
فهرست مطالب
تغییر وضعیتچرا آنیل پلاستیک برای برخی قطعات تزریق پلاستیک مورد نیاز است
هدف از بازپخت پلاستیک، رسیدگی به برخی از مسائلی است که در طی قالبگیری تزریقی محصولات پلاستیکی به وجود میآید. در فرآیند قالبگیری تزریقی پلاستیک، تنشهای داخلی اغلب در داخل محصول به دلیل عواملی مانند دما و فشار ایجاد میشوند. اگر این تنشهای داخلی بیش از حد زیاد شوند، میتوانند منجر به مسائل کیفی مانند ابعاد ناپایدار، تاب برداشتن، تغییر شکل یا حتی ترک خوردن در محصول نهایی شوند. همانطور که فولاد نیاز به بازپخت دارد، محصولات پلاستیکی نیز میتوانند از طریق فرآیند بازپخت بهبود یابند.
بازپخت عمدتاً شامل گرم کردن محصول پلاستیکی تا دمای خاصی و سپس اجازه دادن به آن برای سرد شدن آهسته تحت شرایط کنترلشده است. این فرآیند به مولکولها درون پلاستیک اجازه میدهد تا دوباره تراز شوند، در نتیجه تنشهای داخلی را کاهش یا حذف کرده و پایداری ابعادی و کیفیت کلی محصول را بهبود میبخشد.
علاوه بر بازپخت، پردازش پس از تولید محصولات پلاستیکی شامل شرایطدهی رطوبتی نیز میشود. شرایطدهی رطوبتی شامل افزایش رطوبت ماده پلاستیکی است که میتواند چقرمگی ماده را افزایش دهد، به ویژه برای مواد PA (پلیآمید) مهم است. با تنظیم محتوای رطوبت ماده، خواص مکانیکی آن بهبود مییابد و محصول نهایی در استفاده بادوامتر و پایدارتر میشود.
به طور خلاصه، آنیل و رطوبتدهی مراحل حیاتی در فرآوری پلاستیک هستند. این فرآیندها به بهبود عملکرد و کیفیت محصولات کمک کرده و پایداری و دوام محصولات پلاستیکی را در استفاده روزمره تضمین میکنند.
علل ایجاد تنش داخلی در محصولات تزریق پلاستیک
تنش داخلی در محصولات قالبگیری تزریقی میتواند از چندین عامل ناشی شود:
- خنککنی ناهموار قطعات پلاستیکی درون قالب.
- پلاستیکسازی ناهموار.
- بلوریسازی و جهتگیری ناهمگن مولکولهای پلاستیک در داخل قطعه پلاستیکی.
- استفاده از درجهای فلزی, که تفاوت قابل توجهی در دما و سرعت خنکسازی در نزدیکی قطعه درج شده در مقایسه با مناطق مجاور ایجاد میکنند.

این عوامل منجر به انقباض ناهمگون در بخشهای مختلف قطعه پلاستیکی میشوند که به ناچار منجر به تنش داخلی میشود. وجود تنش داخلی اغلب باعث تغییر شکل یا ترک خوردن قطعات پلاستیکی در طی استفاده از آنها میشود. بنابراین، یافتن راههایی برای حذف این تنشها بسیار مهم است.
بسته به ویژگیهای پلاستیک و الزامات استفاده از آن، قطعات میتوانند تحت عملیات آنیل و رطوبتدهی قرار گیرند. این فرآیندها به گونهای تنظیم میشوند که تنشهای داخلی را کاهش داده و کیفیت کلی و دوام محصولات پلاستیکی را افزایش دهند.
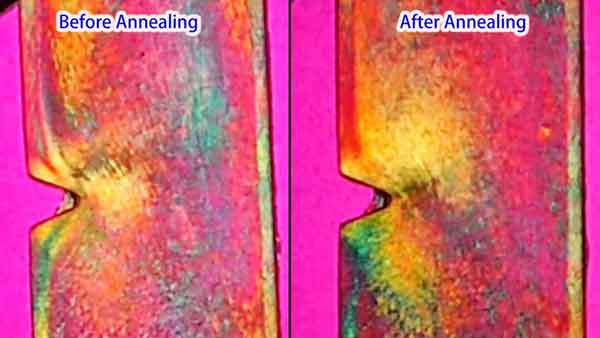
توجه: از تصویر مشاهده میشود که ناحیه تنش زیر بریدگی V پس از عملیات حرارتی ناپدید شده است.
مراحل آنیل پلاستیک
آنیل پلاستیک یک فرآیند حرارتی است که برای کاهش تنشهای داخلی در قطعات پلاستیکی طراحی شده است. این تنشها ممکن است ناشی از خنکسازی ناهمگن یا در طول فرآیند تولید ایجاد شوند. فرآیند آنیل معمولاً شامل مراحل زیر است:
گرم کردن: این روش شامل قرار دادن قطعات پلاستیکی در یک کوره یا محیط مایع (مانند آب داغ، روغن معدنی داغ، گلیسیرین، اتیلن گلیکول یا پارافین مایع) در دمای خاصی برای مدت زمان معینی است و به دنبال آن سرد کردن آهسته انجام میشود. دمای بازپخت عموماً کنترل میشود تا 10-20 درجه سانتیگراد بالاتر از دمای کارکرد قطعه یا 10-20 درجه سانتیگراد پایینتر از دمای اعوجاج حرارتی پلاستیک باشد. دما نباید خیلی بالا باشد تا از تاب برداشتن و تغییر شکل قطعه جلوگیری شود، و نه خیلی پایین، زیرا در این صورت اثر پردازش پس از تولید مورد نظر حاصل نمیشود. مدت زمان بازپخت به نوع پلاستیک، دمای محیط گرمایشی، شکل و ضخامت دیواره قطعه و الزامات دقت قطعه بستگی دارد.
حفظ دما: قطعات در این دما برای مدت زمان معینی نگهداری میشوند تا اجازه داده شود تنشهای داخلی دوباره توزیع شوند. مدت زمان به نوع پلاستیک و ضخامت قطعه بستگی دارد.
سرد کردن آهسته: پس از تکمیل فرآیند بازپخت، ضروری است که قطعات به آرامی سرد شوند تا از تشکیل تنشهای جدید جلوگیری شود. این معمولاً با اجازه دادن به قطعات برای سرد شدن طبیعی در داخل کوره، پس از خاموش کردن منبع گرمایش، به تدریج تا رسیدن به دمای اتاق حاصل میشود.
هر نوع ماده پلاستیکی دمای آنیل و مدت زمان خاص خود را دارد. به عنوان مثال، موادی مانند ABS، پلیکربنات و نایلون هر کدام الزامات آنیل متفاوتی دارند. بنابراین، فرآیند آنیل باید بر اساس نوع خاص پلاستیک مورد استفاده تنظیم شود. عملیات آنیل مناسب میتواند به طور قابل توجهی پایداری ابعادی محصولات پلاستیکی را بهبود بخشیده و احتمال ترک خوردگی را کاهش دهد.

توجه: در اینجا فرآیند عملیات حرارتی برای پوشش چراغ جلو خودرو نمایش داده شده است. ماده محصول PC (پلیکربنات) است و عملیات در دمای 130 درجه سانتیگراد به مدت 3 ساعت انجام میشود.
نتایج عملیات آنیل
فرآیند بازپخت نتایج قابل توجهی در درمان قطعات پلاستیکی به همراه دارد. اولاً، تنشهای داخلی را حذف میکند و ابعاد را پایدار میسازد. این جنبه برای حفظ شکل و ثبات اندازه محصولات پلاستیکی بسیار مهم است.
برای پلاستیکهای بلوری، آنیلینگ همچنین میتواند درجه بلورینگی را افزایش داده و ساختار بلوری را تثبیت کند. این بهبود معمولاً مدول الاستیک و سختی ماده را افزایش میدهد. با این حال، مهم است توجه داشته باشید که این فرآیند ممکن است نرخ ازدیاد طول شکست را کاهش دهد.
شایان ذکر است که همه قطعات پلاستیکی لزوماً نیاز به پسپردازش ندارند. برای مثال، پلیاکسیمتیلن (POM) و پلاستیکهای پلیاتر کلردار، علیرغم داشتن تنشهای داخلی، میتوانند به تدریج این تنشها را به خودی خود حذف کنند. این به دلیل انعطافپذیری بالای پلیمرها و دمای انتقال شیشهای پایینتر آنها است. بنابراین، در مواردی که الزامات برای قطعات پلاستیکی سختگیرانه نیست، پسپردازش ممکن است غیرضروری باشد. این انعطافپذیری در فرآیند پسپردازش امکان رویکردی سفارشیتر را بسته به نیازها و ویژگیهای خاص ماده پلاستیکی مورد نظر فراهم میکند.
فرآیندهای آنیل برای پلاستیکهای رایج
اطلاعات زیر دمای آنیل و محیطهای پیشنهادی را برای چندین نوع رایج پلاستیک ارائه میدهد. این راهنمای سریع به درک فرآیندهای آنیل خاص برای مواد پلاستیکی مختلف کمک میکند.
| نوع پلاستیک | متوسط | دمای آنیل (°C) |
|---|---|---|
| ABS | آب یا هوا | 60~75 |
| PS | آب یا هوا | 60~70 |
| PMMA | هوا | 75 |
| POM | روغن یا هوا | 160 |
| PP | هوا | 150 |
| HDPE | آب | 100 |
| PC | روغن یا هوا | 120~130 |
| PET | کوره پر از نیتروژن | 130~150 |
| PBT | کوره پر از کلر | 130~150 |
| PA6 | آب یا روغن | 100-130 |
| PA66 | آب/استات پتاسیم (1/1.25) 3~6 | 100 |
این جدول به عنوان یک راهنمای کلی عمل میکند. توجه به این نکته مهم است که دمای آنیل دقیق و محیط ممکن است بسته به گرید خاص پلاستیک و ویژگیهای مورد نظر محصول نهایی متفاوت باشد. تنظیمات ممکن است بر اساس ضخامت، اندازه و پیچیدگی قطعه پلاستیکی ضروری باشد.
نتیجهگیری
به طور خلاصه، عملیات حرارتی یک فرآیند رایج برای محصولات قالبگیری تزریقی نیست. در بیشتر مواقع، محصولات اجازه داده میشوند تا به طور طبیعی در طول زمان پیر شوند تا تنش را آزاد کنند. علاوه بر این، به غیر از آنیلینگ، اکنون روشهایی برای آزادسازی تنشهای داخلی از طریق درمان اولتراسونیک و اعمال فشار بالا وجود دارد. با این حال، درک فرآیند آنیلینگ پلاستیک بینش جامعتری از تولید قطعات قالبگیری تزریقی ارائه میدهد و امکان استفاده از آن را در شرایط ضروری فراهم میکند.