Inhoudsopgave
SchakelWaarom zijn spuitgiettoleranties belangrijk?
In het productieproces van spuitgietonderdelen zijn variaties in afmetingen onvermijdelijk vanwege invloeden van de matrijs, de spuitgietmachine, materialen en omgevingsfactoren. Het is daarom cruciaal om redelijke toleranties voor productafmetingen vast te stellen en ervoor te zorgen dat deze worden gehaald. Passende toleranties kunnen:
- Zorg ervoor dat onderdelen correct functioneren, vooral wanneer meerdere componenten in elkaar moeten passen;
- Garandeer productconsistentie en betrouwbaarheid;
- Weerspiegel de fabricage- en managementcapaciteiten van de fabriek;
- Versterk het bedrijfsimago en de klanttevredenheid.


Het vaststellen van passende tolerantiewaarden is essentieel. Toleranties die te groot of te klein zijn, kunnen leiden tot problemen bij het gebruik van het product en duiden op een gebrek aan kennis van spuitgieten.
Bronnen van dimensionale afwijkingen in spuitgietonderdelen
Dimensieafwijkingen in spuitgietonderdelen ontstaan voornamelijk uit twee categorieën: spuitgietprocesfactoren en matrijsfactoren. Hier volgt een gedetailleerde uitleg en uitbreiding van deze factoren:
Gietprocesfactoren
- Inconsistentie in kunststofmaterialen: Verschillende kunststoffen vertonen uiteenlopende vloeieigenschappen, koeling en krimp tijdens het vormen. Slechte consistentie in materialen kan leiden tot dimensionale inconsistenties binnen dezelfde batch of tussen verschillende batches.
- Regelprecisie van spuitgietmachinesDe precisie van de temperatuur- en drukregeling tijdens het spuitgietproces heeft direct invloed op de dimensionale stabiliteit van de producten. Fluctuaties in temperatuur en druk kunnen leiden tot inconsistente uiteindelijke afmetingen.
- MatrixtemperatuurTemperatuurregeling van de matrijs is cruciaal voor de gietkwaliteit. Ongelijke temperatuur of onnauwkeurige regeling kan resulteren in ongelijkmatige koeling van de onderdelen, wat de dimensionale nauwkeurigheid beïnvloedt.
- Elastische vervorming van de matrijsOnder injectiedruk kan de matrijs lichte elastische vervorming ondergaan, wat indirect de afmetingen en vorm van de onderdelen beïnvloedt.

Gietvormfactoren
- Productienauwkeurigheid van matrijsafmetingenDe precisie waarmee de matrijs wordt vervaardigd, is een sleutelfactor bij het bepalen van de dimensionale nauwkeurigheid van het eindproduct. Kleine afwijkingen in de matrijs kunnen tijdens het gietproces worden vergroot.
- Positienauwkeurigheid van beweegbare matrijselementenVoor matrijzen met beweegbare componenten zoals schuiven en uitstoters heeft de herhaalde positioneringsnauwkeurigheid van deze onderdelen onvermijdelijk invloed op de consistentie van de productafmetingen. Meer details hierover worden later uitgelegd.

Concluderend is het probleem van dimensionale afwijkingen in spuitgietonderdelen complex en wordt het beïnvloed door verschillende factoren, waaronder materiaaleigenschappen, apparatuurprestaties en matrijskwaliteit. In de praktijk kan het nauwkeurig beheersen van de vormprocesparameters, het gebruik van hoogwaardige matrijzen en het optimaliseren van de materiaalkwaliteit dimensionale afwijkingen effectief verminderen, waardoor de productkwaliteit en -prestaties worden gewaarborgd.
Inzicht in de DIN 16901-norm
Waarom we DIN 16901 moeten begrijpen
Voordat DIN 16901 wordt besproken, is het belangrijk om te verduidelijken waarom deze norm speciale aandacht verdient. Toleranties voor spuitgietonderdelen hebben heel andere kenmerken dan die voor CNC-gefreesde onderdelen, omdat kunststofvorming sterk wordt beïnvloed door factoren zoals materiaalkrimp, matrijsstructuur en procesvariatie.
Onder de verschillende normen (zie het einde van deze pagina) die worden gebruikt voor toleranties van spuitgietonderdelen, is DIN 16901 een van de meest representatieve en veelvuldig geciteerde. Daarom biedt een grondig begrip van DIN 16901 een nuttige basis voor het begrijpen van de algemene principes en praktische logica achter spuitgiettoleranties.
Dimensieclassificatie
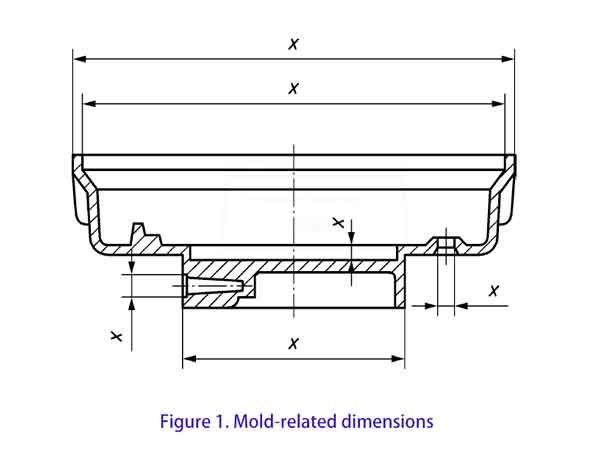
In DIN 16901 worden toleranties onderverdeeld in twee typen: TYPE A en TYPE B, specifiek ontworpen om de kenmerken van spuitgietonderdelen aan te pakken. Om dit concept beter te begrijpen, laten we het proces van het sluiten van een spuitgietmatrijs verkennen, zoals hieronder geïllustreerd:
We observeren dat sommige afmetingen op de kunststofonderdelen (Type B) uitsluitend bepaald worden door de kenmerken op de boven- en onderdelen van de matrijs. Deze afmetingen veranderen meestal zeer weinig tijdens het spuitgietproces.
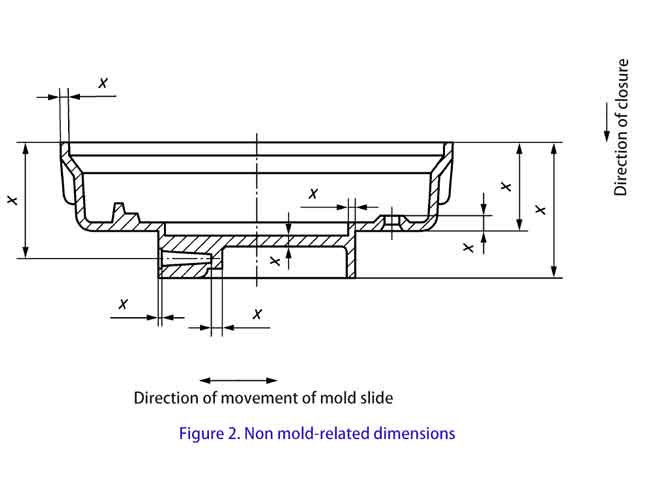
Daarentegen worden andere afmetingen (Type A), zoals de dikte van de zijwanden en bodem, bepaald nadat de boven- en ondermatrijzen gesloten zijn. Omdat er elke keer dat de matrijzen sluiten enige uitlijning kan zijn, kan dit leiden tot bepaalde afwijkingen. Daarom is voor deze afmetingen een grotere tolerantie toegestaan.
Type A-afmetingen omvatten ook maten die worden gevormd met de deelname van bewegende onderdelen zoals schuiven en lifters.
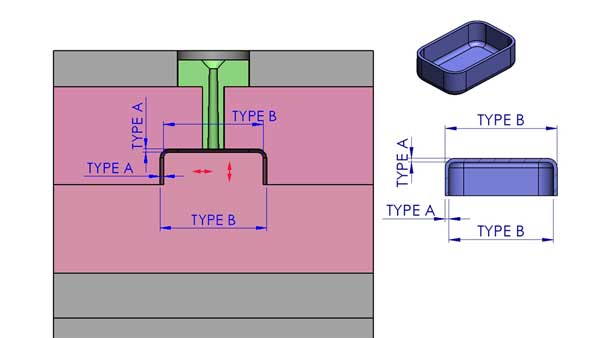
Met andere woorden, Type B-afmetingen worden niet beïnvloed door beweegbare componenten binnen de matrijs. Volgens Figuur 1 hieronder staan Type B-afmetingen in DIN 16901 ook bekend als matrijsgerelateerde afmetingen, wat in wezen hetzelfde idee aangeeft.
Type A-afmetingen worden echter, zoals getoond in figuur 2 hieronder, beïnvloed door deze beweegbare delen, inclusief de relatieve posities van de bovenmatrijs, ondermatrijs, schuiven en lifters, wat kan resulteren in kleine dimensieafwijkingen. Evenzo worden Type A-afmetingen in DIN 16901 aangeduid als niet-matrijserelateerde afmetingen.
Zoals hierboven vermeld, zijn de toleranties voor Type A-afmetingen over het algemeen groter dan die voor Type B, wat de realiteit van spuitgieten weerspiegelt. Ervaren spuitgiet- of matrijsontwerpprofessionals vinden het typisch gemakkelijk om onderscheid te maken tussen Type A- en Type B-afmetingen.
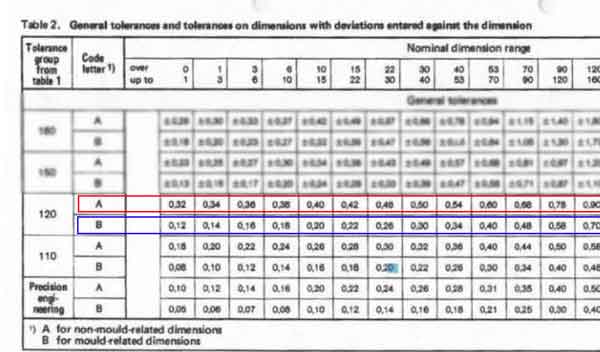
Tolerantiegroepen
In DIN16901 zijn er zes tolerantiegroepen: 110, 120, 130, 140, 150 en 160, waarbij 110 de strengste is en 160 de meest soepele.
Voor elk materiaal zijn er drie mogelijke tolerantieniveaus. Deze niveaus worden als volgt gecategoriseerd:
- Algemene tolerantie: Dit is de standaardtolerantie voor afmetingen waarbij geen specifieke tolerantie is aangegeven.
- Toleranties type 1 en type 2: Deze toleranties zijn van toepassing wanneer afwijkingen zijn gespecificeerd voor een bepaalde afmeting. U kunt kiezen uit de corresponderende tolerantieniveaus op basis van het materiaal en de onderdeelgrootte.
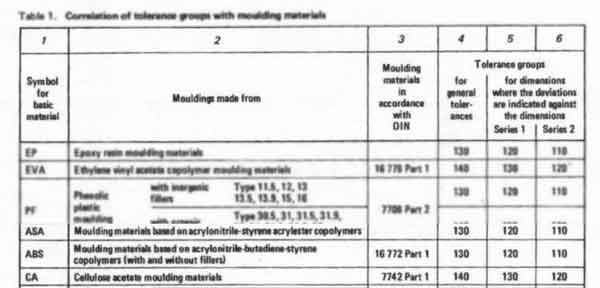
Voorbeeld van tolerantiegroepen voor verschillende materialen
- Voor PMMA, de tolerantiegroepen zijn 130, 120 en 110.
- Voor POM (zonder vulstof), wanneer de vormlengte is minder dan 150 mm, de tolerantiegroepen zijn 130, 120 en 110.
- Voor POM (zonder vulstof), wanneer de vormlengte is 150 mm of meer, de tolerantiegroepen zijn 150, 140 en 130.
- Voor POM (met vulstof), de tolerantiegroepen zijn 140, 130 en 120.
Uit deze voorbeelden kunnen we enkele belangrijke punten afleiden:
- Verschillende kunststoffen hebben verschillende dimensionale stabiliteit: Sommige kunststoffen zijn moeilijker nauwkeurig te beheersen dan andere.
- De aanwezigheid van vulstoffen (zoals glasvezel, talk, calciumcarbonaat) kan de dimensionale stabiliteit verbeteren: Materialen met vulstoffen zijn over het algemeen stabieler en gemakkelijker te beheersen.
Grotere onderdelen vereisen ruimere toleranties: Naarmate de basisafmetingen van het onderdeel toenemen, wordt het tolerantiebereik doorgaans groter, waardoor nauwkeurige controle moeilijker wordt.
Door tolerantiegroepen te begrijpen, kunnen fabrikanten de geschikte tolerantieniveaus selecteren op basis van materiaal, onderdeelgrootte en het vereiste precisieniveau.
Samenvattend biedt de DIN 16901-norm essentiële richtlijnen voor dimensionale toleranties voor de spuitgietindustrie. Het definieert verschillende tolerantieniveaus op basis van de mate van dimensie-impact en het type gebruikt materiaal, maar voor vorm- en positietoleranties moeten andere normen worden geraadpleegd.
Toegang tot DIN 16901
De gedetailleerde inhoud van DIN 16901 is niet openbaar beschikbaar. Net als de meeste technische normen moet deze worden aangeschaft, dus u zult het volledige document niet gratis online vinden. In plaats daarvan bieden we onze eigen door het bedrijf ontwikkelde tolerantiewaarden, die worden beschreven in het onderstaande gedeelte.
ISO 20457: De moderne wereldwijde norm voor toleranties van kunststofonderdelen
DIN 16901 dateert uit het begin van de jaren tachtig en hoewel het nog steeds veel wordt geciteerd, is het nooit bijgewerkt omdat nieuwere, completere normen uiteindelijk zijn rol hebben overgenomen. ISO 20457:2018 wordt nu beschouwd als de moderne, internationale opvolger van DIN 16901. Het biedt een duidelijker, voorspelbaarder en wereldwijd consistenter tolerantiesysteem voor kunststof spuitgietonderdelen.
ISO 20457 introduceert negen tolerantieklassen (TG1–TG9), vergeleken met de zes tolerantiegroepen (110–160) in DIN 16901.
- TG1 is de strafste graad.
- TG9 is het ruimst. In de praktijk wordt meestal slechts een subset van deze klassen gebruikt.
De norm formaliseert ook het onderscheid tussen twee soorten afmetingen:
- W (gereedschapspecifieke afmetingen) — over het algemeen equivalent aan Type B-afmetingen in DIN 16901.
- NW (niet-gereedschapspecifieke afmetingen) — over het algemeen equivalent aan Type A-afmetingen in DIN 16901.
Dit maakt het systeem gemakkelijker te begrijpen voor iedereen die vertrouwd is met de oudere DIN-norm.
Wat ISO 20457 verbetert ten opzichte van DIN 16901
1. DIN 16901 definieerde alleen maattoleranties, geen geometrische toleranties
ISO 20457 vult deze leemte door toe te voegen:
- positietoleranties (Tabel 9)
- oppervlakteprofieltoleranties (Tabel 10)
- verplicht gebruik van ISO 1101, ISO 5458, ISO 5459
- profieltoleranties voor vrije-vorm oppervlakken
Dit brengt de geometrische toleranties voor kunststofonderdelen op hetzelfde volledigheidniveau als de normen voor metalen onderdelen.
2. Het tolerantiesysteem van DIN 16901 is te simplistisch
DIN 16901 wijst tolerantiegroepen toe op basis van alleen materiaaltype en groottebereik, waarbij belangrijke factoren die de nauwkeurigheid van spuitgieten beïnvloeden over het hoofd worden gezien. Dit resulteert vaak in:
- toleranties die te ruim zijn
- toleranties die niet haalbaar zijn
- meningsverschillen tussen klanten en leveranciers
Terwijl ISO 20457 dit oplost door een vijf-factor scoresysteem (P1–P5) te introduceren:
- vormproces (Tabel 4)
- materiaalstijfheid (Tabel 5)
- krimppercentage (Tabel 6)
- krimp-anisotropie (Tabel 7)
- productie-inspanning (Reeks 1–4, Tabel 8)
De totale score bepaalt de TG-tolerantieklasse. Toleranties worden kwantificeerbaar, voorspelbaar en gemakkelijker te onderhandelen.
3. DIN 16901 negeert het feit dat “hoe verder van het referentiepunt, hoe groter de fout”
Kunststofonderdelen accumuleren fouten door krimp, vervorming en ongelijkmatige afkoeling. Deze effecten nemen toe met de afstand tot het referentiepunt, maar DIN 16901 houdt hier geen rekening mee.
Hoe ISO 20457 dit oplost: Het introduceert Dp, de afstand van een kenmerk tot het nulpunt van de referentie:
- positietoleranties zijn afhankelijk van Dp (Tabel 9)
- profieltoleranties zijn afhankelijk van Dp (Tabel 10)
Dit stemt de tolerantiewaarden af op het werkelijke fysieke gedrag
4. DIN 16901 biedt toleranties maar geen acceptatieregels
DIN 16901 biedt tolerantietabellen maar definieert geen inspectiemethoden of acceptatiecriteria.
ISO 20457 voegt ABF — Acceptatievoorwaarden voor de productie van spuitgietonderdelen (Hoofdstuk 8) toe, wat verduidelijkt:
- wat moet worden geïnspecteerd
- hoe afwijkingen te hanteren
- hoe functionele versus niet-functionele kenmerken te behandelen
- hoe krimpvariatie te beheren
- hoe afspraken te documenteren
ISO 20457 is de eerste norm die tolerantie- en acceptatieregels combineert tot een compleet systeem voor gegoten kunststofonderdelen.
Boyans Vereenvoudigd Tolerantieoverzicht voor Spuitgieten
Als u geen specialist bent in spuitgieten en alleen spuitgietonderdelen nodig heeft voor uw product, hoeft u niet veel tijd te besteden aan het bestuderen van deze normen. Om het gemakkelijker te maken, heeft Boyan een vereenvoudigd tolerantieschema gemaakt dat als praktische referentie dient voor de meeste projecten.
| Nominale afmeting (mm) | 0-20 | 20-50 | 50-120 | 120-230 | 230-400 | 400-1000 |
|---|---|---|---|---|---|---|
| Zeer strak (±mm) | 0.02 | 0.03 | 0.04 | 0.05 | 0.10 | 0.20 |
| Strak (±mm) | 0.10 | 0.15 | 0.20 | 0.30 | 0.40 | 0.90 |
| Normaal (±mm) | 0.20 | 0.25 | 0.35 | 0.55 | 0.80 | 1.80 |
| Los (±mm) | 0.35 | 0.40 | 0.60 | 0.95 | 1.40 | 3.00 |
- Voor kunststofonderdelen met algemene precisie werken de bovengenoemde normen goed. Wanneer een project nog nauwere toleranties vereist—vergelijkbaar met LEGO componenten—zijn deze strengere bereiken ook haalbaar, maar alleen onder precisieproductie-omstandigheden, wat van nature gepaard gaat met hogere kosten. In onze grafiek verschijnt dit niveau als de “zeer strak” tolerantieklasse. Het bereiken van dergelijke nauwkeurigheid kan vereisen dat een testmal wordt gebouwd voordat tot de definitieve productiegietvorm wordt overgegaan.
- Omdat deze vereenvoudigde grafiek geen onderscheid maakt tussen verschillende materialen of tussen verschillende kenmerktypen (zoals afmeting A versus afmeting B), moeten de waarden worden gezien als benaderende richtlijnen in plaats van strikte limieten.
Inzicht in Tolerantiecomponenten bij Spuitgieten
Het kiezen van het juiste tolerantiebereik is een cruciale stap om een nauwkeurige onderdeelpassing en functionaliteit te waarborgen. Toleranties bestaan voornamelijk uit de nominale afmeting en de boven- en ondertoleranties. Hier is een beknopte gids over het selecteren van geschikte toleranties voor passende afmetingen:
Nominale afmeting, Boven- en Ondertoleranties
- Tolerantie bestaat uit de nominale dimensie en de boven- en ondertoleranties. De nominale afmeting is de gespecificeerde basisgrootte, terwijl de boven- en ondertoleranties het acceptabele groottebereik rond de nominale afmeting definiëren.
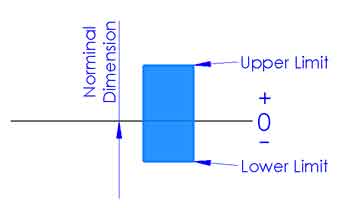
- Bij spuitgieten is de tolerantiezone vaak symmetrisch, zoals ±0,08 mm of ±0,15 mm. Dit geeft fabrikanten een duidelijk doelformaat om na te streven, omdat positieve en negatieve afwijkingen van het doel over het algemeen als even waarschijnlijk worden beschouwd.
Dimensiebereik kiezen
- Door te verwijzen naar tolerantienormen zoals DIN 16901, kunt u een geschikt groottebereik bepalen voor specifieke materialen. Deze normen bieden aanbevolen toleranties voor verschillende soorten afmetingen, zoals Type A- en Type B-afmetingen.
Bepalen van nominale afmetingen
- Het selecteren van de nominale afmeting is een cruciale stap, hoewel deze vaak niet direct door tolerantienormen wordt gedefinieerd. De nominale grootte moet worden bepaald op basis van ontwerpintentie, functionele eisen en assemblagecompatibiliteit. Als een onderdeel bijvoorbeeld nauw moet passen bij bijbehorende componenten, kan een kleinere of preciezere nominale afmeting vereist zijn.
Praktische toepassing in overweging nemen
- Bij het selecteren van toleranties moet ook de praktische toepassingsomgeving van het onderdeel worden overwogen. Als het onderdeel bijvoorbeeld wordt gebruikt in omgevingen met aanzienlijke temperatuurvariaties, kan een groter tolerantiebereik nodig zijn om thermische uitzetting of krimp op te vangen.
Coördinatie en verificatie
- Zodra toleranties zijn vastgesteld, moeten deze worden beoordeeld met het ontwerpteam, de productieafdeling en kwaliteitscontrolepersoneel om ervoor te zorgen dat ze zowel produceerbaar zijn als in staat om aan prestatie-eisen te voldoen. Waar nodig moeten testen en validatie worden uitgevoerd om te bevestigen dat de geselecteerde toleranties geschikt zijn.
Samenvattend houdt het selecteren van de juiste tolerantie een uitgebreide overweging in van ontwerpeisen, materiaaleigenschappen, verwerkingsmethoden en praktische toepassingsomgevingen, om de productkwaliteit en -prestaties te waarborgen.
Laat Boyan U Helpen de Juiste Spuitgiettoleranties te Selecteren
Het selecteren van passende toleranties is cruciaal voor het waarborgen van de kwaliteit en functionaliteit van kunststofonderdelen. Gezien de zachtheid en elasticiteit van kunststoffen kan het nauwkeurig meten van hun afmetingen een uitdaging zijn. Wij bieden onze expertise aan om u te helpen bij het bepalen van het geschikte dimensionale tolerantiebereik. Hier is onze aanpak en methodologie:
Focus op sleuteldimensies
- Voor kritische afmetingen die essentieel zijn voor de functionaliteit en algehele kwaliteit van het product, stellen we strikte tolerantiebereiken vast. We maken gespecialiseerde meetgereedschappen, zoals go/no-go kalibers, om nauwkeurige dimensiemeting te garanderen.


Omgaan met minder belangrijke dimensies
- Voor minder kritische secundaire afmetingen gebruiken we doorgaans standaard meetgereedschappen zoals schuifmaten. We beoordelen ook de passing van deze afmetingen met behulp van corresponderende onderdelen om compatibiliteit te waarborgen.
- Naast het gebruik van passende onderdelen voor meting, kunnen we ook 3D-geprinte inspectiegereedschappen inzetten voor het meten van dimensionale nauwkeurigheid. Hoewel 3D-geprinte producten een lagere nauwkeurigheid hebben, typisch binnen +/- 0,1-0,2 mm, zijn ze kosteneffectief en hebben ze korte productiecycli, waardoor ze geschikt zijn voor toepassingen met iets lagere precisie-eisen.
- Soms garanderen we alleen de passing zonder specifieke tolerantiewaarden te verstrekken. Zoals eerder vermeld, is het uitdagend om plastic afmetingen nauwkeurig te meten, vooral voor zachtere materialen zoals TPE, TPU en siliconen.


Informatie en materialen die nodig zijn voor effectieve tolerantiebepaling
Om deze taken effectiever uit te voeren, hebben we de volgende informatie en materialen van u nodig:
- Specifieke gebruiksscenario's van het onderdeel: Het begrijpen van de omgeving en omstandigheden waarin het onderdeel wordt gebruikt, helpt ons het tolerantiebereik nauwkeuriger te bepalen.
- Monsters van passende onderdelen: Indien mogelijk kan het verstrekken van monsters van andere onderdelen die samen met het betreffende onderdeel worden gebruikt, ons helpen de aanpassingsvermogen van toleranties beter te beoordelen en te testen.
Ons doel is om u op een kosteneffectieve en efficiënte manier te helpen de juiste toleranties te bepalen. Deze aanpak is vooral gunstig voor kleine en middelgrote bedrijven, omdat het tijd en kosten kan besparen terwijl de productkwaliteit wordt gewaarborgd.
FAQ
Een veelgemaakte fout voor mensen die niet bekend zijn met kunststoffen, is om toleranties voor metaalonderdelen direct toe te passen op spuitgietonderdelen.
Kunststoffen gedragen zich heel anders: ze hebben een lagere stijfheid, een hogere vervorming en hun uiteindelijke afmetingen worden beïnvloed door veel gietparameters. Een zekere mate van kromtrekken is ook onvermijdelijk. Om deze redenen kunnen kunststof onderdelen over het algemeen niet dezelfde nauwe toleranties aanhouden als bewerkte metaalonderdelen.
We kunnen echter kritieke afmetingen nauwkeurig beheersen en waar nodig hoge precisie bereiken (tot ±0,02 mm). Voor afmetingen die worden beïnvloed door natuurlijke vervorming, richten we ons op functionele en cosmetische eisen in plaats van onrealistische toleranties af te dwingen.
De meeste gebruikers hoeven DIN 16901 of ISO 20457 niet gedetailleerd te bestuderen. Deze normen worden voornamelijk gebruikt door ingenieurs en kwaliteitsteams. Voor de meeste projecten is het voldoende om te begrijpen wat tolerantie betekent, hoe het de functie van het onderdeel beïnvloedt en welke tolerantiebereiken doorgaans haalbaar zijn. Daarom bieden we een vereenvoudigd tolerantieoverzicht op basis van praktijkervaring.
Dimensietolerantie bepaalt de grootte van een kenmerk, terwijl geometrische tolerantie de vorm, vlakheid, paralleliteit, rondheid en andere vormgerelateerde eigenschappen regelt. ISO 20457 legt meer nadruk op geometrische toleranties dan oudere normen zoals DIN 16901.
Ja. Kenmerken zoals lange dunne wanden, grote vlakke oppervlakken, ribben, uitsteeksels en asymmetrische geometrie kunnen vervorming vergroten en het bereiken van nauwe toleranties moeilijker maken. Goede ontwerppraktijken—uniforme wanddikte, gebalanceerde stroming en juiste ontluchtingshoek—helpen de dimensionale stabiliteit te verbeteren.
Ja. Het is gebruikelijk om alleen op kritieke kenmerken (klikverbindingen, uitlijnpunten, afdichtingsvlakken) nauwe toleranties toe te passen en standaardtoleranties te gebruiken voor niet-kritieke gebieden. Deze aanpak verlaagt de kosten terwijl de functionele prestaties worden gewaarborgd.
Niet echt.
Volgens ISO 20457:2018 is een onderdeel acceptabel zolang het voldoet aan de functionele en gebruiksvereisten, zelfs als sommige afmetingen buiten de algemene tolerantie vallen—tenzij anders overeengekomen.
De enige uitzondering is wanneer een afwijking het uiterlijk of de gebruikersperceptie beïnvloedt, zelfs als het onderdeel nog steeds correct functioneert.
Ja, maar het bereiken van een dergelijke precisie vereist vaak:
- Hoogprecisie gereedschap
- Stabiele en reproduceerbare vormgevingscondities
- Materialen met lage krimp
- In sommige gevallen, een testmal voordat de definitieve productiematrijs wordt gebouwd
Deze stappen helpen bevestigen of de vereiste nauwkeurigheid realistisch en reproduceerbaar is.
Begin met te overwegen:
- De functionele vereisten van het onderdeel
- Of kenmerken moeten passen, klikken of samen schuiven
- Materiaalkrimpkenmerken
- Afwegingen tussen kosten en precisie
Als u twijfelt, kan ons technische team uw ontwerp beoordelen en passende toleranties aanbevelen.
Over het algemeen ja. Nauwere toleranties vereisen:
- Nauwkeuriger gereedschap
- Strengere procescontrole
- Langere cyclus tijden
- Aanvullende inspectie en kwaliteitscontroles
Voor de meeste onderdelen is een standaard tolerantiebereik voldoende en kosteneffectiever.
Ja. Als u uw CAD-model en tolerantie-eisen deelt, kunnen we de haalbaarheid evalueren en indien nodig aanpassingen voorstellen. Voor extreem nauwe toleranties kunnen we aanbevelen eerst een testmatrijs te bouwen om het ontwerp te valideren.
Bijlage: Algemene normen voor spuitgietonderdelen
In het fabricage- en ontwerpproces van spuitgietonderdelen worden verschillende normen vaak geraadpleegd om de productkwaliteit en consistentie te waarborgen. Ze worden hieronder vermeld voor een snelle referentie:
- DIN 16901: 1982-11 — Deze Duitse norm behandelt specifiek de dimensionale toleranties en afwijkingen voor kunststof spuitgietcomponenten, toepasbaar op diverse kunststofmaterialen die bij spuitgieten worden gebruikt.
- ISO 20457: 2018 — Deze internationale norm biedt een uitgebreide richtlijn voor dimensionale toleranties van kunststof spuitgietonderdelen, toepasbaar op verschillende kunststofverwerkingsmethoden.
- DIN 16742 — Het is een norm voor algemene toleranties en acceptatievoorwaarden voor kunststof gegoten onderdelen. Het is niet alleen toepasbaar op spuitgieten, maar omvat ook persgieten en extrusiegieten.
- GB/T 14486-2008 — Dit is een nationale norm van China, die de specificaties voor dimensionale toleranties van kunststof spuitgietonderdelen behandelt, geschikt voor diverse kunststofverwerkingsmethoden.
- Automobielindustrie Standaard QC-T-29017-1991 — Deze specifieke norm voor de Chinese automobielindustrie specificeert de dimensionale toleranties voor kunststof spuitgietcomponenten binnen het automobielveld.
- SAIC Standaard MGR ES.22.PL.103 — Dit is een bedrijfsnorm van SAIC Motor Corporation Limited in China, die specifiek richtlijnen geeft voor de dimensionale toleranties bij het ontwerp en de fabricage van kunststof onderdelen binnen het bedrijf.
- ISO 2768 — Deze internationale norm is van toepassing op bewerkte onderdelen, inclusief kunststof componenten, waarbij specifieke toleranties niet expliciet zijn vermeld.
- JIS B 0401 — Deze Japanse industriële norm, vergelijkbaar met ISO 2768, biedt richtlijnen voor afmetingen die niet specifiek met toleranties zijn aangegeven op mechanische technische tekeningen.
Van deze normen is ISO 2768 wellicht de meest bekende. Het is echter een algemene norm voor niet-gespecificeerde toleranties en is niet specifiek ontworpen voor spuitgietonderdelen.
