جدول المحتويات
تبديلمقدمة لخطوات عملية القولبة بالحقن
الصب بالحقن، الذي يُشار إليه غالبًا ببساطة باسم “الصب”، هو عملية تصنيع أساسية تُستخدم لإنشاء المنتجات البلاستيكية. في هذه الطريقة، تُسخن جزيئات البلاستيك حتى تصبح سائلة، ثم تُحقن في تجويف القالب من خلال فوهة آلة الصب بالحقن. بمجرد دخولها إلى القالب، يبرد البلاستيك المنصهر ويتصلب، متخذًا شكل تجويف القالب.
تتيح هذه العملية المتعددة الاستخدامات إنشاء أشكال معقدة ودقيقة قد تستغرق وقتًا طويلاً أو حتى تكون مستحيلة التحقيق باستخدام طرق تصنيع أخرى.
في هذه المقالة، سنقسم عملية قولبة الحقن إلى أربع خطوات بسيطة لتسهيل فهمها على المبتدئين. دعونا نبدأ.
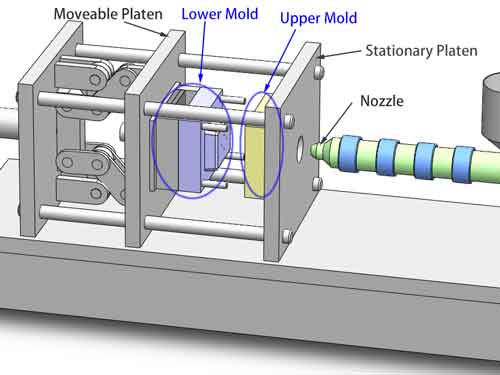
1. قالب القفل
الخطوة الأولى في عملية قولبة الحقن هي إغلاق القالب. خلال هذه المرحلة، يتحرك القالب السفلي، الذي يكون في البداية مثبتًا على آلة قولبة الحقن، للأمام ويغلق بإحكام مع القالب العلوي. عندما يجتمع القالبان، يشكل القلب والتجويف بداخلهما مساحة مجوفة ستشكل المنتج النهائي.
من المهم ملاحظة أنه في هذه المرحلة، تبذل آلة قولبة الحقن قوة إغلاق قالب كبيرة. تضمن هذه القوة بقاء القالبين العلوي والسفلي مغلقين بإحكام، مما يمنع ظهور حتى أصغر الفجوات، خاصة تحت ضغط الحقن الشديد الذي يأتي لاحقًا في العملية. هذا الإغلاق الآمن ضروري لنجاح عملية قولبة الحقن.
2. الحقن والتعبئة بالضغط
في عملية قولبة الحقن، يتم حقن البلاستيك المنصهر بقوة في تجويف القالب بواسطة آلة قولبة الحقن، مما يملأ المساحة بأكملها تحت ضغط كبير. بمجرد الامتلاء، تحافظ آلة قولبة الحقن على ضغط حقن محدد للتعويض عن فقدان الحجم الناتج عن الانكماش الطبيعي للبلاستيك أثناء التبريد والتصلب.

عادةً ما يقع النطاق المثالي لضغط الصب بالحقن مع أنواع البلاستيك المختلفة تحت 80-100 ميجا باسكال. تبدأ الأمور في أن تصبح أكثر صعوبة في نطاق 100-120 ميجا باسكال، وعندما يتجاوز 120-150 ميجا باسكال، يصبح الأمر أكثر تطلبًا بشكل ملحوظ.
يعمل ضغط الحقن كمؤشر للجهد المطلوب لملء التجويف بأكمله. وهو مرتبط ارتباطًا وثيقًا بعوامل مثل الحجم الإجمالي للقطعة، وسمك الجدار، والارتفاع.
بالإضافة إلى ذلك، فإن التحكم في سرعة الحقن في مراحل مختلفة يعتبر فنًا إلى حد ما، وهو أمر حاسم لتحقيق أجزاء نهائية عالية الجودة.
ومع ذلك، من المهم ملاحظة أنه عندما يبدأ قناة الحقن والمجرى والبوابة الرئيسية في التصلب، يصبح من المستحيل إدخال المزيد من المواد في القالب. وبالتالي، حتى مع الضغط الإضافي، يبقى بعض الانكماش حتميًا في المنتج النهائي.
3. التبريد والتصلب
مع إغلاق القالب بإحكام، يبدأ البلاستيك المنصهر داخل تجويف القالب في التبريد والتصلب. خلال هذه المرحلة الحاسمة، يخضع البلاستيك لتحول، ينتقل من الحالة السائلة إلى الحالة الصلبة مع الانكماش الطبيعي.
تلعب درجة حرارة القالب نفسه دورًا محوريًا في تحديد جودة المنتج النهائي. عادةً، تولد سخانات القالب زيتًا ساخنًا لرفع درجة حرارة القالب، بينما يستخدم الماء البارد لخفضها. في بعض الحالات النادرة، يتم استخدام طرق التسخين والتبريد بالتناوب في دورة إنتاج واحدة لتحقيق تحكم دقيق في درجة الحرارة وجودة منتج مثالية.
مدة عملية التبريد والتصلب هي معيار حاسم يؤثر مباشرة على جودة المنتج النهائي. فهي تحدد ما إذا كان المنتج قد تشكل بالكامل وتضمن تقليل الاختلافات الدقيقة في الحجم إلى الحد الأدنى.
بمجرد أن تبرد الأجزاء البلاستيكية وتتصلب بشكل كافٍ داخل القالب، يحين الوقت للمضي قدمًا إلى الخطوة التالية: فتح القالب وإزالة المكونات المشكلة حديثًا.
نصيحة: مرحلة التبريد هي الأطول من الخطوات الأربع
في دورة إنتاج قولبة الحقن التي تشمل هذه الخطوات الأربع، تبرز عملية التبريد كأكثرها استهلاكًا للوقت، مما يجعلها عاملاً محوريًا في الكفاءة الإجمالية. يلعب سمك جدران الجزء البلاستيكي دورًا حاسمًا في تحديد مدة مرحلة التبريد.
في العديد من الحالات، يكون قناة التغذية، التي غالبًا ما تكون المنطقة الأكثر سمكًا، هي العامل الرئيسي المساهم في إطالة أوقات التبريد. في مثل هذه السيناريوهات، يمكن أن يكون تنفيذ نظام عداء ساخن مفيدًا للغاية، حيث إنه يلغي بشكل فعال الحاجة إلى تبريد قناة التغذية، مما يحسن جدول الإنتاج.
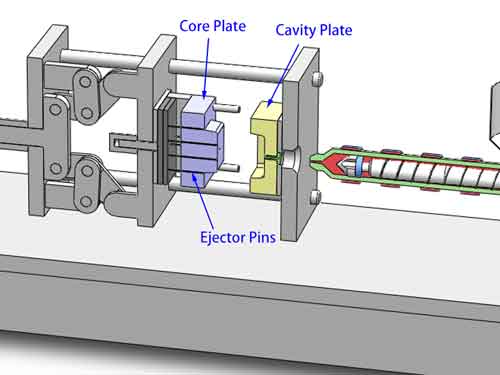
4. فتح القالب وإخراج القطعة
في المرحلة التالية من عملية قولبة الحقن، لدينا فتح القالب وإخراج الجزء.
على عكس مرحلة إغلاق القالب، يتحرك القالب السفلي الآن للخلف، منفصلًا عن القالب العلوي. في الوقت نفسه، يدخل مكون أساسي يُعرف باسم دافع القالب في العمل، دافعًا المنتج المشكل حديثًا خارج القالب السفلي.
يلعب دافع القالب دورًا محوريًا في ضمان الإزالة الناجحة للمنتج، خاصة عند التعامل مع عناصر تتميز بزوايا سحب صغيرة وجدران عالية. بدون دافع القالب، قد تعلق بعض المنتجات داخل القالب، مما يجعل إزالتها مستحيلة عمليًا دون إتلافها.
علاوة على ذلك، من الضروري التأكد من أن المنتج لا يلتصق بالقالب العلوي لأنه، عادةً، يفتقر القالب العلوي إلى آلية طرد. يضمن الطرد السليم عملية إنتاج سلسة وفعالة، مما يتيح إنشاء مكونات بلاستيكية عالية الجودة.

الخاتمة
باختصار، نظرية عملية القولبة بالحقن سهلة الفهم. ومع ذلك، لإنتاج كميات كبيرة من المنتجات عالية الجودة بشكل مستمر، فإن التحكم الدقيق في العديد من المعلمات داخل عملية القولبة بالحقن أمر أساسي. تشمل العوامل الرئيسية التي تتطلب اهتمامًا دقيقًا درجة حرارة الحقن، والضغط، ووقت التثبيت، والمزيد.
تحقيق هذا المستوى من الدقة لا يعتمد فقط على المعدات المتطورة، بل يعتمد أيضًا على خبرة وتعاون المهندسين والمشغلين المهرة ذوي الخبرة الواسعة في المجال. معرفتهم وتفانيهم لا غنى عنهما لضمان التنفيذ الناجح لعملية القولبة بالحقن وإنتاج مكونات بلاستيكية من الدرجة الأولى.
التعليقات مغلقة.