射出成形表面仕上げの完全ガイド:SPI、VDI、MT規格および製造プロセスによって ボヤン製造知識, プラスチック成形 目次 トグル 射出成形の表面仕上げとは射出成形の表面仕上げの役割射出成形金型における表面仕上げの加工方法放電加工(EDM) - 砂のようなテクスチャ手仕上げ研磨 – 滑らか/鏡面/ブラシ仕上げCNC電極 + EDM – 大きく深いパターンサンドブラスト - 砂状テクスチャ化学エッチング – 砂テクスチャ、革テクスチャ、幾何学的パターン電気めっき - 光沢のある金型表面電気鋳造 – 多様なテクスチャと微細な幾何学的形状5軸レーザー彫刻 – 金型表面への高精度パターン形成現在の一般的な射出成形金型表面仕上げの規格と基準SPI規格VDI 3400スタンダードMTスタンダード金型表面仕上げサンプル結論FAQ私たちはプラスチック射出成形の専門家です。今私達に連絡し、速い引用を得なさい! 射出成形の表面仕上げとは 射出成形の表面仕上げとは、金型の表面に形成される粗さ、テクスチャ、パターンの特定の等級を指し、表面粗さだけでなく、さまざまなデザインパターンも含まれます。.表面粗さとテクスチャは通常、SPI、VDI 3400、MTなどの業界で認められた標準によって定義されます。これらの標準について以下でより詳細に説明し、仕上げの選択をガイドするのに役立てます。.標準的な表面粗さと比較して、デザインパターンはより広範な視覚効果を提供します。これらのパターンは、木目や革などの天然素材を再現したり、抽象的な幾何学模様を作成したりすることができます。自動車、電子機器、消費財などの産業で広く使用されています。.適切な金型表面仕上げを選択することで、メーカーは製品の外観を向上させ、使いやすさを高め、製造工程中に生じた微細な表面欠陥を隠すことができます。. 射出成形の表面仕上げの役割 一般的に、射出成形の表面仕上げは、いくつかの重要な機能を果たします:製品の外観を向上させ、デザインの魅力を高める;グリップを増やし、より良い触感を生み出す;コーティング、塗装、またはめっきの密着性を向上させる;製造工程からの表面欠陥を隠すのに役立つ;透明部品の明瞭さと光学性能を向上させる。 このように、金型の表面テクスチャー技術は製品設計に不可欠な要素となり、機能性、美観、性能を向上させ、最終製品の市場競争力を高める。. 射出成形金型における表面仕上げの加工方法 金型の表面仕上げは、さまざまな加工方法を用いて行うことができ、それぞれに独自の特徴と適した用途があります。ここでは、一般的な加工方法をご紹介します: 放電加工(EDM) - 砂のようなテクスチャ Electrical Discharge Machining (EDM)は、電気火花によって発生する高温で材料を溶融・蒸発させる加工法です。このプロセスにより、金型表面には自然に砂のような質感が形成され、一般的にEDM仕上げ/テクスチャまたはスパークエロージョンテクスチャと呼ばれます。.表面仕上げと制御放電加工(EDM)表面の外観は、VDI 3400標準(後ほどさらに紹介します)と比較できます。電流やパルス幅を増加させるなど、放電パラメータを調整することで、異なる表面粗さレベルを実現できます。.EDM vs. サンドブラストEDMで作成されたテクスチャーはサンドブラストに似ていますが、より均一性が高く、長持ちする結果など、いくつかの利点があります。これにより、EDMはより一貫性があり耐久性のある表面仕上げの理想的な選択肢となります。.EDM表面テクスチャー指定の重要性砂のようなテクスチャーが必要な場合は、金型生産前に希望するEDMテクスチャーを指定することが不可欠です。これにより、製造工程で直接テクスチャーが組み込まれ、時間を節約しコストを削減できます。さらに、EDM表面テクスチャーはより耐久性があり、時間が経っても外観を維持します。. 手仕上げ研磨 – 滑らか/鏡面/ブラシ仕上げ 手動研磨は、研磨材や工具を使用して金型表面を手作業で滑らかにする工程です。このプロセスは、加工痕や軽い傷を除去し、望ましい滑らかさのレベルを達成するのに特に効果的です。.高光沢仕上げとブラシ仕上げのオプションこの方法は、高反射性の表面が必要なものなど、高光沢レベルを必要とする金型に特に適しています。表面外観は、高光沢仕上げのためのSPI A1からA3標準を参照できます。.手動研磨でもブラシ仕上げを実現でき、これはSPI BおよびC規格に対応します。.初期工程と鏡面仕上げ最初のステップでは通常、砥石を使用して加工痕を除去します。その後、より細かい粒度のサンドペーパーを段階的に使用して表面の滑らかさを向上させます。.鏡面仕上げを達成するためには、ダイヤモンドペーストを組み合わせたウールホイールが使用されます。研磨は細心の注意を要するプロセスであり、相当な忍耐と精度が必要で、しばしば無塵ワークショップで実施されます。.さらなる表面処理における役割手動研磨は、サンドブラスト、化学エッチング、レーザーエッチングなどの追加の金型表面処理の基礎的なステップとしても機能します。.特定の高精度プラスチック製品では、T0サンプルは表面品質を徹底的に検査するために研磨された表面を必要とします。この最初の研磨ステップの後でのみ、追加の表面テクスチャーが適用され、金型加工における研磨の重要な役割が強調されます。. 精巧に研磨された金型表面は、画像の映り込みに歪みが少ない。. 研磨された表面の平坦さは、職人技の全体的なレベルを示す指標となる。. CNC電極 + EDM – 大きく深いパターン 金型製作において、金型キャビティ上のパターンはプラスチック部品の逆形状となります。例えば、プラスチック部品の盛り上がった形状は、金型の凹んだ形状に対応します。この方法では、まずプラスチック部品と一致するパターンを持つ電極(通常は銅またはグラファイト)を機械加工します。次に、その電極を放電加工(EDM)で使用し、逆形状を金型に転写します。.小半径と鋭い形状の実現このアプローチにより、非常に小さい半径や鋭い先端を持つ盛り上がった形状を作成することが可能です。フライスカッターは丸いため、凹んだ形状を直接鋭角に加工することはできず、このCNCとEDMを組み合わせた方法が特定の幾何学的形状に対して不可欠となります。.利点と応用CNC電極+EDMは、伝統的でシンプルな技術です。特に、装飾的な模様やロゴなどの大型または深いテクスチャの製造に適しています。この方法は、直接フライス加工の能力を超える深さやサイズを必要とする特徴を確実に処理します。.制限事項と表面品質しかし、この方法は非常に細かいまたは複雑なパターンには効果的ではありません。複雑なパターンはCNC加工時間が長くなり、金型表面にはしばしば加工痕が残り、後処理として研磨が必要となります。その結果、表面はわずかに粗く感じられ、極めて細かいまたは高度なテクスチャ仕上げを達成することはできません。. このプラスチック部品のギリシャキーパターンは深さ1.5mmであり、CNCフライス加工で電極を作成し、その後放電加工(EDM)を行うことが、これを加工する唯一の実用的な方法です。. サンドブラスト - 砂状テクスチャ サンドブラストでは、砂の粒子を高速で飛ばして鋳型の表面に衝突させ、粗くします。この簡単で迅速な方法は、特に鋳型の広い領域を処理するのに適しています。.材料と粗さサンドブラストでは、炭化ケイ素やガラスビーズなどの材料が一般的に使用されます。その粗さはメッシュサイズで測定され、通常は約10から数百の範囲で、80から200メッシュが最も頻繁に選択されます。.表面の質感と均一性サンドブラストは金型の様々な表面に適用できますが、底面と側面では異なる砂目調の効果が生じやすく、表面仕上げが不均一になる傾向があります。さらに、サンドブラストを長時間行うと、表面が光沢を帯びる可能性があります。.サンドブラスト処理面の耐久性サンドブラスト処理を施した表面は、時間の経過とともに滑らかになり、テクスチャーが失われる傾向があります。他の方法で作成されたテクスチャーと比較して、サンドブラスト表面の寿命は短く、所望の効果を維持するには定期的な再処理が必要です。. 化学エッチング – 砂テクスチャ、革テクスチャ、幾何学的パターン プロセス概要工程は、金型表面を滑らかに研磨することから始まります(Ra ≤ 0.4 µm)。表面を清掃して油分を除去した後、フォトレジストの層を塗布します。.次に、金型の上にフィルムを置き、UV光を用いて露光を行います。露光されたフォトレジスト部分は硬化し、露光されていない部分は溶解・洗浄除去できます。.不要なフォトレジストを除去した後、酸性溶液を塗布して表面をエッチングします。この工程により、テクスチャーや幾何学模様などの所望のパターンが形成されます。.耐久性と比較化学エッチングにより作成されたテクスチャーは、放電加工で作成されたテクスチャーと同様に、比較的長い寿命を持ちます。サンドブラストテクスチャーよりも大幅に耐久性に優れています。.工程の複雑さとコストただし、化学エッチング工程は他の方法よりも複雑で、若干コストが高くなります。エッチング表面を再加工することも可能ですが、再加工のたびに寸法精度が若干低下します。.精度制限化学エッチングは優れた耐久性を提供しますが、電鋳やレーザー彫刻ほどの精度はありません。このため、表面の細孔や縫い目などの微細なディテールを作成するには不向きです。. 電気めっき - 光沢のある金型表面 電気めっきは、金型の表面に薄い金属層を堆積させるプロセスです。このプロセスは耐摩耗性を向上させ、防食保護を提供し、装飾的で光沢のある仕上げを追加します。.一般的な電気めっきの種類金型で最も一般的に使用されるめっき方法には、ニッケルめっき、クロムめっき、およびチタンめっき(PVD真空コーティング)が含まれます。これらの技術により、金型表面は非常に高い輝度を持つ超平滑な鏡面仕上げを実現できます。.電気めっきの利点電気めっきは、表面硬度と耐摩耗性を向上させるだけでなく、プラスチック製品の付着を低減し、射出成形時のスティッキングを最小限に抑えます。これにより、金型の離型が容易になり、寿命が延びます。.制限事項と考慮点利点がある一方で、電気めっき層は脆く、大きな衝撃を受けるとはがれる可能性があります。コーティングは薄く、耐摩耗性はありますが、修理が困難であり、軽微な修理でも効果がない場合があります。さらに、細かい角や鋭いディテールにめっきを厚くすると、元の幾何学的形状が不明瞭になったり歪んだりすることがあります。これらの制限は、金型を電気めっきする前に慎重に考慮する必要があります。. 金型表面クロムメッキ 電気鋳造 – 多様なテクスチャと微細な幾何学的形状 電鋳は、電気化学的析出を利用して金型用の精密な幾何学的形状を作成する技術です。.通常は材料を除去する他の金型プロセスとは異なり、電気鋳造は、めっきと同様に、実際に金属を積層します。この技術は、マイクロンレベルの精度と高い表面平滑性を備えた複雑な形状を作成するのに理想的であり、微小部品や光学デバイスに適しています。.プロセス概要プロセスは、マスターモールド上に極めて微細なパターンを作成することから始まります。マスターモールドは金属、樹脂、ワックス、またはその他の材料で作ることができます。.次に、マスターモールドを電気めっき槽に入れ、電流を印加します。ニッケルまたは銅の原子が層ごとに表面に徐々に析出します。.所望の厚さに達したら、マスターモールドを取り除き、金属内に逆パターンを残します。その後、金属シェルを必要な形状に切断し、射出成形用の金型に埋め込みます。.利点と精度電気成形は、金型の形状を1:1の比率で完全に複製できるという利点があり、非常に細かいディテールを持つ表面を作成することが可能です。これには、革の毛穴や小さなパターンなどの微細なディテールや、フレネルレンズのような高精度の特徴も含まれます。.また、電気自動車用の反射ミラーに見られるような深いテクスチャの作成も可能です。. これが電鋳で作られた表面 電鋳の例 制限事項:遅い析出速度と圧力下での脆さしかし、電鋳中の金属析出速度は非常に遅く、通常は時間あたりわずか0.02~0.04 mmです。2~3 mmの厚さを達成するには数日かかることがあります。この遅いプロセスにより、電鋳は比較的高価になります。.さらに、得られた電鋳シェルは通常、金型のインサートとして使用されます。厚さの制限により、射出成形中に過度の圧力に耐えることができず、そのような応力下で割れる可能性があります。. 5軸レーザー彫刻 – 金型表面への高精度パターン形成 5軸レーザー彫刻は、高精度なレーザー装置を使用して、複雑で細かいパターンを金型表面に直接エッチングします。この技術は3次元加工が可能であり、高級で繊細かつ複雑な金型製造に最適です。.精密3D表面彫刻レーザーヘッドのX、Y、Z軸を同時に制御することで、システムは広い面積や複雑な3D曲面を精密に彫刻できます。これにより、金型全体で一貫したパターンの深さと精度が実現されます。.他方式に対する優位性レーザーが金属表面を直接彫刻するため、化学エッチングや電鋳インサートは不要です。これにより、電鋳インサートの脆弱性の問題を回避し、放熱性が向上します。5軸レーザー彫刻は、自動車内装部品(ダッシュボードやドアパネルなど)や、家電製品、デジタル機器の筐体に広く使用されています。. 5軸表面テクスチャリングの2つの例</strong アップルの携帯電話ケースの表面の質感 革の表面とステッチの3Dレーザーテクスチャリングサンプル コストと運用上の考慮事項5軸レーザー機は高価であり、パターン設計と機械操作の両方に熟練した技術者を要します。不適切なプロセスパラメータは、表面の不均一さや目立つ接合痕を引き起こす可能性があります。このため、5軸レーザー彫刻は他の多くのプロセスよりも高コストになります。.深さ制限と表面要件この方法は、非常に深いテクスチャには適していません。典型的な彫刻深さは0.02~0.15 mmの範囲で、0.2 mmを超えると効率が大幅に低下し、再溶解、黒化、粗い表面などの欠陥のリスクが高まります。また、最高の結果を得るためには、彫刻前に金型表面を高度な平滑度まで研磨する必要があります。. 理論的には、3Dパターン設計と組み合わせることで、5軸レーザー彫刻は精密な寸法制御でどんなテクスチャー形状でも作ることができ、この点では他の方法を凌駕する。しかし、装置のコストが高いため、加工費も大きく、普及には限界がある。. カスタム3Dテクスチャーデザイン 以下の表は、8つの異なる加工方法の簡易比較を提供します。プロセスイーディーエム手動研磨CNC電極 + EDMサンドブラスト化学エッチング電気メッキ電鋳5軸レーザー彫刻価格中程度低から高ミディアム低い中程度高い非常に高い非常に高い人気高い高い高い中程度高い低い低い低い 現在の一般的な射出成形金型表面仕上げの規格と基準 プラスチック製造と金型設計において、金型表面仕上げの規格は極めて重要です。最も受け入れられ、利用されている3つの規格は、SPI(プラスチック工業会)、VDI 3400(Verein Deutscher Ingenieureの略、英語でドイツ技術者協会を意味する)、MT(モールドテック)です。.多くの工場が独自のテクスチャー・プレートを持っているが、この3つは世界的に認知されている。SPIは米国で、VDI 3400は欧州で普及しており、MTはその汎用性と柔軟性から世界中で広く採用されている。. SPI規格 プラスチック射出成形金型の表面処理には、アメリカのプラスチック業界が制定したSPI(Society of Plastics Industry)という規格があります。金型表面のテクスチャーを大きくA、B、C、Dの4つのクラスに分類し、それぞれをさらに3つのレベルに分け、合計12種類の表面処理を行う。.クラスA(A-1、A-2、A-3)は、 ハイグロス, 、製品に要求される スムーズ、ミラーライク 外観。.クラスB(B-1、B-2、B-3)は ブラシ仕上げ 中程度の光沢と細かいテクスチャの表面で、高光沢を必要としない視覚的に魅力的な製品に理想的です。.クラスC(C-1、C-2、C-3)は またブラシ仕上げ しかし クラスBより粗い, は、中程度の粗さを必要とする製品に使用され、グリップを向上させたり、製造上の欠陥を隠したりするためによく使われます。.クラスD(D-1、D-2、D-3)は最も粗く、通常は サンドテクスチャ表面, で、触感を向上させたり、特定の視覚効果を必要とする製品に使用されます。. 全体的に、SPI規格はパターンスタイルよりもむしろ研磨の度合いに重点を置いており、製品要件に基づいて適切な表面処理を選択する際にメーカーを支援することで、製造において重要な役割を果たしている。. SPI金型テクスチャサンプル:C1、C2、C3、D1 研磨用SPI規格の概要 SPI(新規)説明Ra µm (DIN)コメントA-1ダイヤモンド・バフ・グレード30 - 0.025鏡面または光学仕上げ用。最も時間がかかる。鋼種が結果を左右する。.A-2ダイヤモンド・バフ・グレード60.025 - 0.05A-3ダイヤモンド・バフ・グレード150.05 - 0.076B-1600グリットペーパー0.05 - 0.076工具痕や加工痕を除去します。離型性が良い。成形品に光反射仕上げを施し、若干の光沢を与える。.B-2400グリットペーパー0.10 - 0.127B-3320グリットペーパー0.23 - 0.25C-1600石0.25 - 0.30工具痕や加工痕を除去します。離型性が良い。成形品に光沢を与えず、無光沢に仕上げる。.C-2400石0.64 - 0.71C-3320石0.97 - 1.07D-1ドライブラスト ガラスビーズ 11, 200 distance at 0.7 Mpa; 5秒0.25 - 0.30装飾仕上げ用。ダイカストやサーモセットの冷却によく使用される。シュリンクマークやその他の欠点を隠すのに役立ちます。成形品や鋳造品のくすんだ非反射仕上げ。の部分だ。.D-2ドライブラスト 240酸化物、0.7 Mpaで125距離、5秒0.66 - 0.81D-3ドライブラスト 240酸化物、0.7 Mpaで150距離、5秒4.83 - 5.84 VDI 3400スタンダード ドイツ技術者協会(Verein Deutscher Ingenieure)によって制定されたVDI 3400規格は、金型表面のテクスチャ加工を定義しています。これは、46種類の異なるテクスチャグレードを含み、VDI 3400 #0(非常に細かい)から#45(非常に粗い)までの範囲です。.実際には、最も一般的に使用されるグレードはVDI 12、15、18、21、24、27、30、33、36、39、42、および45です。これら12のグレードはプラスチック産業で広く使用されており、対応するプラスチックテクスチャサンプルは一般的に入手しやすくなっています。.VDIグレードには鏡面仕上げは含まれていないことに注意することが重要です。すべてのVDIグレードはマットな質感です。VDI 0でさえRa 0.10 μmの粗さがあり、真の鏡面仕上げとは見なされません。鏡面仕上げは通常SPI A規格で指定され、SPI A1は一般的にRa 0.025 μm以下です。.VDI 3400テクスチャは主に放電加工(EDM)と関連付けられており、細かく一貫した表面テクスチャを生成するのに適しています。VDI表面はしばしば砂テクスチャ仕上げに似ていますが、VDI 3400は本質的に「砂テクスチャ仕上げ」の規格ではありません。これは、粗さのグレーディングシステムとして理解する方が適切です。.ただし、より大きな表面では、不均一または過度に粗いテクスチャを避けるために、研磨、化学エッチング、サンドブラストなどの補助技術が採用されます。これらの方法の組み合わせにより、VDI 3400は幅広い金型設計要件と用途に対して実用的で汎用性の高い規格となっています。. 以下の表は、一般的なSPI等級と対応する表面粗さ(Ra値)の関係を示している。。グレード0369121518212427303336394245Ra (µm)0.100.150.200.300.400.550.801.101.602.203.204.506.309.0012.5018.00 MTスタンダード 前述の規格とは異なり、MT(Mold-Tech)規格は業界団体ではなく、企業によって開発・推進されています。.MTは、50万以上のテクスチャのグローバルライブラリを持つと説明されることがよくあります。これらのテクスチャは、幾何学的、線状、有機的または自然的、革様、および装飾的または機能的テクスチャなど、いくつかのカテゴリに大別できます。.その中で、500以上のテクスチャがオンラインで公開検索可能です。このオンラインカタログへのアクセスは無料ですが、ユーザーは閲覧するためにまず同社のウェブサイトに登録する必要があります。公開カタログで適切なテクスチャが見つからない場合、顧客は通常、Mold-Techのエンジニアリングチームと直接連携して、より広範なグローバルライブラリを探索する必要があります。同社はまた、特別な設計要件に対してカスタムテクスチャを開発することもできます。.また、多くの他の金型表面テクスチャリング会社も同様のパターンライブラリを提供していることに留意する価値があります。それらの選択肢はMold-Techよりもはるかに少ないことが多いですが、価格もより競争力がある場合があります。最終的に最適な選択は、製品の要件、視覚的な目標、および予算によって異なります。. Most Common MT Gradesグレード 深さ(インチ)最小ドラフト角MT 110000.00041.0°MT 110100.00101.5°MT 110200.00152.5°MT 110300.00203.0°MT 110400.00304.5°MT 110500.00456.5°MT 110600.00304.5° 金型表面仕上げサンプル 金型表面テクスチャをよりよく理解し、適切に選択するために、メーカーはしばしば金型表面テクスチャ見本を参考として使用します。.見本には一般的に金属とプラスチックの2種類があり、プラスチック部品の最終的な外観を直接反映するため、プラスチックの方がより一般的です。.一般的なテクスチャ標準にはSPI、VDI 3400、MTがあり、多くのベンダーが対応する見本テンプレートを提供しています。ほとんどのベンダーは標準色と材料(通常はABS)で見本を提供します。.ただし、一部のベンダーはPPやABSなど、より広範な色と材料を提供でき、特定の要件に基づいてカスタム見本を作成することさえあります—ただし、これは通常、専門的なプロジェクトでのみ必要です。. VDI 3400プラスチック金型表面テクスチャサンプルプレートは、参照用の一連の標準化されたテクスチャを表示しています。. 結論 ほとんどのユーザーにとって、最も一般的な金型表面仕上げの種類には、研磨仕上げ、砂目立て仕上げ、つや消し仕上げがある。したがって、金型表面処理を選択する場合、ユーザーは通常、これら3つのタイプのいずれかを選択し、必要な粗さレベルを決定する必要があります。.この観点から、SPIおよびVDI規格の適用は比較的簡単でユーザーフレンドリーです。.もしあなたの要求がより具体的でユニークなものであれば、MT社が提供するソリューションを選ぶか、関連する金型工場やデザイン会社を探すべきである。. FAQ SPI、VDI、MTの間でどのように選択すればよいですか? 選択は、製品に求める表面仕上げの種類によって異なります。.ミラーまたはハイグロス 表面 – 通常は以下の方法で指定されます SPI A1–A3ブラシ仕上げまたはセミポリッシュ 仕上げ – 通常 SPI B1–B3 または C1–C3マットまたは サンドライクテクスチャ – しばしば指定に使用 VDI 3400 グレード, SPI D1–D3 または MT110 シリーズ装飾または パターン表面 – 通常提供される MT (Mold-Tech) または他の表面テクスチャメーカー各規格は金型表面仕上げの異なる側面に焦点を当てているため、選択は製品の視覚効果と機能要件に依存します。. 金型の表面仕上げを選択する際にサンプルは必要ですか? はい。製品の表面仕上げについてより正確に把握したい場合は、サンプルの使用を強くお勧めします。.市販のSPIおよびVDI 3400仕上げサンプルプレートは、業界で広く使用されています。これらのサンプルは通常、プラスチックプレートや金属ブロックに一般的な仕上げが施されており、設計者やエンジニアが視覚的に比較し、表面を触って確認することができます。.一部のサンプルキットは異なる材料や色でも提供されており、成形部品の最終的な外観をより正確にシミュレートするのに役立ちます。. どの程度の粗さが高鏡面仕上げとみなされますか? 高鏡面仕上げの粗さは通常Ra 0.025~0.05 μm程度で、超高鏡面仕上げはさらに滑らかになる場合があります。.これらの仕上げは通常、SPI Aグレード、特にSPI A1を使用して指定され、VDIグレードはあまり使用されません。. VDIはサンドテクスチャと同じですか? 正確ではありません。.VDI表面はしばしばサンド仕上げに似た外観を示しますが、VDI 3400は特にサンド仕上げの規格ではありません。これはむしろ、表面粗さのグレーディングシステムとして理解するのが適切で、放電加工などのプロセスで生成されるマット仕上げを定義するために一般的に使用されます。. 金型表面テクスチャはどのように作成されますか? 金型表面のテクスチャは、様々なプロセスで作成することができ、一般的に付加と除去の2つのカテゴリーに分類される技術です。.主な付加プロセスは以下の2つです:電気めっき電鋳その他のほとんどの金型テクスチャリング方法は除去であり、これは材料の薄い層を除去または再形成することで表面を変更することを意味します。. サンドブラストは特殊なケースです:切削やエッチングと同じ方法で材料を除去するわけではありませんが、より均一な仕上げを達成するために、通常金型表面は事前に研磨と研磨する必要があります。. 金型の表面仕上げは修理や修正が可能ですか? 除去加工による仕上げプロセスの場合、ほとんどの仕上げは修復または修正が可能です。ただし、これを行うと通常追加の材料層が除去されるため、金型寸法がわずかに減少する可能性があります(これによりプラスチック部品のサイズが増加します)。.付加加工プロセスの場合、仕上げの修復または修正ははるかに困難で、多くの場合不可能です。. より滑らかな表面は、常に離型性に優れているのでしょうか? 必ずしもそうではありません。極めて滑らかまたは鏡面研磨された表面は、部品と金型の間に真空または吸着効果を生じさせる可能性があるため、時として脱型をより困難にする場合があります。これは特に大きな表面積や深いキャビティ形状の場合に当てはまります。.多くの場合、軽いテクスチャ仕上げの方が適しています。なぜなら、清潔で制御された表面外観を維持しながら、脱型性の向上に役立つからです。. ミラー仕上げ金型の研磨精度はどのように確保されますか? 高品質の鏡面仕上げを実現するには、非常に精密な金型加工と、ポリッシング前の慎重な準備が必要です。.最終的なポリッシングプロセスの前に、金型表面は可能な限り滑らかにする必要があります。これにより、必要な手作業によるポリッシングの量が減少します。手作業によるポリッシングは表面全体に均一に制御することが難しいため、過度のポリッシングは不均一な微細表面を生み出す可能性があります。.これらの不規則性は、研磨された表面に映る反射像を歪ませ、ミラー仕上げが歪んだり不均一に見えたりする原因となります。. 私たちはプラスチック射出成形の専門家です。今私達に連絡し、速い引用を得なさい! 見積依頼 前ナイロン射出成形を極める:PA6とPA66への洞察次優れた製造のための精密射出成形における主要戦略
Electrical Discharge Machining (EDM)は、電気火花によって発生する高温で材料を溶融・蒸発させる加工法です。このプロセスにより、金型表面には自然に砂のような質感が形成され、一般的にEDM仕上げ/テクスチャまたはスパークエロージョンテクスチャと呼ばれます。.表面仕上げと制御放電加工(EDM)表面の外観は、VDI 3400標準(後ほどさらに紹介します)と比較できます。電流やパルス幅を増加させるなど、放電パラメータを調整することで、異なる表面粗さレベルを実現できます。.EDM vs. サンドブラストEDMで作成されたテクスチャーはサンドブラストに似ていますが、より均一性が高く、長持ちする結果など、いくつかの利点があります。これにより、EDMはより一貫性があり耐久性のある表面仕上げの理想的な選択肢となります。.EDM表面テクスチャー指定の重要性砂のようなテクスチャーが必要な場合は、金型生産前に希望するEDMテクスチャーを指定することが不可欠です。これにより、製造工程で直接テクスチャーが組み込まれ、時間を節約しコストを削減できます。さらに、EDM表面テクスチャーはより耐久性があり、時間が経っても外観を維持します。.
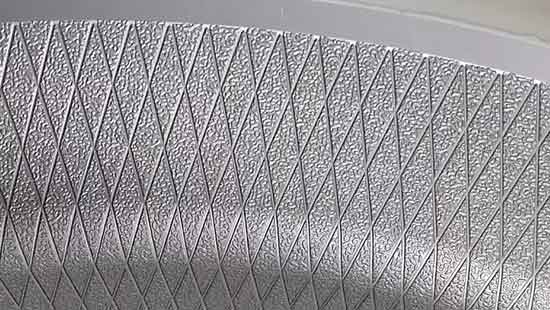
プロセス概要工程は、金型表面を滑らかに研磨することから始まります(Ra ≤ 0.4 µm)。表面を清掃して油分を除去した後、フォトレジストの層を塗布します。.次に、金型の上にフィルムを置き、UV光を用いて露光を行います。露光されたフォトレジスト部分は硬化し、露光されていない部分は溶解・洗浄除去できます。.不要なフォトレジストを除去した後、酸性溶液を塗布して表面をエッチングします。この工程により、テクスチャーや幾何学模様などの所望のパターンが形成されます。.耐久性と比較化学エッチングにより作成されたテクスチャーは、放電加工で作成されたテクスチャーと同様に、比較的長い寿命を持ちます。サンドブラストテクスチャーよりも大幅に耐久性に優れています。.工程の複雑さとコストただし、化学エッチング工程は他の方法よりも複雑で、若干コストが高くなります。エッチング表面を再加工することも可能ですが、再加工のたびに寸法精度が若干低下します。.精度制限化学エッチングは優れた耐久性を提供しますが、電鋳やレーザー彫刻ほどの精度はありません。このため、表面の細孔や縫い目などの微細なディテールを作成するには不向きです。.
電気めっきは、金型の表面に薄い金属層を堆積させるプロセスです。このプロセスは耐摩耗性を向上させ、防食保護を提供し、装飾的で光沢のある仕上げを追加します。.一般的な電気めっきの種類金型で最も一般的に使用されるめっき方法には、ニッケルめっき、クロムめっき、およびチタンめっき(PVD真空コーティング)が含まれます。これらの技術により、金型表面は非常に高い輝度を持つ超平滑な鏡面仕上げを実現できます。.電気めっきの利点電気めっきは、表面硬度と耐摩耗性を向上させるだけでなく、プラスチック製品の付着を低減し、射出成形時のスティッキングを最小限に抑えます。これにより、金型の離型が容易になり、寿命が延びます。.制限事項と考慮点利点がある一方で、電気めっき層は脆く、大きな衝撃を受けるとはがれる可能性があります。コーティングは薄く、耐摩耗性はありますが、修理が困難であり、軽微な修理でも効果がない場合があります。さらに、細かい角や鋭いディテールにめっきを厚くすると、元の幾何学的形状が不明瞭になったり歪んだりすることがあります。これらの制限は、金型を電気めっきする前に慎重に考慮する必要があります。.