.
العيوب:
مقيدة بأحجام قطع معينة: أكثر ملاءمة للقطع الأصغر مع تجاويف متعددة. بالنسبة للأجزاء الأكبر ذات التجويف الواحد، تتطلب بوابة الحافة استخدام نظام عدّات ساخنة.
الآثار والمظهر: لا تزال بوابات الحافة تترك علامات أو آثارًا على حافة الجزء، مما يجعلها مناسبة بشكل رئيسي للمكونات الأقل حساسية من الناحية الجمالية. قد تتطلب المتطلبات العالية للمظهر تشغيلًا آليًا إضافيًا.
إجهاد القص والدفق: يمكن أن تحدث إجهادات قص عالية ومشاكل نفث محتملة في منطقة البوابة، خاصة للأجزاء ذات الجدران السميكة، مما يؤثر على جودة الجزء.
بوابة المروحة
بوابة المروحة هي تطور لتصميم بوابة الحافة، وتتميز بفتحة أوسع تنشر تدفق المادة بزاوية أوسع في التجويف. قاعها المائل يقلل من التغيرات في مقدمة التدفق المقطعي.
(المنظر الجانبي)
(عملية الملء هذه مشابهة جدًا لمثال بوابة الحافة أعلاه، فقط لتوضيح كيفية عمل البوابة خلال عملية الملء.)
المزايا:
ديناميكيات تدفق محسنة: يُحسّن الفتح الأوسع لبوابة المروحة خصائص تدفق المادة، مما يساعد في ملء التجويف بكفاءة.
إجهاد قص مخفض: مقارنة بأنظمة البوابة الأخرى، تؤدي بوابات المروحة إلى إجهاد قص أقل بالقرب من البوابة، مما يقلل من العيوب المحتملة في الجزء.
عيوب القطعة المخففة: تساعد بوابات المروحة في تقليل احتمالية انحناء الجزء ومشاكل النفث، مما يساهم في جودة أعلى للجزء.
العيوب:
تحديات إزالة البوابة: قد يكون إزالة ندب البوابة الذي تتركه بوابة المروحة أكثر صعوبة، مما قد يتطلب خطوات تشطيب إضافية.
آثار متزايدة: قد تترك بوابات المروحة آثارًا أو علامات أكثر وضوحًا على الجزء المصبوب مقارنة ببوابات الحافة القياسية.
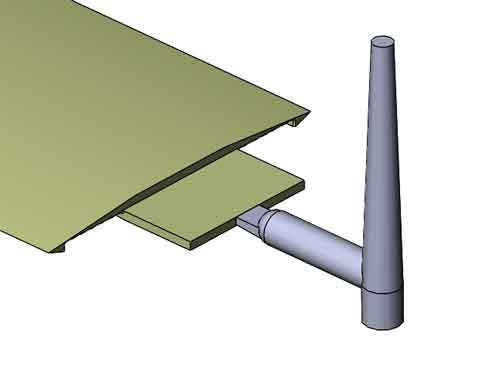
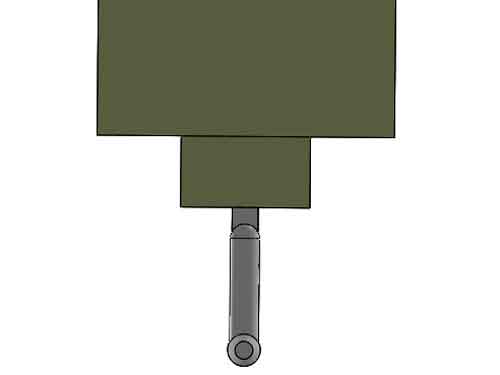
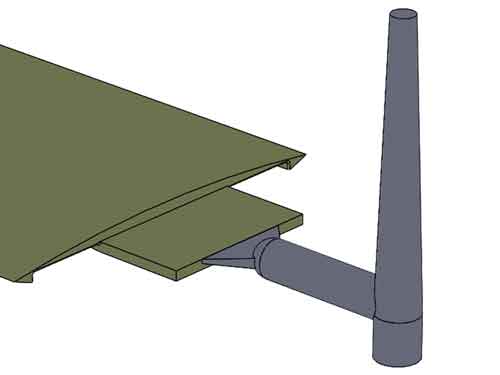
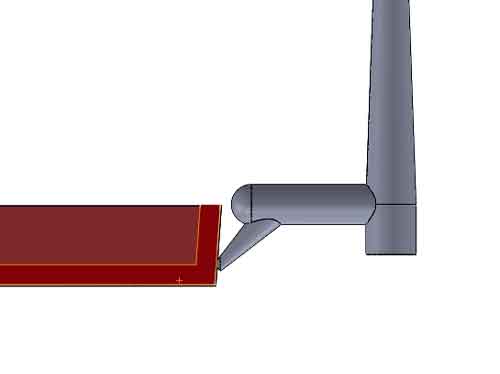
بوابة اللسان
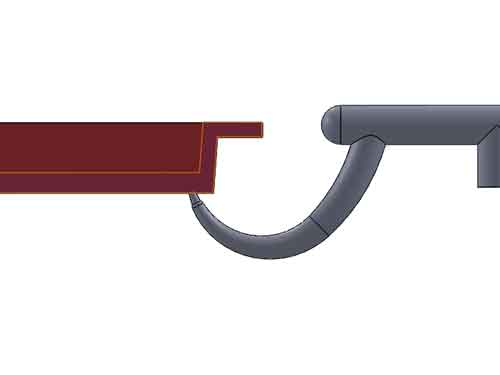
البوابة اللسان هي تكوين بوابة مشابه للبوابة الحافة ولكن بميزة مميزة: البوابة تقع على سطح قطعة مسطح. على عكس البوابات الأخرى التي تكون جزءًا من التجويف، تتشكل بوابة اللسان على جانب القلب من القالب. يعزز هذا الإعداد توزيع المادة ويمنع التدفقات المباشرة المفاجئة إلى التجويف.
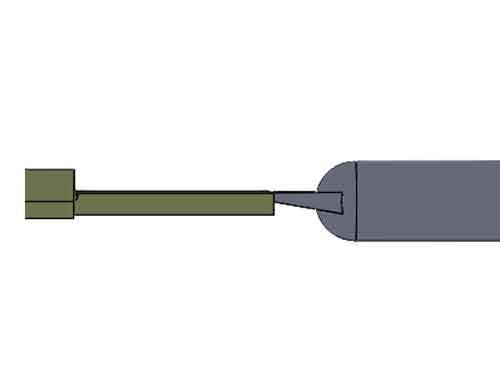
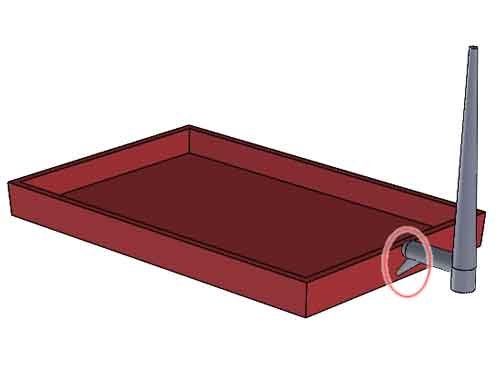
(اللسان المتبقي بعد التنظيف)
(مرة أخرى، عملية الملء هذه مشابهة جدًا للمثالين أعلاه)
المزايا:
تحسين تدفق المادة: يساعد وضع بوابة اللسان في تدفق المادة بسلاسة أكبر، مما يدعم ملء التجويف بشكل أكثر انتظامًا.
تقليل خطر النفث: من خلال التحكم في ديناميكيات التدفق، تقلل بوابات اللسان من احتمالية عيوب النفث في الجزء النهائي.
مقاومة تدفق منخفضة: يقلل تصميم بوابة اللسان من مقاومة التدفق، مما يساهم في القولبة بالحقن الفعالة.
البساطة والفعالية من حيث التكلفة: تتميز بوابات اللسان بتصميم غير معقد ونفقات تصنيع منخفضة نسبيًا.
العيوب:
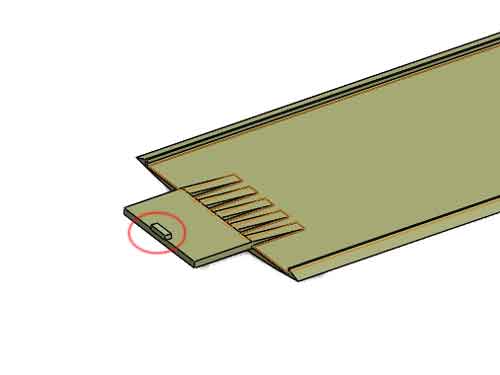
إمكانية احمرار البوابة: قد تؤدي سيناريوهات معينة إلى احمرار البوابة، مما يتطلب دراسة دقيقة لوضع البوابة وتصميمها.
تحدي التنظيف: يمكن أن يكون تنظيف ميزة اللسان مزعجًا. من الناحية المثالية، يجب أن يسمح وضعه ببروز؛ وإلا، قد يكون التشغيل الآلي بعد القولبة ضروريًا.
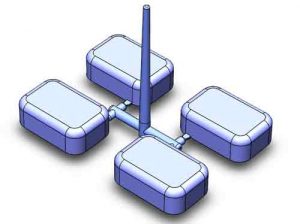
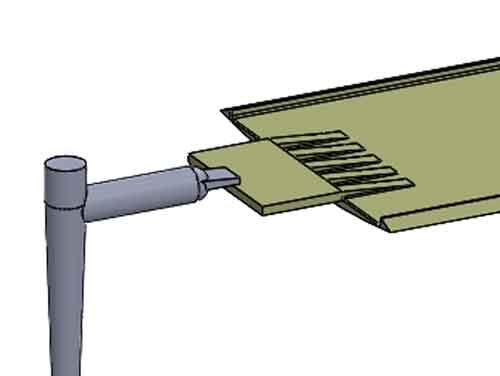
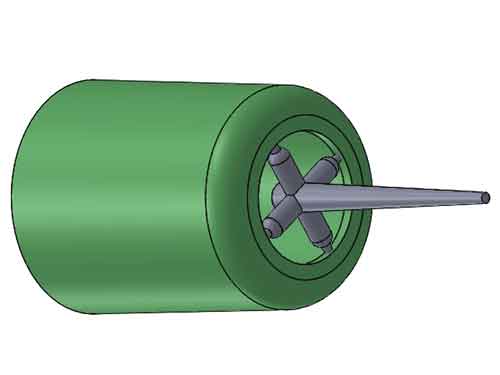
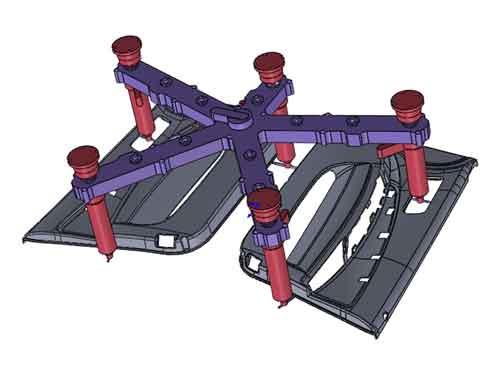
بوابة الشعاع
تشتق بوابة الشعاع اسمها من تكوينها الشبيه بشعاع العجلة. غالبًا ما يكون لها أربعة أذرع لتسهيل التشغيل الآلي. تُستخدم بوابة الشعاع بشكل أساسي في الأجزاء الأنبوبية، حيث يعزز نظام البوابة هذا الاستدارة.
المزايا:
ملء أنبوبي متوازن: تضمن بوابة الشعاع ملءًا أكثر انتظامًا للأقسام الأنبوبية، مما يمنع التشويه أو الاستطالة.
تقليل خط اللحام: نمط التدفق يقلل من التقاء جبهتي تدفق مقارنة بتصميم بوابة واحدة. وهذا يساعد في تقليل خطوط اللحام.
العيوب:
تشغيل آلي معقد وتكلفة أعلى: تزيد متطلبات التصميم والتشغيل الآلي المعقدة من تعقيد التصنيع والتكاليف.
تشكيل الندب/الأثر: تترك بوابة الشعاع أربعة ندوب خفيفة قد يكون من الصعب إزالتها تمامًا، مما قد يؤثر على مظهر الجزء.
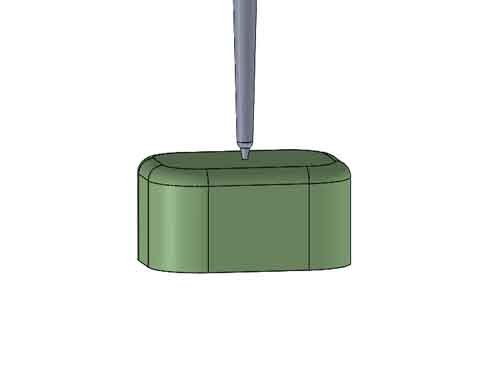
بوابة الدبوس
تتميز بوابة الدبوس (أو بوابة الدبوس)، بشكلها المخروطي المقلوب الذي ينتهي بنقطة حادة. بقطر يتراوح عادة من 0.8 إلى 1.5 مم، فهي تتطلب تصميم قالب ثلاثي الألواح لإزالة بقايا القناة الرئيسية، والقناة الفرعية، والبوابة. نسخة القناة الساخنة تفتقر إلى الشكل المخروطي المقلوب حتى تتمكن من العمل مع قالب ثنائي الألواح.
المزايا:
إزالة البوابة التلقائية: تسمح بوابة الدبوس بالإفصال التلقائي عن الجزء أثناء الطرد.
ندب بوابة ضئيل: غالبًا لا يتطلب ندب البوابة الصغير معالجة لاحقة، مما يعزز مظهر الجزء.
تصميم متعدد الاستخدامات: يمكن وضع بوابات الدبوس المتعددة بشكل استراتيجي داخل قالب ذو تجويف واحد. ستكون هناك حاجة إلى قنوات ساخنة إذا كانت المسافة بين البوابات طويلة.
العيوب:
تصميم قالب معقد: تتطلب بوابات الدبوس قالبًا ثلاثي الألواح أو قناة ساخنة، مما يزيد التكلفة. القنوات الساخنة أغلى من القوالب ثلاثية الألواح.
قيود ضغط التدفق والملء: فقدان ضغط التدفق العالي وحجم الملء المنخفض يجعلها غير مناسبة للأجزاء كبيرة الحجم أو سرعات الملء العالية.
مشاكل متعلقة بالإجهاد: يمكن أن يتسبب الملء عالي السرعة في احمرار البوابة، علامات التدفق، وانخفاض قوة منطقة البوابة.
ملء غير متساوٍ: قد تعاني مناطق معينة من الجزء من ملء غير كافٍ بسبب تكوين البوابة.
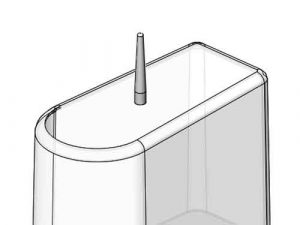
بوابة المغذي أو البوابة المباشرة
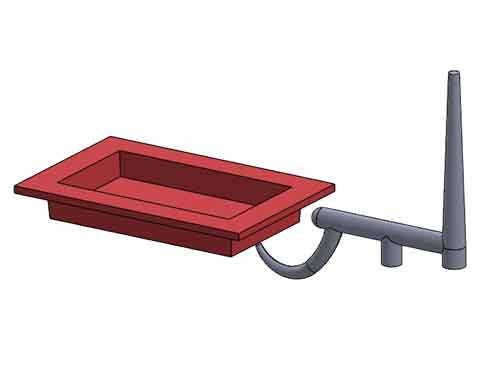
بوابة المغذي، المسماة أيضًا بوابة مباشرة، هي أبسط نظام بوابة وتلغي وجود العداء. تُستخدم في قوالب التجويف الواحد، وتوضع في مركز منطقة إسقاط القطعة. لها شكل مخروطي مع النهاية الأكبر على جانب تجويف القالب. غالبًا ما تُرى بوابات المغذي في إنتاج الحاويات البلاستيكية مثل البراميل والأحواض.
تُستخدم بوابة القناة الرئيسية على نطاق واسع للحاويات البلاستيكية، من الصغيرة إلى الكبيرة.
المزايا:
البساطة والفعالية من حيث التكلفة: بوابات القناة الرئيسية سهلة وغير مكلفة التصنيع.
فقدان ضغط منخفض: يتميز هذا النوع من البوابات بأدنى فقدان للضغط، مما يتيح سرعات وحجوم ملء عالية.
العيوب:
ندبة البوابة واحمرارها: عادةً ما تتم إزالة القناة الرئيسية بالكماشة، تاركة ندبة بوابة ملحوظة واحتمال احمرار على الجانب المقابل.
إجهاد القص: بسبب سرعة الملء الكبيرة، يمكن أن يحدث إجهاد قص عالي بالقرب من البوابة، مما يؤدي إلى عيوب.
غير مناسب للأجزاء المسطحة الكبيرة: غير مناسب للأجزاء المسطحة الكبيرة بسبب احتمالية الانحناء والتشوه أثناء التبريد.
(تُستخدم بوابة المغذي بشكل شائع جدًا للحاويات البلاستيكية، خاصة مع المواد الشفافة.)
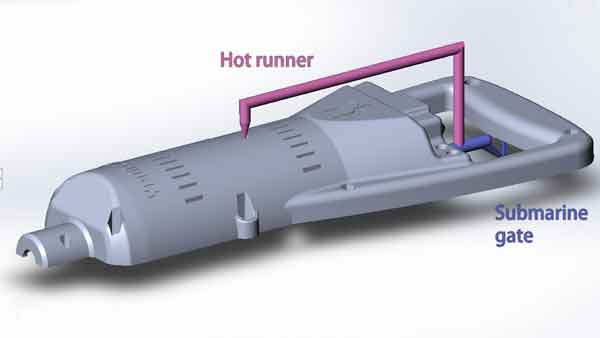
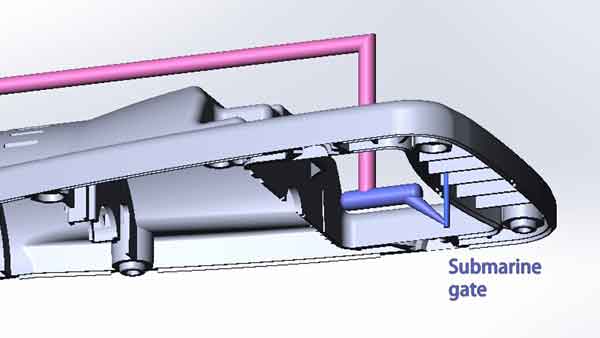
بوابة النفق أو الغواصة
تُوضع بوابة الغواصة (أو البوابة الفرعية، بوابة النفق) بشكل استراتيجي أسفل سطح انفصال القالب. هدفها هو نقل ندبة البوابة إلى مناطق غير مرئية، مما يضمن تحسين الجماليات. مثل بوابات الدبوس، تتمتع بفتحة صغيرة. فيما يلي الإيجابيات والسلبيات المرتبطة بها:
المزايا:
إزالة البوابة التلقائية وتقليل المعالجة اللاحقة: تتيح البوابات الفرعية إزالة البوابة تلقائيًا، مما يقلل الحاجة إلى معالجة ندبة البوابة.
تحسين المظهر: تؤدي ندب البوابة المخفية إلى تحسين جماليات الجزء لأنها مخفية عن الأنظار.
مرونة التصميم: على غرار بوابات الدبوس، يمكن دمج بوابات فرعية متعددة في قالب ذو تجويف واحد لتحسين ديناميكيات الملء والتدفق.
العيوب:
تشغيل آلي معقد: يتطلب صنع المسار المنحني تشغيلًا آليًا على قطعتين نصفيين بشكل منفصل، وتجميعهما معًا لتشكيل قناة تدفق البلاستيك. هذا يزيد من تعقيد التشغيل الآلي.
فقدان ضغط عالٍ: يرتبط التصميم بفقدان ضغط ملحوظ، مما قد يؤدي إلى ملء غير كافٍ في بعض مناطق القطعة.
احتمالية احمرار البوابة: قد يكون هناك احمرار بالقرب من منطقة البوابة.
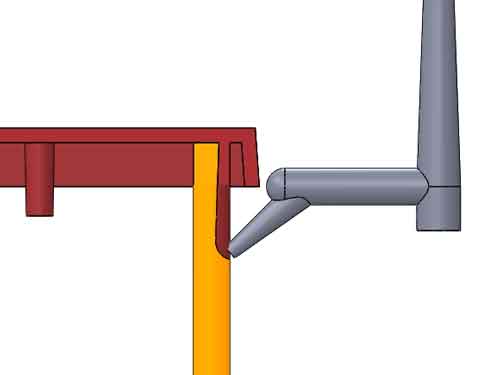
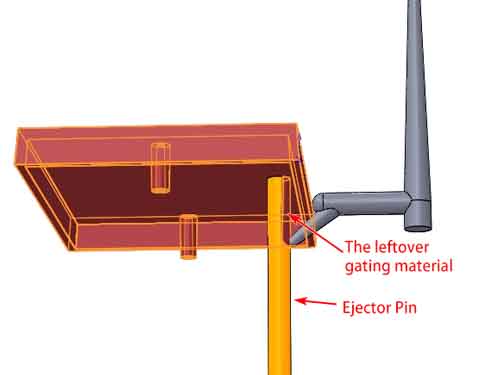
بوابة المخرج الفرعي
بوابة المطرد الفرعية هي نسخة معدلة من البوابة الفرعية، وتحظى بشعبية كبيرة لبساطة تصنيعها.
في نظام البوابة هذا، يتم طحن جزء من دبوس القذف لإنشاء قناة التدفق. تتم إزالة مادة البوابة المتبقية عن طريق كسرها يدويًا.
بوابة الكاجو أو بوابة الموز
هذه هي أشكال مختلفة من بوابة الغواصة، تأخذ شكل الكاجو أو الموز. تتوافق إيجابياتها وسلبياتها مع بوابة الغواصة ولن يتم مناقشتها بشكل منفصل.
قد تكون فضوليًا بشأن كيف يخرج الأنف البارز من قناة القالب الخاصة به. إليك الطريقة: البلاستيك لا يزال ناعمًا ومرنًا عندما لا يبرد تمامًا. بالإضافة إلى ذلك، الأنف ليس كبيرًا جدًا، لذا يمكنه الانحناء قليلاً للانزلاق خارج القناة.
المسارات الساخنة
في نظام القناة الباردة، هدر المواد وطول القناة الباردة المحدود من الأمور المقلقة. تعالج القنوات الساخنة ذلك عن طريق إزالة القنوات الرئيسية وإبقاء البلاستيك في حالة منصهرة داخل القنوات.
ما هو العداء الساخن
ببساطة، القناة الساخنة تشبه امتدادًا لأنابيب برميل آلة الحقن. في الأساس، الأمر كله يتعلق بتشكيل قناة عالية الحرارة داخل القالب. يتم ذلك باستخدام عناصر تسخين وضوابط درجة الحرارة. وظيفتها هي الحفاظ على البلاستيك عند درجة حرارة الانصهار المناسبة. بهذه الطريقة، يمكننا تمديد طول تدفق البلاستيك بشكل فعال.
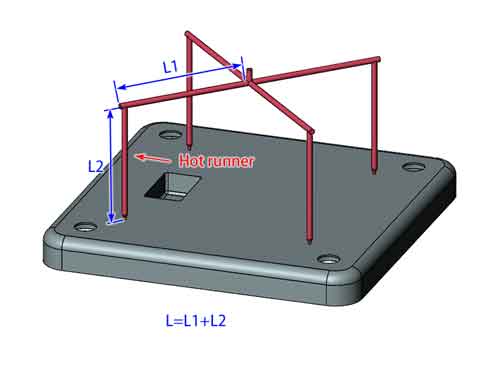
استخدم قناة ساخنة عندما يكون الطول الإجمالي (L) طويلًا جدًا
(الطول الإجمالي للقناة L = L1 + L2. عندما يكون L طويلًا جدًا، من الأفضل استخدام قناة ساخنة.)
(المنظر السفلي)
هذا مثال آخر:
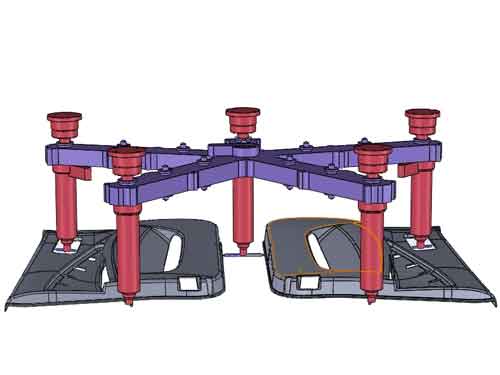
تقليل هدر المواد وزمن الدورة
كما ترى من هذا المثال، بالنسبة للمكونات البلاستيكية الصغيرة، يكون المغذي والعداء أثقل ويستغرقان وقتًا أطول للتبريد من القطع نفسها. يمكن أن يساعد استخدام العداء الساخن بدلاً من العداء البارد في تقليل هدر المواد ووقت الدورة بشكل كبير.
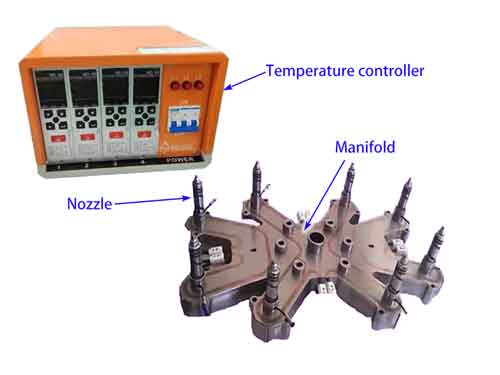
مكونات نظام العداء الساخن:
أجهزة التحكم في درجة الحرارة: تراقب وتنظم درجة حرارة البلاستيك في جميع أنحاء النظام.
المشعب: يوزع البلاستيك المصهور بالتساوي على الفوهات. من الجدير بالذكر أن المشعب غير مطلوب في الحالات التي تكون فيها الفوهة في مركز قالب ذو تجويف واحد.
الفوهات: تعمل كنقاط دخول لحقن البلاستيك المصهور في القالب.
أنواع المسارات الساخنة:
بوابة الدبوس: قطر صغير، أثر ضئيل؛ مناسبة للأجزاء المعقدة أو الصغيرة.
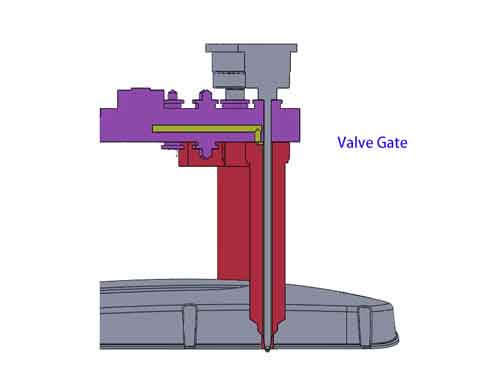
بوابة الصمام: نوع بوابة قابل للتكيف، يسمح بالتحكم في تدفق البلاستيك عن طريق الفتح والإغلاق. هذا يقلل الأثر ويكون مفيدًا لبوابات التجاويف المتعددة.
تصميم بوابة مرن: لا توجد قيود على المسافة، وضع بوابة متنوع.
تحسين جودة الجزء: من خلال الحفاظ على البلاستيك مصهورًا، يتم تقليل حدوث العيوب المرتبطة بالكتل الباردة في القنوات.
تقليل هدر المواد: لا توجد قنوات باردة، أقل هدرًا وتكاليف.
أوقات دورة أسرع: لا حاجة لتبريد القنوات والقنوات الرئيسية لكل حقنة.
العيوب:
تكاليف أولية وصيانة عالية
مزيد من الهدر في تغيير الألوان
وقت البدء: يتطلب تسخينًا واستقرارًا قبل الإنتاج.
الخلاصة:
يُعد اختيار نوع البوابة المناسب جزءًا أساسيًا من عملية القولبة بالحقن الناجحة. من أنظمة العدّات الساخنة الفعالة إلى بوابات الغواصة والنفق المخفية، لكل منها فوائده. فكّر في التكلفة والسرعة والمظهر لإيجاد ما يناسب أجزائك بشكل أفضل. يساعدك اختيار البوابة الصحيحة في صنع منتجات رائعة وتحسين عملية القولبة الخاصة بك.
نحن خبراء في قولبة حقن البلاستيك. اتصل بنا الآن واحصل على عرض أسعار سريع!