
İçindekiler
GeçişBazı Enjeksiyon Kalıplı Parçalar İçin Neden Plastik Tavlama Gereklidir
Plastik tavlamanın amacı, plastik ürünlerin enjeksiyon kalıplama sırasında ortaya çıkan bazı sorunları gidermektir. Plastik enjeksiyon kalıplama sürecinde, sıcaklık ve basınç gibi faktörler nedeniyle ürün içinde iç gerilmeler sıklıkla oluşur. Bu iç gerilmeler çok büyük hale gelirse, nihai ürünün boyutsal kararsızlık, eğilme, deformasyon hatta çatlama gibi kalite sorunlarına yol açabilir. Tıpkı çeliğin tavlanmaya ihtiyaç duyması gibi, plastik ürünler de tavlama işlemiyle iyileştirilebilir.
Tavlama temel olarak plastik ürünü belirli bir sıcaklığa kadar ısıtmayı ve ardından kontrollü koşullar altında yavaşça soğumasına izin vermeyi içerir. Bu işlem, plastik içindeki moleküllerin yeniden düzenlenmesini sağlayarak iç gerilmeleri azaltır veya ortadan kaldırır ve ürünün boyutsal kararlılığını ile genel kalitesini artırır.
Tavlama yanı sıra, plastik ürünlerin son işlemi nemlendirme içerir. Nemlendirme, plastik malzemenin nem oranını artırmayı içerir; bu özellikle PA (poliamid) malzemeler için önemli olan malzemenin tokluğunu artırabilir. Malzemenin nem içeriği ayarlanarak mekanik özellikleri iyileştirilebilir ve nihai ürünün kullanımda daha dayanıklı ve kararlı olması sağlanabilir.
Özetle, tavlama ve nemlendirme, plastik işlemede kritik adımlardır. Bu işlemler, ürünlerin performansını ve kalitesini iyileştirmeye yardımcı olur ve plastik ürünlerin günlük kullanımdaki stabilitesini ve dayanıklılığını sağlar.
Enjeksiyon Kalıplı Ürünlerde İç Gerilimin Nedenleri
Enjeksiyon kalıplı ürünlerdeki iç gerilme birkaç faktörden kaynaklanabilir:
- Düzensiz Soğutma kalıp içindeki plastik parçaların.
- Düzensiz Plastikleştirme.
- Tutarsız kristalizasyon ve yönlendirme plastik parça içindeki plastik moleküllerin.
- Kullanımı Metal İlave Parçalar, bu da ek yerinin yakınındaki sıcaklık ve soğutma hızında bitişik alanlara kıyasla önemli bir fark yaratır.

Bu faktörler, plastik parçanın farklı bölgelerinde tutarsız büzülmeye yol açar ve kaçınılmaz olarak iç gerilme oluşmasına neden olur. İç gerilmenin varlığı, plastik parçaların kullanımı sırasında sıklıkla deformasyon veya çatlamaya neden olur. Bu nedenle, bu gerilmeleri ortadan kaldırmanın yollarını bulmak çok önemlidir.
Plastiğin özelliklerine ve kullanım gereksinimlerine bağlı olarak, parçalar tavlama ve nemlendirme işlemlerinden geçebilir. Bu süreçler, iç gerilmeleri azaltmak ve plastik ürünlerin genel kalitesini ve dayanıklılığını artırmak için özelleştirilmiştir.
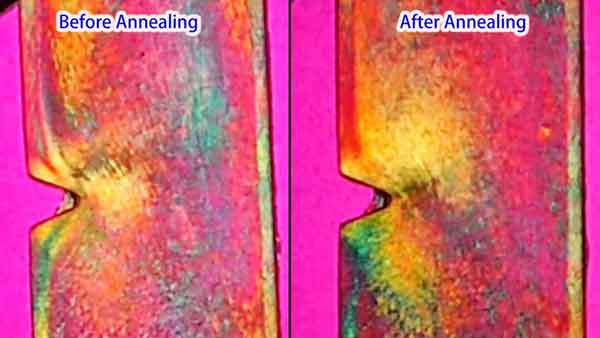
Not: Görselden, V-çentiğin altındaki gerilme alanının ısıl işlem sonrasında kaybolduğu gözlemlenebilir.
Plastik Tavlama Adımları
Plastik tavlama, plastik parçalardaki iç gerilmeleri azaltmak için tasarlanmış bir ısıl işlemdir; bu gerilmeler düzensiz soğutma veya üretim süreci sırasında ortaya çıkabilir. Tavlama süreci tipik olarak şu adımları içerir:
Isıtma: Yöntem, plastik parçaları belirli bir sıcaklıkta bir fırına veya sıvı ortama (sıcak su, sıcak mineral yağı, gliserin, etilen glikol veya sıvı parafin gibi) belirli bir süre yerleştirmeyi ve ardından yavaş soğutmayı içerir. Tavlama sıcaklığı genellikle parçanın kullanım sıcaklığından 10-20°C daha yüksek veya plastiğin ısı bozulma sıcaklığından 10-20°C daha düşük olacak şekilde kontrol edilir. Sıcaklık, parçanın eğilmesi ve deforme olmasını önlemek için çok yüksek olmamalıdır; aynı zamanda çok düşük de olmamalıdır, çünkü bu durumda amaçlanan son işlem etkisi elde edilemez. Tavlama süresi, plastiğin türüne, ısıtma ortamının sıcaklığına, parçanın şekline ve duvar kalınlığına ve parçanın hassasiyet gereksinimlerine bağlıdır.
Sıcaklığı Koruma: Parçalar, iç gerilmelerin yeniden dağılmasını sağlamak için bu sıcaklıkta belirli bir süre tutulur. Süre, plastiğin türüne ve parçanın kalınlığına bağlıdır.
Yavaş Soğutma: Tavlama işlemi tamamlandıktan sonra, yeni gerilmelerin oluşmasını önlemek için parçaların yavaşça soğutulması esastır. Bu genellikle, ısıtma kaynağı kapatıldıktan sonra parçaların fırın içinde doğal olarak soğumasına izin verilerek ve yavaşça oda sıcaklığına ulaşması sağlanarak gerçekleştirilir.
Her plastik malzeme türünün kendine özgü tavlama sıcaklığı ve süresi vardır. Örneğin, ABS, polikarbonat ve naylon gibi malzemelerin her birinin farklı tavlama gereksinimleri bulunur. Bu nedenle, tavlama süreci kullanılan plastiğin spesifik türüne göre ayarlanmalıdır. Uygun tavlama işlemi, plastik ürünlerin boyutsal stabilitesini önemli ölçüde iyileştirebilir ve çatlama olasılığını azaltabilir.

Not: Burada bir arabanın far kapağı için ısıl işlem süreci gösterilmektedir. Ürün malzemesi PC (Polikarbonat) olup, işlem 130°C sıcaklıkta 3 saat süreyle gerçekleştirilmektedir.
Tavlama İşlemi Sonuçları
Tavlama işlemi, plastik parçaların işlenmesinde önemli sonuçlar verir. İlk olarak, iç gerilmeleri ortadan kaldırır ve boyutları kararlı hale getirir. Bu yön, plastik ürünlerin şekil ve boyut tutarlılığını korumak için çok önemlidir.
Kristal plastikler için tavlama işlemi aynı zamanda kristallenme derecesini artırabilir ve kristal yapıyı stabilize edebilir. Bu iyileştirme tipik olarak malzemenin elastik modülünü ve sertliğini artırır. Ancak, bu işlemin kırılma uzama oranını azaltabileceğini belirtmek önemlidir.
Tüm plastik parçaların mutlaka son işlem gerektirmediğini belirtmekte fayda var. Örneğin, poliosimetilen (POM) ve klorlu polietilen plastikler, iç gerilimlere sahip olmalarına rağmen, bu gerilimleri zamanla kendiliğinden ortadan kaldırabilir. Bu, polimerlerin yüksek esnekliği ve daha düşük cam geçiş sıcaklığı nedeniyle gerçekleşir. Dolayısıyla, plastik parçalar için gereksinimlerin katı olmadığı durumlarda, son işlem gerekli olmayabilir. Son işlem sürecindeki bu esneklik, söz konusu plastik malzemenin özel ihtiyaçlarına ve özelliklerine bağlı olarak daha özelleştirilmiş bir yaklaşım sağlar.
Yaygın Plastikler İçin Tavlama Süreçleri
Aşağıdaki bilgiler, birkaç yaygın plastik türü için önerilen tavlama sıcaklıklarını ve ortamlarını sağlar. Bu hızlı referans kılavuzu, farklı plastik malzemelere özgü tavlama süreçlerini anlamaya yardımcı olur.
| Plastik Türü | Orta | Tavlama Sıcaklığı (°C) |
|---|---|---|
| ABS | Su veya Hava | 60~75 |
| PS | Su veya Hava | 60~70 |
| PMMA | Hava | 75 |
| POM | Yağ veya Hava | 160 |
| PP | Hava | 150 |
| HDPE | Su | 100 |
| PC | Yağ veya Hava | 120~130 |
| PET | Azot Dolu Fırın | 130~150 |
| PBT | Klor Dolu Fırın | 130~150 |
| PA6 | Su veya Yağ | 100-130 |
| PA66 | Su/Potasyum Asetat (1/1.25) 3~6 | 100 |
Bu tablo genel bir kılavuz olarak hizmet eder. Kesin tavlama sıcaklığının ve ortamının, plastiğin spesifik sınıfına ve nihai ürünün istenen özelliklerine bağlı olarak değişebileceğini not etmek önemlidir. Plastik parçanın kalınlığına, boyutuna ve karmaşıklığına bağlı olarak ayarlamalar gerekebilir.
Sonuç
Özetle, ısıl işlem, enjeksiyon kalıplama ürünleri için yaygın olarak kullanılan bir işlem değildir. Çoğu zaman, ürünlerin gerilimi serbest bırakması için doğal olarak yaşlanmasına izin verilir. Ayrıca, tavlamanın yanı sıra, artık iç gerilimleri serbest bırakmak için ultrasonik işlem ve yüksek basınç uygulaması gibi yöntemler de mevcuttur. Ancak, plastik tavlama işlemini anlamak, enjeksiyon kalıplama parçalarının üretimi hakkında daha kapsamlı bir bakış açısı sağlayarak, gerekli durumlarda kullanılmasını mümkün kılar.