در فرآیند تولید قالبگیری تزریقی، مونتاژ قالب و فیتینگ دستی مراحل حیاتی هستند که نیازمند زمان و تلاش قابل توجهی میباشند. این فرآیندها مستلزم توجه دقیق به جزئیات، تجربه فراوان و مهارتهای دقیق هستند.
یک رویکرد دقیق و حسابشده برای دستیابی به کیفیت بهینه قالب ضروری است. تنها از طریق این سطح از دقت میتوان اطمینان حاصل کرد که قالب با کیفیت بالا تولید میشود.
اتصال دستی چیست؟
فیتینگ دستی به فرآیند تنظیم دقت ابعادی قطعات قالب به صورت دستی پس از ماشینکاری اشاره دارد. این کار تضمین میکند که تمام قطعات قالببه طور کامل با هم فیت میشوند، به درستی تراز میشوند و فاصلههای لازم برای قطعات متحرک مانند اسلایدرها، لیفترها و پینهای ایجکتور را به دست میآورند. هدف، تنظیم دقیق این قطعات برای عملکرد و تراز صحیح در حین فرآیند تزریق است.
مناطق کلیدی برای بازرسی در اتصال دستی
در هنگام انجام فیتینگ دستی، چندین ناحیه حیاتی نیاز به بازرسی دارند:
1. سطح جدایش: سطح جدایش قالب باید صاف و به خوبی تراز شده باشد. تماس ضعیف یا فاصله بین این سطوح میتواند منجر به فلش در قالبگیری تزریقی شود. دستیابی به تراز کامل برای سطوح صاف نسبتاً ساده است، اما برای خطوط جدایش سهبعدی میتواند پیچیدهتر باشد.
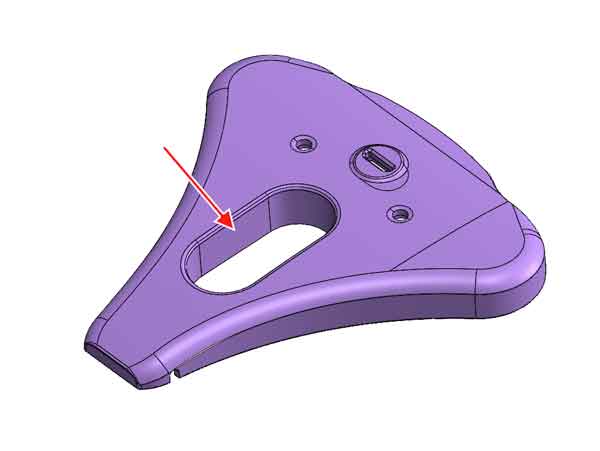
2. سطح پانچ: سطوح پانچ، که در قطعه قالبگیری شده ایجاد میشوند، باید دقیقاً فیت شوند.
یک قطعه پلاستیکی با یک دهانه
هسته و حفره قالب باید در ارتفاع صحیح با یکدیگر تماس داشته باشند تا اطمینان حاصل شود که هنگام بسته شدن قالب، تماس یکنواخت است. عدم همترازی در اینجا میتواند منجر به فشار ناهموار و تشکیل فلش شود.
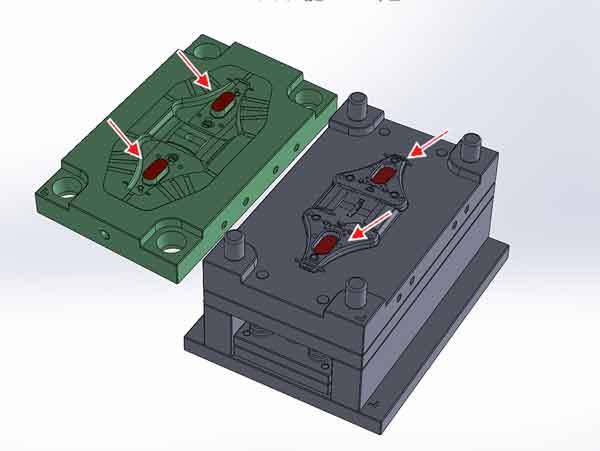
سطح پانچ در نمای سهبعدی
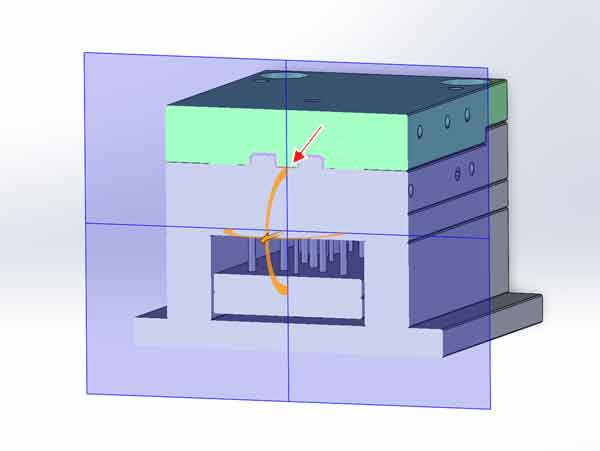
سطح پانچ در نمای مقطع.
3. اسلایدرها و لیفترها: اسلایدرها و لیفترها باید فاصله صحیحی با ریلهای راهنمای خود داشته باشند، معمولاً بین 0.01 تا 0.05 میلیمتر، بسته به اندازه. این قطعات همچنین باید با هسته قالب همسطح باشند تا از خطوط ناهماهنگ یا مشکلات ابعادی در قطعه قالبگیری شده جلوگیری شود.
4. لبههای تیز و برادهها: در حالی که پخزنی در حین ماشینکاری CNC میتواند پرهزینه باشد، معمولاً برادهها و لبههای تیز به صورت دستی با استفاده از سنگزنی حذف میشوند تا عملکرد روان تضمین شود و از آسیب در حین مونتاژ قالب جلوگیری گردد.
5. تهویه قالب: تهویه مناسب برای خروج هوا در حین قالبگیری تزریقی ضروری است. دریچههای تهویه باید بررسی شوند تا اطمینان حاصل شود که اندازه صحیحی دارند. دریچههای بیش از اندازه بزرگ میتوانند منجر به فلش شوند، در حالی که دریچههای کوچک ممکن است هوا را به دام انداخته و باعث عیوب شوند.
با تمرکز بر این نواحی در حین فیتینگ دستی، سازندگان قالب میتوانند عملکرد روان قالب تزریق را تضمین کرده و از بروز عیوب در حین تولید جلوگیری کنند.
روشهای بازرسی متداول
رایجترین روش برای بررسی فیت و تراز سطوح ماشینکاری شده قالب، استفاده از ترکیب نشانگذاری قرمز یا آبی (معروف به “دان قرمز” یا “دان آبی”) است. این تکنیک اغلب با ابزارهای اندازهگیری دقیق مانند کولیس و میکرومتر تکمیل میشود.
توجه: دان قرمز: بافت سختتری دارد و نسبتاً زبرتر است، که آن را برای فیتینگ قالب در سطح وسیع یا تراز قطعات مکانیکی سنگین مناسبتر میکند. میتواند نقاط تماس واضحتری را نشان دهد. دان آبی: بافت نرمتری دارد و برای فیتینگ دقیق قالب ایدهآل است، به وضوح علائم تماس سبکتر را نمایش میدهد. برای بررسی تراز قالب با دقت بالا مناسب است.
با پیشرفتهای مداوم در فناوری ماشینکاری و اندازهگیری، استفاده از دستگاههای اندازهگیری مختصاتی (CMM) به طور فزایندهای محبوب شده است. CMMها میتوانند یک پروفایل کامل از قطعه اندازهگیری شده ارائه دهند و اغلب میتوانند جایگزین روش سنتی دان قرمز برای بازرسیهای دقیقتر و جامعتر شوند.
روش بازرسی دان قرمز
روش دان قرمز (یا دان آبی) شامل اعمال یک لایه نازک و یکنواخت از ترکیب نشانگر بر روی یک نیمه سطح قالب است. مهم است که اطمینان حاصل شود اعمال آن یکنواخت و با ضخامت ثابت باشد.
سپس دو نیمه قالب به هم آورده شده و محکم فشار داده میشوند تا تماس کامل تضمین شود.
پس از جدا کردن نیمههای قالب، انتقال دان قرمز بر روی سطح مقابل قالب بازرسی میشود.
فیت مناسب: اگر سطوح به خوبی تراز شده باشند، دان قرمز به طور یکنواخت به سطح متناظر در نیمه دیگر قالب منتقل میشود که نشاندهنده فیت مناسب و یکنواخت است.
فیت بیش از حد تنگ: رنگ تیره نشاندهنده حداقل فاصله بین سطوح است که حاکی از فیت بسیار محکم است.
فاصلههای بزرگ: رنگ روشنتر یا ناهموار نشاندهنده فاصلههای بزرگتر بین سطوح است. اگر هیچ دان قرمزی منتقل نشود، این نشاندهنده تراز نامناسب قابل توجه است و نواحی مورد نظر نیاز به تنظیم بیشتر در ابعاد یا شکل خواهند داشت.
پس از اینکه نیمههای قالب به هم آورده شدند، مهم است که از یک میله مسی یا آلومینیومی برای چکش زدن قالب با نیرو استفاده شود تا تماس محکم نیمههای قالب تضمین شود. عدم انجام این کار میتواند منجر به نواحی بزرگی بدون هیچ انتقال دان قرمز شود که باعث بازرسی ناقص و نتایج نادرست میگردد.
ضربه زدن به قالب با میله آلومینیومی برای انتقال رنگ.
برای بهبود کارایی، استفاده از یک پرس نشانگذاری قالب به شدت توصیه میشود. این دستگاه میتواند فشار یکنواختی بر روی سطوح قالب اعمال کند و انتقال بهتری از ترکیب نشانگذاری نسبت به چکشزنی دستی به دست آورد. علاوه بر این، فشار فیزیکی بر کارگران را کاهش میدهد و فرآیند را تسریع میکند. برای قالبهای بزرگتر، استفاده از دستگاه گیرهای ضروری است، زیرا وزن آنها باعث میشود که جابجایی دستی عملی نباشد و برای دستیابی به نتایج دقیق مؤثر نباشد.
روشهای تنظیم
چندین روش برای تنظیم ابعاد اجزای قالب تزریق برای دستیابی به دقت لازم وجود دارد:
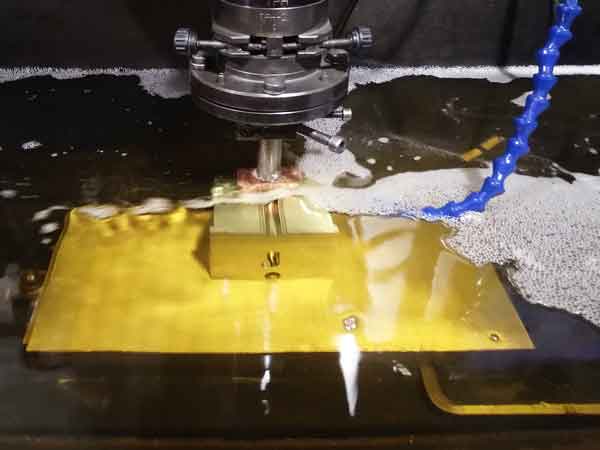
1. دستگاه سنگزنی
یکی از متداولترین روشها برای تنظیم ارتفاع سطوح تخت، دستگاه سنگزنی است. این روش سریع، راحت و مقرون به صرفه است و برای تنظیمات جزئی بخشهای مسطح قطعات قالب ایدهآل میباشد.
2. تنظیم دقیق دستی
برای سطوح منحنی، تنظیمات دستی معمولاً به اصلاحات کوچک و محلی محدود میشوند. ابزارهایی مانند سوهان، کاغذ سنباده، و سنگزنیهای الکتریکی (مانند ابزارهای چرخشی یا سنگزنی زاویهای) برای اصلاح مناطق خاص استفاده میشوند. این روش اغلب بهتدریج انجام میشود، با استفاده از تکنیک قرمز دان که قبلاً ذکر شد تا به ابعاد مطلوب نزدیکتر شود. با این حال، چون تنظیم دقیق دستی زمانبر است، برای تنظیمات جزئی مناسبتر است تا تغییرات گسترده.
از یک ابزار چرخشی برای حذف مواد اضافی و تنظیم اندازه استفاده کنید.
از سنگ زاویه برای پخ زدن لبههای تیز استفاده کنید
از سوهان برای ساییدن مواد اضافی و تنظیم اندازه استفاده کنید.
3. فرز CNC و بازسازی EDM
هنگامی که تنظیمات بزرگتری مورد نیاز است، به ویژه برای کانتورهای پیچیده یا سطوح با انحرافات قابل توجه، ماشینهای فرز CNC یا ماشینکاری تخلیه الکتریکی (EDM) برای بازکاری قطعه لازم هستند. اصلاحات دستی برای تغییرات عمده به اندازه کافی دقیق نیستند، به ویژه در قالبهایی با الزامات دقت ابعادی بالا. علاوه بر این، سوهانکاری دستی در قالبهای با دقت بالا که رد ابزار قابل مشاهده قابل قبول نیست و میتواند کیفیت و عملکرد محصول نهایی را به خطر بیندازد، توصیه نمیشود.
فرز CNC
EDM (ماشینکاری تخلیه الکتریکی)
این روشها تضمین میکنند که قطعات قالب میتوانند به طور کارآمد تنظیم شوند در حالی که سطوح بالای دقت مورد نیاز برای عملکرد بهینه قالب حفظ میشود. هر روش مورد استفاده خاص خود را دارد، با روشهای دستی مناسب برای اصلاحات جزئی و ماشینکاری پیشرفتهتر برای اصلاحات قابل توجه.
بازرسی اسلایدرها و لیفترها
در طول فرآیند فیتینگ دستی، بازرسی و تنظیم اسلایدرها و لیفترها وظایف مهمی هستند. اطمینان از دقت ابعادی و هندسی آنها، و همچنین حفظ لقی مناسب با ریلهای راهنمای آنها، حیاتی است.
تناسب ناکافی میتواند بر دقت قطعات پلاستیکی تولید شده تأثیر بگذارد و سایش این اجزا را در حین کارکرد قالب تسریع کند.
بازرسی لمسی
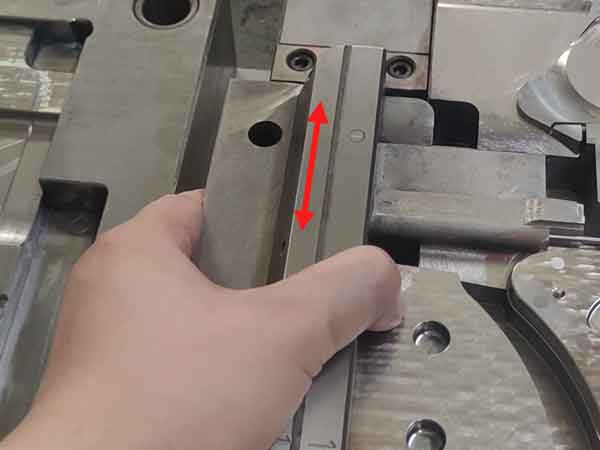
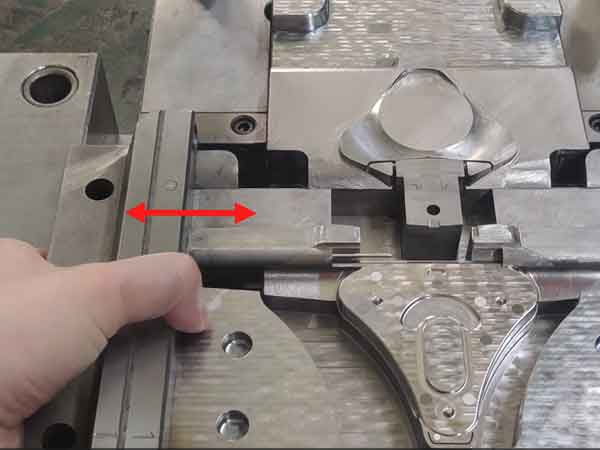
یک روش متداول برای ارزیابی فیت و لقی اسلایدرها و لیفترها، بازرسی لمسی است. این شامل حرکت دستی اسلایدرها (و لیفترها) میشود:
حرکت جانبی: هنگام حرکت اسلایدر به چپ و راست، نباید لقی یا شل بودن محسوسی وجود داشته باشد.
حرکت به جلو و عقب: اسلایدر باید با میزان مقاومت مناسب حرکت کند - نه خیلی سفت و نه خیلی شل.
اگر فیت خیلی سفت باشد یا قطعه اصلاً جا نرود، میتوان مواد را حذف کرد تا ابعاد کمی کاهش یابد. با این حال، اگر فیت خیلی شل باشد، تنها راه حل ساخت مجدد اسلایدر یا لیفتر برای دستیابی به اندازه و تلرانس صحیح است. بنابراین، در طول فرآیند تنظیم باید دقت زیادی به خرج داد تا از حذف بیش از حد مواد جلوگیری شود.
با توجه به دقت مورد نیاز برای فیت کردن اسلایدرها و لیفترها، این فرآیند نیاز به تکنسینهای باتجربه با مهارتهای قوی دارد. دقت و کارایی فیتینگ دستی قالب به شدت به تخصص آنها وابسته است تا اطمینان حاصل شود که همه اجزا همتراز شده و همانطور که در نظر گرفته شده عمل میکنند.
جدول زمانی فیت قالب
فرآیند تنظیم دستی ابعاد قالب برای دقت، پرزحمت و زمانبر است، به همین دلیل بخش قابل توجهی از چرخه کلی ساخت قالب را تشکیل میدهد.
محصولات ساده: برای محصولاتی که فقط نیاز به فیتینگ سطوح تخت جدایش دارند، فرآیند نسبتاً سریع است و معمولاً حدود ۱ تا ۲ روز طول میکشد.
سوراخ کردن سطوح: اگر قالب شامل سطوح پانچ-ترو باشد، فرآیند فیتینگ پیچیدهتر میشود و معمولاً ۲ تا ۳ روز برای تکمیل زمان میبرد.
اسلایدرها و لیفترها: هنگامی که یک قالب دارای اسلایدرها و لیفترهای متعدد باشد، زمان مورد نیاز به طور قابل توجهی افزایش مییابد. بسته به تعداد و پیچیدگی این قطعات، فرآیند فیتینگ میتواند از ۳ تا ۱۰ روز طول بکشد.
به طور خلاصه، زمانبندی فیتینگ قالب تا حد زیادی به تعداد و پیچیدگی اسلایدرها و لیفترهای درگیر بستگی دارد. اندازه کلی قالب و پیچیدگی ساختاری آن نیز در تعیین مدت زمان فرآیند فیتینگ نقش دارند.
خلاصه
در نتیجه، مونتاژ و تناسب قالب مراحل حیاتی در فرآیند کلی ساخت قالب تزریق هستند. آنها بهطور قابل توجهی بر مدت زمان چرخه ساخت تأثیر میگذارند و برای اطمینان از کیفیت قالبها ضروری هستند.
در صورت داشتن هرگونه سوال، میتوانید با ما تماس بگیرید یا نظر خود را در زیر بنویسید، و ما تمام تلاش خود را برای ارائه پاسخ خواهیم کرد.