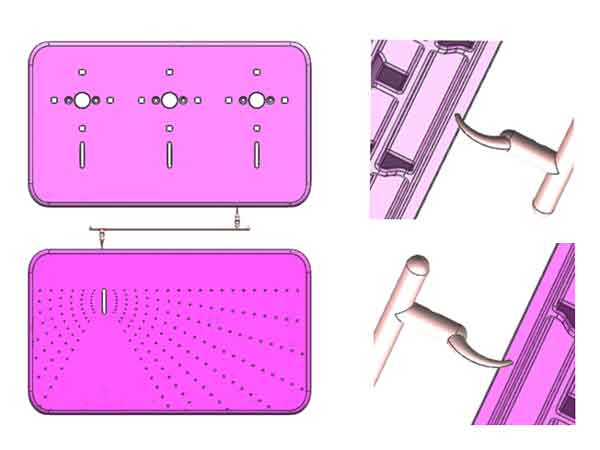
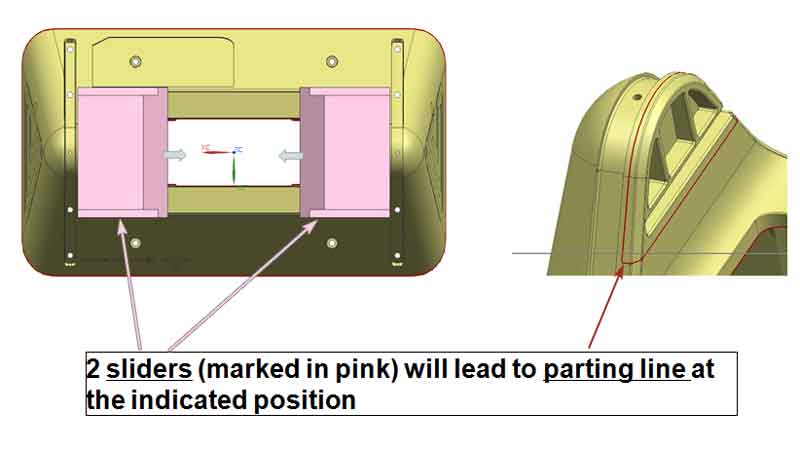
در برخورد با قطعات پلاستیکی دارای زیربرش، استفاده از مکانیسمهای لغزش جانبی مانند لیفترها و اسلایدرها ضروری است. موقعیت آنها باید به طور خاص در گزارش DFM برجسته شود.
مشابه خط جدایش، لیفترها و اسلایدرها به عنوان اجزای متحرک میتوانند خطوطی روی محصول ایجاد کنند. اطمینان از اینکه قرارگیری آنها از نظر ظاهر و عملکرد محصول قابل قبول است، بسیار مهم است.
علاوه بر این، این اجزا همچنین میتوانند بر دقت ابعادی قطعات تأثیر بگذارند، تأثیری مشابه خط جدایش.