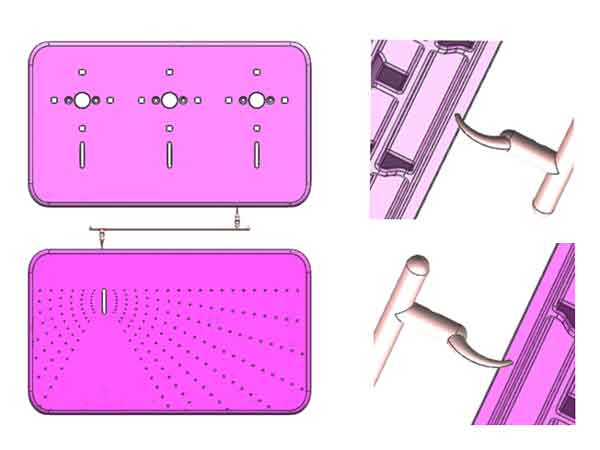
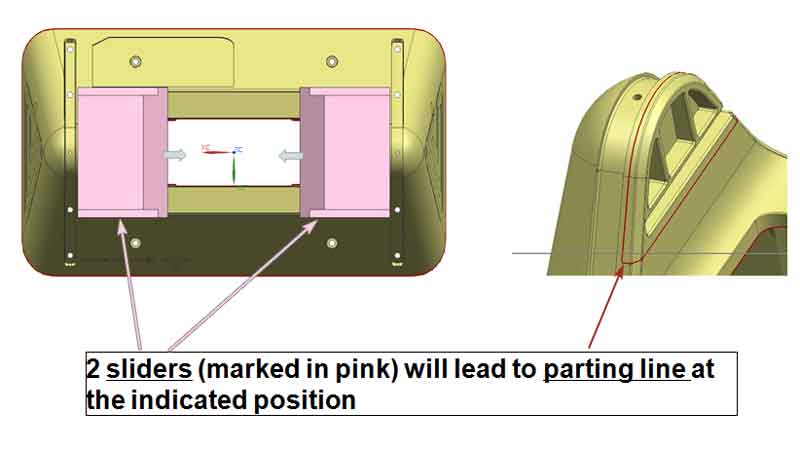
في التعامل مع الأجزاء البلاستيكية التي تحتوي على تعرجات، يعد استخدام آليات الانزلاق الجانبية مثل الرفاعات والمنزلقات أمرًا ضروريًا. يجب تسليط الضوء على مواقعها بشكل محدد في تقرير قابلية التصنيع.
مشابهًا لخط الانفصال، يمكن للرفاعات والمنزلقات، كونها مكونات متحركة، أن تخلق علامات خطية على المنتج. من الضروري التأكد من أن وضعها مقبول من حيث مظهر المنتج ووظيفته.
بالإضافة إلى ذلك، يمكن لهذه المكونات أيضًا أن تؤثر على الدقة الأبعادية للأجزاء، وهو تأثير مشابه لتأثير خط الانفصال.