
Índice
Toggle¿Qué son los acabados superficiales del moldeo por inyección?
Los acabados superficiales de moldeo por inyección se refieren al grado específico de rugosidades, texturas opatrones creados en la superficie de un molde, abarcando no sólo la rugosidad de la superficie sino también diversos patrones de diseño.
La rugosidad y textura superficial generalmente se definen mediante estándares reconocidos de la industria como SPI, VDI 3400 y MT. Explicaremos estos estándares con más detalle a continuación para ayudar a guiar la selección del acabado.
En comparación con la rugosidad superficial estándar, los patrones de diseño ofrecen una gama más amplia de efectos visuales. Estos patrones pueden replicar materiales naturales como vetas de madera o cuero, o crear diseños geométricos abstractos. Se utilizan ampliamente en industrias como la automotriz, la electrónica y los productos de consumo.
Al seleccionar el acabado superficial del molde adecuado, los fabricantes pueden mejorar la apariencia del producto, aumentar su usabilidad y ocultar pequeños defectos superficiales causados durante la producción.
El papel de los acabados superficiales del moldeo por inyección
En general, los acabados superficiales en el moldeo por inyección cumplen varias funciones importantes:
- Mejorar la apariencia del producto y aumentar el atractivo del diseño;
- Aumentar el agarre y crear una mejor sensación táctil;
- Mejorar la adhesión de recubrimientos, pinturas o plateados;
- Ayudar a ocultar imperfecciones superficiales del proceso de fabricación;
- Mejorar la claridad y el rendimiento óptico para piezas transparentes.
De este modo, la tecnología de textura de la superficie del molde se convierte en parte integrante del diseño del producto, mejorando la funcionalidad, la estética y el rendimiento, lo que impulsa la competitividad del producto final en el mercado.
Métodos de procesamiento para el acabado de superficies en moldes de inyección
Los acabados superficiales de los moldes pueden crearse utilizando una variedad de métodos de procesamiento, cada uno con sus características únicas y aplicaciones adecuadas. A continuación se indican algunos métodos de procesado habituales:
EDM (Mecanizado por Descarga Eléctrica) - Textura de Arena
El mecanizado por descarga eléctrica (EDM) utiliza altas temperaturas generadas por chispas eléctricas para fundir y evaporar material. Este proceso forma naturalmente una textura similar a la arena en la superficie del molde, comúnmente denominada acabado/textura EDM o textura por erosión de chispa.
Textura y Control de Superficie
La apariencia de las superficies de EDM puede compararse con el estándar VDI 3400 (que se presentará más adelante). Al ajustar los parámetros de descarga, como aumentar la corriente y el ancho de pulso, se pueden lograr diferentes niveles de rugosidad superficial.
EDM vs. Arenado
Las texturas creadas por EDM son similares al arenado, pero ofrecen varias ventajas, como una mejor uniformidad y resultados más duraderos. Esto convierte al EDM en una opción ideal para acabados superficiales más consistentes y resistentes.
Importancia de Especificar la Textura Superficial por EDM
Si se requiere una textura similar a la arena, es esencial especificar la textura EDM deseada antes de la producción del molde. Hacerlo garantiza que la textura se incorpore directamente durante la fabricación, ahorrando tiempo y reduciendo costos. Además, las texturas superficiales por EDM son más duraderas, manteniendo su apariencia con el tiempo.
Pulido Manual – Acabado Liso / Espejo / Cepillado
El pulido manual implica el uso de materiales y herramientas abrasivas para alisar manualmente la superficie del molde. Este proceso es particularmente efectivo para eliminar marcas de mecanizado, arañazos leves y lograr un nivel deseado de suavidad.
Opciones de Acabado de Alto Brillo y Cepillado
Este método es especialmente adecuado para moldes que requieren altos niveles de brillo, como aquellos que necesitan superficies altamente reflectantes. La apariencia superficial puede referenciarse contra los estándares SPI A1 a A3 para acabados de alto brillo.
El pulido manual también puede lograr un acabado cepillado, que corresponde a los estándares SPI B y C.
Pasos Iniciales y Acabado Espejo
El paso inicial generalmente implica usar una piedra de afilar para eliminar las marcas de mecanizado. Luego se siguen con grados progresivamente más finos de papel de lija para mejorar la suavidad superficial.
Para lograr un acabado espejo, se utilizan ruedas de lana combinadas con pasta de diamante. El pulido es un proceso meticuloso que requiere mucha paciencia y precisión, a menudo realizado en talleres libres de polvo.
Función en Tratamientos Superficiales Posteriores
El pulido manual también sirve como paso fundamental para tratamientos superficiales adicionales del molde, como el arenado y el grabado químico y láser.
Para ciertos productos plásticos de alta precisión, las muestras T0 requieren superficies pulidas para una inspección exhaustiva de la calidad superficial. Solo después de este paso inicial de pulido se aplican texturas superficiales adicionales, destacando el papel crucial del pulido en el procesamiento de moldes.


Electrodo CNC + EDM – Patrones Grandes y Profundos
En la fabricación de moldes, los patrones en la cavidad del molde son el inverso de la pieza de plástico. Por ejemplo, las características elevadas en el plástico corresponden a características hundidas en el molde. Este método implica primero mecanizar un electrodo (generalmente de cobre o grafito) con un patrón que coincida con la pieza de plástico. Luego, el electrodo se utiliza en EDM para transferir el patrón inverso al molde.
Lograr Radios Pequeños y Características Agudas
Este enfoque permite crear características elevadas con radios muy pequeños o puntos afilados. Debido a que las fresas son redondas, no es posible mecanizar directamente características hundidas hasta un ángulo agudo, lo que hace que este método combinado de CNC + EDM sea esencial para ciertas geometrías.
Ventajas y Aplicaciones
CNC electrodo + EDM es una técnica tradicional y directa. Es especialmente adecuada para producir texturas grandes o profundas, como patrones decorativos o logotipos. El método maneja de manera confiable características que requieren profundidad y tamaño más allá de la capacidad del fresado directo.
Limitaciones y Calidad de la Superficie
Sin embargo, este método no es efectivo para patrones muy finos o intrincados. Los patrones complejos requieren largos tiempos de mecanizado CNC, y la superficie del molde a menudo conserva marcas de mecanizado que necesitan pulido posterior. Como resultado, la superficie puede sentirse ligeramente rugosa y no puede lograr acabados extremadamente finos o altamente texturizados.

Arenado - Textura Similar a la Arena
El chorro de arena consiste en propulsar partículas de arena a gran velocidad para que impacten contra la superficie del molde y la desbasten. Este método sencillo y rápido es especialmente adecuado para tratar grandes áreas de un molde.
Materiales y Granulometría
Para el arenado, se utilizan comúnmente materiales como el carburo de silicio y las perlas de vidrio. Su grosor se mide en tamaños de malla, que suelen oscilar entre aproximadamente 10 y varios cientos, siendo la malla de 80 a 200 la opción más frecuentemente elegida.
Textura y Uniformidad de la Superficie
Aunque el arenado puede aplicarse a varias superficies del molde, la base y los laterales tienden a producir diferentes efectos de textura arenosa, lo que resulta en un acabado superficial desigual. Además, si el arenado se realiza durante demasiado tiempo, la superficie puede volverse brillante.
Durabilidad de las Superficies Arenadas
Las superficies tratadas con arenado tienden a suavizarse y perder su textura con el tiempo. En comparación con las texturas creadas por otros métodos, las superficies arenadas tienen una vida útil más corta y requieren reprocesamiento regular para mantener su efecto deseado.
Grabado Químico – Textura de Arena, Textura de Cuero, Patrones Geométricos
Resumen del Proceso
El proceso comienza puliendo la superficie del molde hasta obtener un acabado liso (Ra ≤ 0,4 µm). Después de limpiar la superficie para eliminar cualquier aceite, se aplica una capa de fotoresistente.
A continuación, se coloca una película sobre el molde y se utiliza luz UV para la exposición. Las áreas expuestas del fotoresistente se endurecen, mientras que las áreas no expuestas pueden disolverse y eliminarse con lavado.
Una vez eliminado el fotoresistente no deseado, se aplica una solución ácida para grabar la superficie. Este proceso crea los patrones deseados, como texturas o diseños geométricos.
Durabilidad y Comparación
El grabado químico proporciona una vida útil relativamente larga para la textura creada, similar a las texturas producidas por EDM. Es significativamente más duradero que las texturas de arenado.
Complejidad y Costo del Proceso
Sin embargo, el proceso de grabado químico es más complejo y ligeramente más costoso que otros métodos. También es posible retrabajar la superficie grabada, pero cada retrabajo resulta en cierta pérdida de precisión dimensional.
Limitaciones de Precisión
Aunque el grabado químico ofrece buena durabilidad, carece de la precisión de la electroformación y el grabado láser. Esto lo hace inadecuado para crear detalles finos como poros o costuras en la superficie.

Galvanoplastia - Superficie del Molde Brillante
La galvanoplastia implica depositar una fina capa de metal en la superficie de un molde. Este proceso mejora la resistencia al desgaste, proporciona protección contra la corrosión y añade un acabado decorativo y brillante.
Tipos Comunes de Galvanoplastia
Los métodos de galvanoplastia más utilizados para moldes incluyen niquelado, cromado y titanizado (recubrimiento al vacío PVD). Estas técnicas permiten que la superficie del molde logre acabados ultra suaves, similares a espejo, con un brillo muy alto.
Ventajas de la Galvanoplastia
La galvanoplastia no solo mejora la dureza superficial y la resistencia al desgaste, sino que también reduce la adhesión de los productos plásticos, minimizando el atascamiento durante el moldeo por inyección. Esto facilita la liberación del molde y extiende su vida útil.
Limitaciones y Consideraciones
A pesar de sus beneficios, las capas galvanizadas son frágiles y pueden desprenderse bajo impactos significativos. Los recubrimientos son delgados y, aunque resistentes al desgaste, son difíciles de reparar; incluso reparaciones menores pueden ser ineficaces. Además, engrosar el plateado en esquinas finas o detalles afilados puede oscurecer o distorsionar la geometría original. Estas limitaciones deben considerarse cuidadosamente antes de galvanizar un molde.

Electroformación – Varias Texturas y Formas Geométricas Finas
La electroformación es una técnica que utiliza la deposición electroquímica para crear formas geométricas precisas para moldes.
A diferencia de otros procesos de moldeo que típicamente eliminan material, la electroformación, como la galvanoplastia, realmente acumula metal. Esta técnica es ideal para crear formas complejas con precisión a nivel de micras y alta suavidad superficial, lo que la hace adecuada para componentes miniatura y dispositivos ópticos.
Resumen del Proceso
El proceso comienza creando un patrón extremadamente fino en un molde maestro, que puede estar hecho de metal, resina, cera u otros materiales.
Luego, el molde maestro se coloca en un baño de galvanoplastia, donde se aplica una corriente eléctrica. Los átomos de níquel o cobre se depositan gradualmente sobre la superficie capa por capa.
Una vez que se alcanza el grosor deseado, se retira el molde maestro, dejando atrás un patrón inverso en metal. Luego, la carcasa metálica se corta en la forma requerida y se incrusta en el molde para el moldeo por inyección.
Ventajas y Precisión
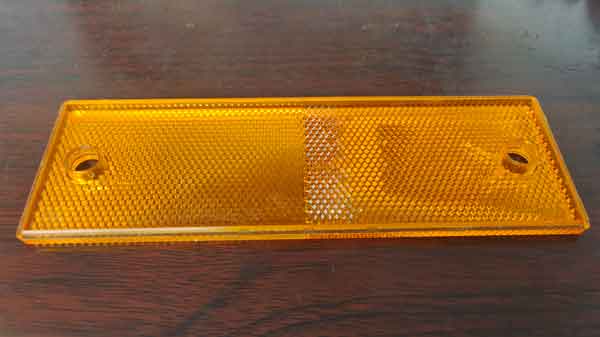
La electroformación ofrece la ventaja de replicar perfectamente la forma del molde maestro en una proporción 1:1, permitiendo la creación de superficies con un detalle excepcional. Esto incluye detalles finos como poros de cuero, pequeños patrones y características de alta precisión como lentes de Fresnel.
También permite la creación de texturas profundas, como las que se encuentran en espejos reflectantes para vehículos eléctricos.
Limitaciones: Tasa de Deposición Lenta y Fragilidad Bajo Presión
Sin embargo, la tasa de deposición de metal durante la electroformación es bastante lenta, típicamente solo 0,02–0,04 mm por hora. Para lograr un grosor de 2–3 mm, puede tomar varios días. Este proceso lento hace que la electroformación sea relativamente costosa.
Además, la carcasa electroformada resultante se utiliza típicamente como inserto en moldes. Debido a las limitaciones de grosor, no puede soportar presión excesiva durante el moldeo por inyección, ya que puede agrietarse bajo tal estrés.
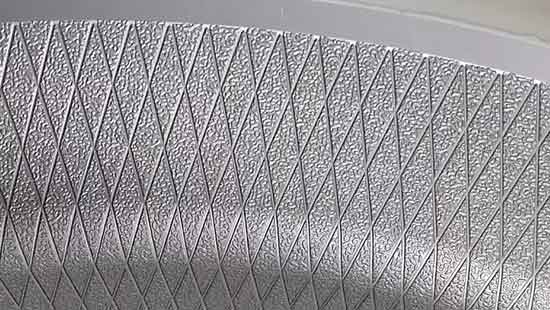
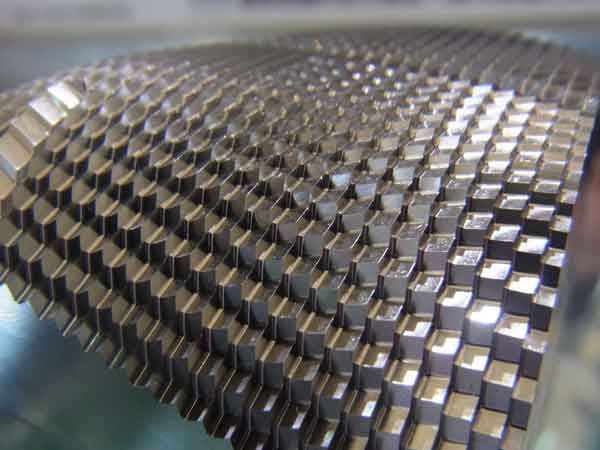
Grabado Láser de 5 Ejes – Patrones de Alta Precisión en Superficies de Moldes
El grabado láser de 5 ejes utiliza equipos láser de alta precisión para grabar patrones intrincados y detallados directamente sobre las superficies del molde. Esta tecnología es capaz de procesamiento tridimensional, lo que la hace ideal para la fabricación de moldes de alta gama, delicados y complejos.
Grabado de Superficie 3D de Precisión
Al controlar simultáneamente los ejes X, Y y Z del cabezal láser, el sistema puede grabar con precisión grandes áreas y superficies curvas 3D complejas. Esto permite una profundidad y precisión consistentes del patrón en todo el molde.
Ventajas Respecto a Otros Métodos
Dado que el láser graba directamente la superficie metálica, no se requieren inserciones grabadas químicamente o electroformadas. Esto evita los problemas de fragilidad de las inserciones electroformadas y mejora la disipación de calor. El grabado láser de 5 ejes se utiliza comúnmente para componentes interiores de automóviles, como tableros de instrumentos y paneles de puertas, así como para electrodomésticos y carcasas de dispositivos digitales.
2 Ejemplos de texturización de superficies con 5 ejes


Consideraciones de Coste y Operativas
Las máquinas láser de 5 ejes son costosas, y tanto el diseño de patrones como la operación de la máquina requieren técnicos cualificados. Parámetros de proceso incorrectos pueden resultar en superficies irregulares o marcas de unión visibles. Esto hace que el grabado láser de 5 ejes sea más caro que muchos otros procesos.
Limitaciones de Profundidad y Requisitos de Superficie
Este método no es adecuado para texturas muy profundas. Las profundidades de grabado típicas oscilan entre 0,02–0,15 mm, mientras que superar los 0,2 mm reduce significativamente la eficiencia y aumenta el riesgo de defectos como la refusión, el ennegrecimiento o las superficies rugosas. La superficie del molde también debe pulirse a un alto grado de suavidad antes del grabado para lograr los mejores resultados.
En teoría, junto conel diseño de patrones en 3D, el grabado láser en 5 ejes puede crear cualquier forma de textura deseada con un control dimensional preciso, superando a otros métodos en este sentido. Sin embargo, debido al elevado coste del equipo, los gastos de procesamiento también son significativos, lo que limita su adopción generalizada.

La siguiente tabla proporciona una comparación rápida de 8 métodos de procesamiento diferentes.
| Proceso | EDM | Pulido manual | Electrodo CNC + EDM | Chorro de arena | Grabado Químico | Galvanoplastia | Electroconformado | Grabado láser en 5 ejes |
|---|---|---|---|---|---|---|---|---|
| Precio | Moderado | De bajo a alto | Medio | Bajo | Medio | Alta | Muy alta | Muy alta |
| Popularidad | Alta | Alta | Alta | Moderado | Alta | Bajo | Bajo | Bajo |
Estándares y normas actuales sobre acabados superficiales comunes en moldes de inyección
En la fabricación de plásticos y el diseño de moldes, las normas de acabado de superficies de moldes son vitales. Las tres normas más aceptadas y utilizadas son SPI (Sociedad de la Industria del Plástico), VDI 3400 (Verein Deutscher Ingenieure, Asociación Alemana de Ingenieros) y MT (Mold-Tech).
Aunque muchas fábricas tienen sus propias placas de textura, estas tres son reconocidas mundialmente. La SPI prevalece en EE.UU., la VDI 3400 en Europa y la versatilidad y flexibilidad de la MT la hacen ampliamente adoptada en todo el mundo.
La norma SPI
La norma SPI (Society of Plastics Industry), establecida por la industria estadounidense del plástico, orienta el tratamiento superficial de los moldes de inyección de plástico. Clasifica las texturas superficiales de los moldes en cuatro clases principales -A, B, C, D-, cada una de ellas dividida a su vez en tres niveles, lo que hace un total de 12 tipos de tratamientos superficiales.
- La clase A (A-1, A-2, A-3) denota superficies pulidas para alto brillo, adecuado para productos que requieren liso, espejo apariencias.
- La Clase B (B-1, B-2, B-3) implica cepillado superficies para brillo medio y texturas finas, ideales para productos visualmente atractivos que no requieren alto brillo.
- La Clase C (C-1, C-2, C-3) es también cepillado pero más grueso que Clase B, utilizado para productos que necesitan rugosidad media, a menudo para mejorar el agarre o ocultar defectos de fabricación.
- La clase D (D-1, D-2, D-3), la más rugosa, típicamente implica superficies texturizadas arena, para productos que requieren una sensación táctil mejorada o efectos visuales específicos.
En general, las normas SPI se centran más en el grado de pulido que en los estilos de patrón, desempeñando un papel crucial en la fabricación al ayudar a los fabricantes a seleccionar los tratamientos superficiales adecuados en función de los requisitos del producto.

Visión general de la norma SPI para pulido
| SPI (nuevo) | Descripción | Ra en µm (DIN) | Comentarios |
|---|---|---|---|
| A-1 | Diamante grado 3 | 0 - 0.025 | Para acabados de espejo u ópticos. Requiere más tiempo. La calidad del acero es importante para los resultados. |
| A-2 | Diamante buff grado 6 | 0.025 - 0.05 | |
| A-3 | Diamante grado 15 | 0.05 - 0.076 | |
| B-1 | Papel de grano 600 | 0.05 - 0.076 | Elimina todas las marcas de herramientas y mecanizado. Proporciona un buen desmoldeo. Ligero acabado reflectante en la pieza moldeada, algo de brillo. |
| B-2 | Papel de grano 400 | 0.10 - 0.127 | |
| B-3 | Papel de lija 320 | 0.23 - 0.25 | |
| C-1 | 600 piedras | 0.25 - 0.30 | Elimina todas las marcas de herramientas y mecanizado. Proporciona un buen desmoldeo. Acabado mate en la pieza moldeada, sin brillo. |
| C-2 | 400 piedras | 0.64 - 0.71 | |
| C-3 | 320 piedras | 0.97 - 1.07 | |
| D-1 | Chorro seco perla de vidrio 11, 200 distancia a 0,7 Mpa; 5 seg. | 0.25 - 0.30 | Para acabados decorativos. A menudo se utiliza para el enfriamiento de piezas moldeadas a presión y termoestables. Ayuda a ocultar marcas de contracción y otras imperfecciones. Acabado mate y no reflectante en piezas moldeadas o fundidas. parte. |
| D-2 | Chorro seco 240 óxido, 125 distancia a 0,7 Mpa; 5 seg. | 0.66 - 0.81 | |
| D-3 | Chorro seco 240 óxido, 150 distancia a 0,7 Mpa; 5 seg. | 4.83 - 5.84 |
El estándar VDI 3400
La norma VDI 3400, establecida por la Asociación Alemana de Ingenieros (Verein Deutscher Ingenieure), define el procesamiento de texturas de las superficies de los moldes. Abarca 46 grados de textura diferentes, que van desde VDI 3400 #0 (muy fino) hasta #45 (muy grueso).
En la práctica, los grados más utilizados son VDI 12, 15, 18, 21, 24, 27, 30, 33, 36, 39, 42 y 45. Estos 12 grados son ampliamente utilizados en la industria del plástico, y las muestras de textura plástica correspondientes son generalmente más fáciles de obtener.
Es importante señalar que los grados VDI no incluyen acabados de espejo pulido. Todos los grados VDI tienen texturas mate. Incluso el VDI 0 tiene una rugosidad de Ra 0,10 μm, que aún no se considera un verdadero acabado de espejo. Los acabados de espejo suelen especificarse bajo la norma SPI A, con SPI A1 típicamente por debajo de Ra 0,025 μm.
Las texturas VDI 3400 están principalmente asociadas con el mecanizado por descarga eléctrica (EDM), que es muy adecuado para producir texturas superficiales finas y consistentes. Aunque las superficies VDI a menudo parecen similares a los acabados con textura de arena, VDI 3400 no es esencialmente una norma para “acabados con textura de arena”. Es mejor entenderlo como un sistema de clasificación de rugosidad.
Sin embargo, para superficies más grandes, para evitar texturas irregulares o excesivamente rugosas, se emplean técnicas complementarias como el pulido, el grabado químico y el chorreado de arena. Esta combinación de métodos hace que VDI 3400 sea una norma práctica y versátil para una amplia gama de requisitos y aplicaciones de diseño de moldes.

La siguiente tabla muestra la relación entre los grados SPI comunes y la rugosidad superficial correspondiente (en valor Ra).
| Grado | 0 | 3 | 6 | 9 | 12 | 15 | 18 | 21 | 24 | 27 | 30 | 33 | 36 | 39 | 42 | 45 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ra (µm) | 0.10 | 0.15 | 0.20 | 0.30 | 0.40 | 0.55 | 0.80 | 1.10 | 1.60 | 2.20 | 3.20 | 4.50 | 6.30 | 9.00 | 12.50 | 18.00 |
La norma MT
A diferencia de las normas mencionadas anteriormente, la norma MT (Mold-Tech) es desarrollada y promovida por una empresa, en lugar de una asociación industrial.
MT a menudo se describe como tener una biblioteca global de más de 500.000 texturas. Estas texturas se pueden agrupar ampliamente en varias categorías, incluyendo geométricas, lineales, orgánicas o naturales, similares al cuero y texturas decorativas o funcionales.
Entre ellas, más de 500 texturas son públicamente buscables en línea. El acceso a este catálogo en línea es gratuito, pero los usuarios primero deben registrarse en el sitio web de la empresa para poder verlo. Si no se puede encontrar una textura adecuada en el catálogo público, los clientes generalmente necesitan trabajar directamente con el equipo de ingeniería de Mold-Tech para explorar la biblioteca global más amplia. La empresa también puede desarrollar texturas personalizadas para requisitos de diseño especiales.
También vale la pena mencionar que muchas otras empresas de texturizado de superficies de moldes ofrecen bibliotecas de patrones similares. Sus selecciones suelen ser mucho más pequeñas que las de Mold-Tech, pero sus precios también pueden ser más competitivos. Al final, la mejor elección depende de los requisitos de su producto, los objetivos visuales y el presupuesto.

Grados MT más comunes
| Grado | Profundidad (pulg.) | Ángulo de calado mínimo |
|---|---|---|
| MT 11000 | 0.0004 | 1.0° |
| MT 11010 | 0.0010 | 1.5° |
| MT 11020 | 0.0015 | 2.5° |
| MT 11030 | 0.0020 | 3.0° |
| MT 11040 | 0.0030 | 4.5° |
| MT 11050 | 0.0045 | 6.5° |
| MT 11060 | 0.0030 | 4.5° |
Muestras de Textura Superficial del Molde
Para comprender y elegir mejor la textura superficial del molde adecuada, los fabricantes suelen utilizar muestras de textura superficial del molde como referencia.
Generalmente hay dos tipos de muestras: metal y plástico, siendo el plástico más común porque refleja directamente la apariencia final en las piezas de plástico.
Los estándares de textura comunes incluyen SPI, VDI 3400 y MT, y muchos proveedores ofrecen plantillas de muestra correspondientes. La mayoría de los proveedores proporcionan muestras en colores y materiales estándar, generalmente ABS.
Sin embargo, algunos proveedores pueden ofrecer una gama más amplia de colores y materiales, como PP y ABS, e incluso pueden crear muestras personalizadas según requisitos específicos, aunque esto normalmente solo es necesario para proyectos especializados.

Conclusión
Para la mayoría de los usuarios, los tipos más comunes de acabados de superficies de moldes incluyen acabados pulidos, texturizados con arena y cepillados. Por lo tanto, a la hora de seleccionar los tratamientos de la superficie del molde, los usuarios suelen tener que elegir uno de estos tres tipos y determinar el nivel de rugosidad necesario.
Desde esta perspectiva, la aplicación de las normas SPI y VDI es relativamente sencilla y fácil de usar, ya que proporcionan directrices claras que ayudan a los usuarios a elegir fácilmente el tipo de acabado superficial y el nivel de rugosidad adecuados.
Si sus requisitos son más específicos o únicos, deberá optar por las soluciones que ofrece MT, o buscar las fábricas de moldes o empresas de diseño pertinentes, ya que le ofrecerán soluciones de diseño de texturas superficiales más personalizadas.
Preguntas frecuentes
La elección depende del tipo de textura superficial que desee para su producto.
- Espejo o alto brillo superficies – normalmente especificadas utilizando SPI A1–A3
- Cepillado o semipulido acabados – normalmente SPI B1–B3 o C1–C3
- Mate o texturas tipo arena – a menudo especificados con Grados VDI 3400, Serie SPI D1–D3 o MT110
- Decorativo o superficies con patrón – normalmente proporcionadas por MT (Mold-Tech) u otros fabricantes de texturizado de superficies
Cada norma se centra en un aspecto diferente del acabado superficial del molde, por lo que la selección depende del efecto visual y de los requisitos funcionales del producto.
Sí. Si desea ser más preciso sobre la textura superficial de su producto, se recomienda encarecidamente el uso de muestras.
Las placas de muestras de textura SPI y VDI 3400 disponibles comercialmente son ampliamente utilizadas en la industria. Estas muestras suelen tener texturas comunes aplicadas en placas de plástico o bloques de metal, lo que permite a diseñadores e ingenieros comparar y sentir visualmente la superficie.
Algunos kits de muestras también están disponibles en diferentes materiales y colores, lo que ayuda a simular con mayor precisión la apariencia final de las piezas moldeadas.
Un acabado de pulido espejo alto típicamente tiene una rugosidad de aproximadamente Ra 0,025–0,05 μm, mientras que los acabados de espejo ultra alto pueden ser aún más suaves.
Estos acabados suelen especificarse utilizando grados SPI A, especialmente SPI A1, en lugar de grados VDI.
No exactamente.
Las superficies VDI a menudo se asemejan a acabados con textura de arena, pero VDI 3400 no es específicamente un estándar de textura de arena. Es mejor entenderlo como un sistema de clasificación de rugosidad superficial, comúnmente utilizado para definir texturas mate producidas por procesos como el EDM.
Las texturas superficiales del molde pueden crearse mediante una variedad de procesos, que generalmente se agrupan en dos categorías: tecnologías aditivas y sustractivas.
Los dos principales procesos aditivos son:
- Galvanoplastia
- Electroconformado
La mayoría de los otros métodos de texturizado de moldes son sustractivos, lo que significa que modifican la superficie eliminando o remodelando una fina capa de material.
El arenado es un caso especial: no elimina material de la misma manera que el corte o el grabado, pero la superficie del molde suele necesitar rectificarse y pulirse previamente para lograr un acabado más uniforme.
Para procesos de texturizado sustractivos, la mayoría de las texturas se pueden reparar o modificar. Sin embargo, hacerlo generalmente eliminará una capa adicional de material, lo que puede reducir ligeramente las dimensiones del molde (lo que posteriormente aumentará los tamaños de la pieza de plástico).
Para procesos aditivos, reparar o modificar la textura es mucho más difícil y a menudo puede ser imposible.
No necesariamente. Una superficie extremadamente lisa o pulida a espejo a veces puede dificultar el desmoldeo porque puede crear un efecto de vacío o succión entre la pieza y el molde. Esto es especialmente cierto para áreas superficiales grandes o formas de cavidad profundas.
En muchos casos, un acabado texturizado ligero es más adecuado porque puede ayudar a mejorar el desmoldeo y, al mismo tiempo, proporcionar una apariencia superficial limpia y controlada.
Lograr un acabado espejo de alta calidad requiere un mecanizado de molde muy preciso y una preparación cuidadosa antes del pulido.
La superficie del molde debe ser lo más lisa posible antes del proceso de pulido final. Esto reduce la cantidad de pulido manual requerido. Dado que el pulido manual puede ser difícil de controlar uniformemente en toda la superficie, un pulido excesivo puede crear microsuperficies irregulares.
Estas irregularidades pueden distorsionar las imágenes reflejadas en la superficie pulida, haciendo que el acabado espejo parezca deformado o inconsistente.
