

Requisitos de la caja de plástico estanca para exteriores
Como caja de plástico para exteriores con requisitos de estanqueidad, debe cumplir los siguientes factores clave: resistencia a la intemperie de los materiales, precisión de las dimensiones y una junta de estanqueidad bien diseñada. A continuación, trataremos estos aspectos con más detalle.

Información sobre el producto
| Artículo | Detalles |
|---|---|
| Dimensión del producto | 120*95*50mm |
| Material | ASA, PC, Silicona |
| Peso neto | Aprox. 165 gramos |
| Información sobre el moho | 1 cavidad, canal frío |
| Tolerancia de las dimensiones clave | ±0,10 mm |
| Planitud de la superficie | 0,10 mm |
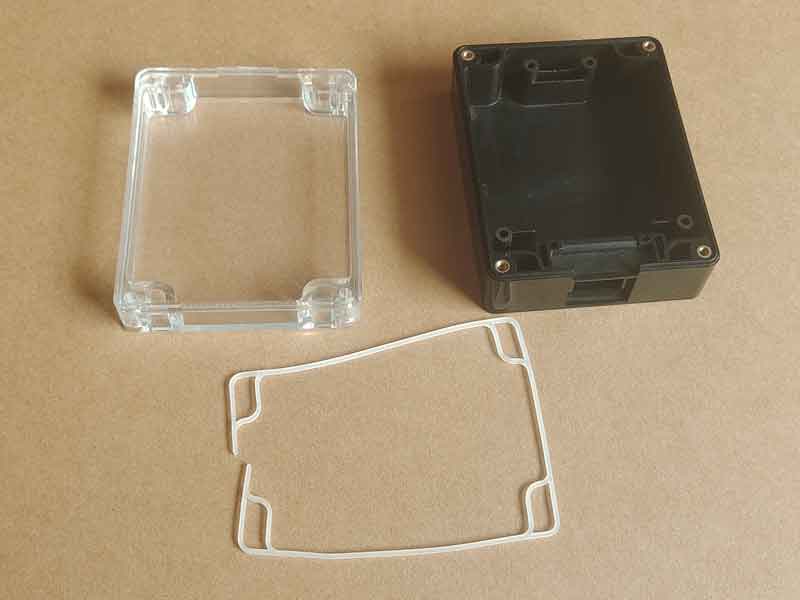
Materiales utilizados: Caja - ASA, Tapa - PC
Para las cajas de plástico de exterior, la resistencia a los rayos UV es el factor más crítico. Por ello, hemos elegido los siguientes materiales:
-
Caja - ASA (acrilonitrilo estireno acrilato): El ASA es un plástico de ingeniería compuesto por acrilonitrilo, estireno y acrilato. Ofrece una excelente resistencia a los rayos UV, junto con una buena resistencia y tenacidad. Este material se utiliza habitualmente para aplicaciones exteriores, como los espejos retrovisores de los automóviles, por lo que resulta ideal para la caja exterior de nuestra caja.
-
Portada - PC (policarbonato): El policarbonato también ofrece una resistencia natural a los rayos UV y es conocido por ser un plástico transparente de alta calidad. Sin embargo, su superficie es más propensa a los arañazos. Aunque los revestimientos superficiales pueden reducir los arañazos, no se recomiendan para pequeñas series de producción.

Alternativamente, el PMMA (acrílico) es otro excelente material transparente con mejor resistencia al rayado. Sin embargo, es más propenso a agrietarse en las zonas de concentración de tensiones, por lo que no se recomienda cuando se utilizan tornillos para la fijación.
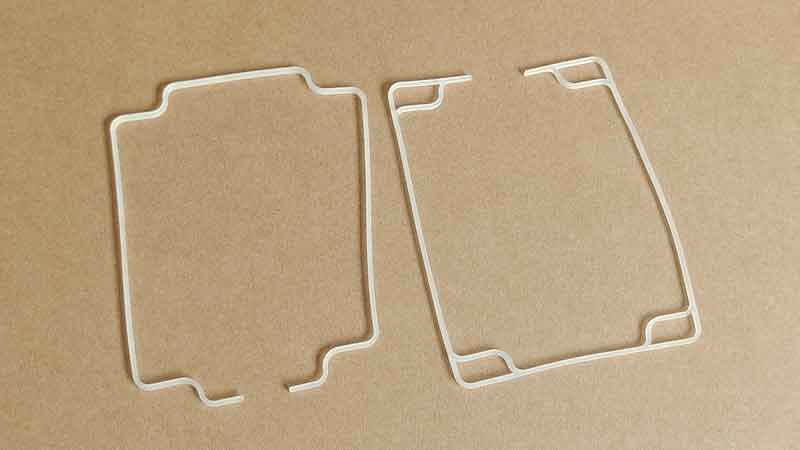
- Junta de estanqueidad - Silicona: Para la junta de estanqueidad utilizamos silicona, que se fabrica con el mismo método de moldeo por compresión que el caucho. La ventaja de este método es su bajo coste de molde. Aunque la eficiencia de producción es inferior a la del moldeo por inyección, el coste por pieza es superior, sobre todo para lotes pequeños.
Diseño y precisión de fabricación de juntas de estanquidad
-
Diseño: El diseño de la junta de estanqueidad requiere un ajuste de interferencia adecuado. En otras palabras, cuando la tapa y la caja se aprietan con tornillos, la junta debe comprimirse ligeramente para eliminar cualquier posible holgura. Sin embargo, la compresión no debe ser excesiva, ya que demasiada compresión puede hacer que la junta pierda su elasticidad y falle prematuramente.
-
Fabricación: El control del espesor es fundamental. En el moldeo por compresión, el molde puede controlar con precisión la forma y las dimensiones de la junta cortada. Sin embargo, la silicona es intrínsecamente flexible, por lo que sus dimensiones totales no requieren una precisión extrema. El factor clave es el grosor, ya que influye directamente en la cantidad de compresión. Por lo tanto, es esencial controlar cuidadosamente el grosor.

Requisitos de precisión dimensional de los productos de moldeo por inyección
- Planitud de las piezas: La planitud debe controlarse dentro de 0,10 mm. Si la caja y la tapa se alabean, cualquier flexión hacia arriba de las piezas puede causar huecos al cerrarse, mientras que el alabeo hacia abajo puede provocar una compresión excesiva de la junta de estanqueidad. Tanto el PC como el ASA son materiales con buena estabilidad dimensional, lo que facilita el control de su planitud.

En el caso de las cajas de plástico estancas, tanto la precisión dimensional como la planitud son fundamentales para garantizar una estanqueidad adecuada.
-
Precisión dimensional de piezas moldeadas por inyección: Debe controlarse dentro de un margen de ±0,20 mm. Las dimensiones de las piezas de plástico dependen no sólo de la precisión del molde, sino también del control de los parámetros del proceso de moldeo por inyección, especialmente la tasa de contracción.
-
Ajuste entre la caja y la tapa: El ajuste debe controlarse dentro de un margen de ±0,10 mm. Dado que la caja y la tapa tienen tendencias de contracción similares durante el moldeo, el control de sus dimensiones correspondientes es relativamente sencillo. Esto significa que sus dimensiones deben ser siempre ligeramente mayores o menores, garantizando un ajuste preciso.
Requisitos de apariencia del producto
Para este tipo de cubierta, la apariencia no es la máxima prioridad, pero aun así debe cumplir unas normas básicas. La cubierta transparente, sin embargo, tiene requisitos más estrictos, sobre todo para evitar problemas como gate blush y marcas de rayas. Para conseguirlo es necesario ajustar con precisión la temperatura del molde y los parámetros de moldeo por inyección, especialmente la velocidad de inyección.