Bij Boyan zijn we volledig toegewijd aan het waarborgen dat onze producten aan de specificaties voldoen. Onze gebruikelijke kwaliteitscontroleoperaties kunnen omvatten:
Eerste artikel inspectierapporten
Tussentijdse inspectierapporten
Voor verzending inspectierapporten
Correctieve actierapporten
Foto's en video's die bij deze rapporten horen
Materiaal certificaten
Zoutspraytestrapporten (voor het testen van corrosiebestendigheid)
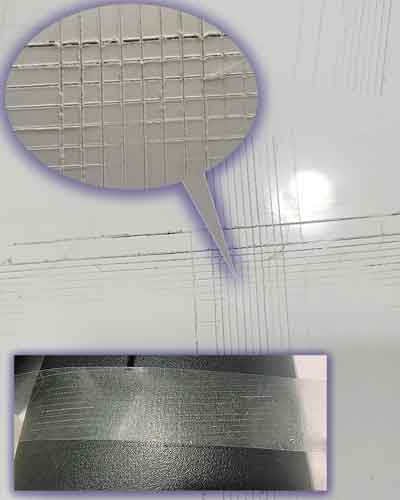
Rastertestrapport (voor het testen van coatinghechting)
Dimensierapporten
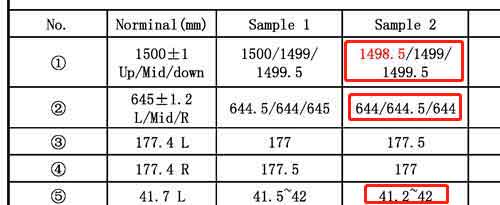
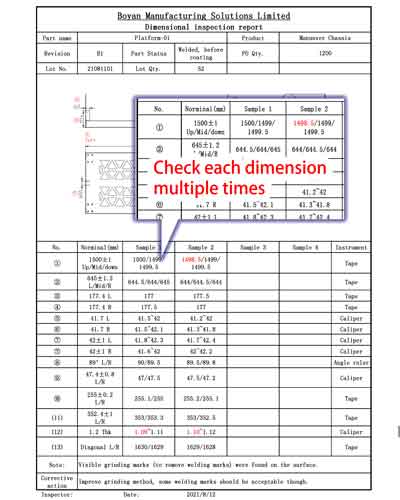
Controleer de afmetingen meerdere keren
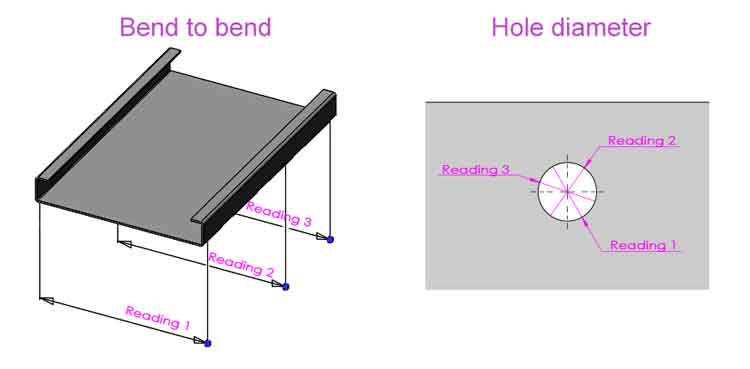
Aangezien voor de plaatmetaalonderdelen sommige afmetingen een beetje kunnen variëren over de lengte (of breedte), vooral voor die afmetingen tussen buigingen, moeten we bij het nemen van de metingen meerdere punten controleren om ervoor te zorgen dat alle metingen binnen de toleranties vallen.
Voor de plaatstalen onderdelen zijn veel afmetingen onderling gerelateerd. Om de afmetingen nauwkeuriger en effectiever te controleren, kunnen we de gerelateerde afmetingen controleren.
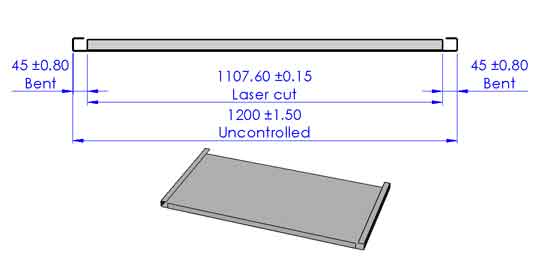
Een voorbeeld:
De 1107,60 mm is een lasergesneden afmeting, meestal kan deze binnen de ±0,15 mm tolerantie worden gemaakt. De 45 mm afmetingen worden verkregen door buigen, dus zijn ze minder nauwkeurig. De 1200 mm is een kritische afmeting, deze moet binnen ±1,50 mm blijven.
Als we de 1200 mm met een meetlint controleren, zal dit veel langzamer en minder nauwkeurig zijn.
Als we meten dat de 45 mm binnen ±0,60 mm ligt, of de ene kant is +0,80 mm groter, de andere kant is +0,40 mm groter, dan moet de 1200 mm nog steeds binnen ±1,5 mm blijven.
Rastertest: voor het testen van de hechtsterkte van de coating.
Deze tests zijn niet volledig. Wanneer de monsterstukken deze tests doorstaan, kunnen er nog steeds kleine gebieden op sommige onderdelen zijn die problemen hebben.
Om dit te voorkomen, zullen we tijdens het coatingproces een visuele inspectie in de fabriek uitvoeren, om ervoor te zorgen:
Het oppervlak is vrij van roest;
De voorbehandeling wordt volgens de specificatie uitgevoerd, het oppervlak is schoon voor het coaten;
Na het coaten voldoen de coatingdikte, oppervlakte-uitstraling, etc. aan de criteria.
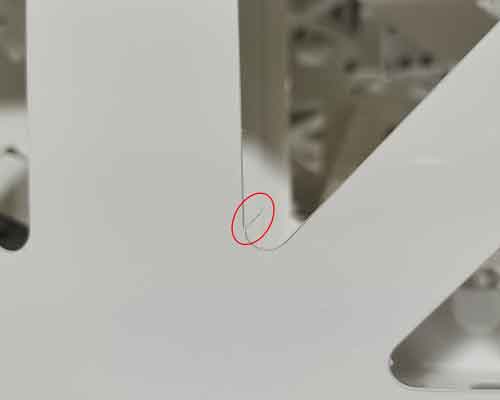
Kleine porositeit op poedercoating door niet gereinigde roest
Visuele inspectie
We zullen visuele inspectie uitvoeren tijdens alle productieprocessen om ervoor te zorgen dat de onderdelen voldoen aan de eisen voor esthetisch uiterlijk.
We zullen u foto's en video's sturen om ervoor te zorgen dat de onderdelen die niet aan de criteria voldoen niet naar u worden verzonden.