
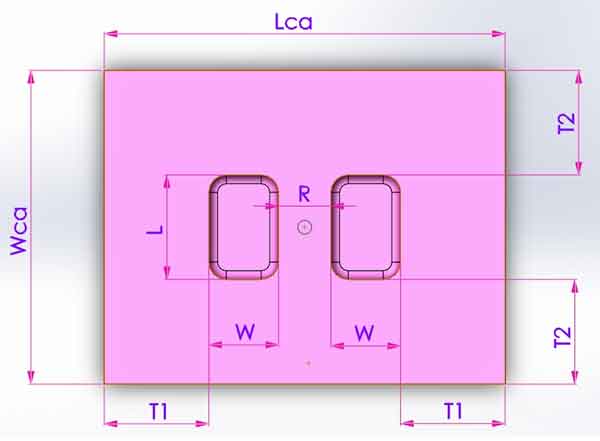


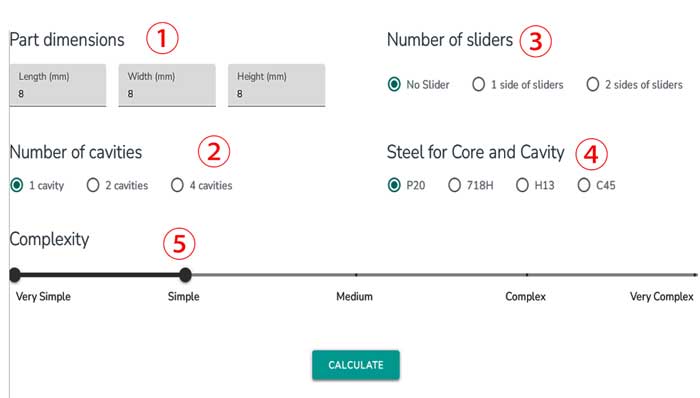
Make sure the length (L) is bigger than the width (W), otherwise, their values will switch automatically.
Note: Maximum value for L, W and H: 600mm
Minimum value for L, W and H: 8mm (please use 8mm if the value is smaller)


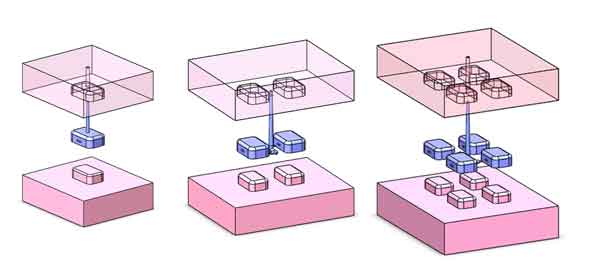
There are 3 options: 1 cavity, 2 cavities, and 4 cavities.
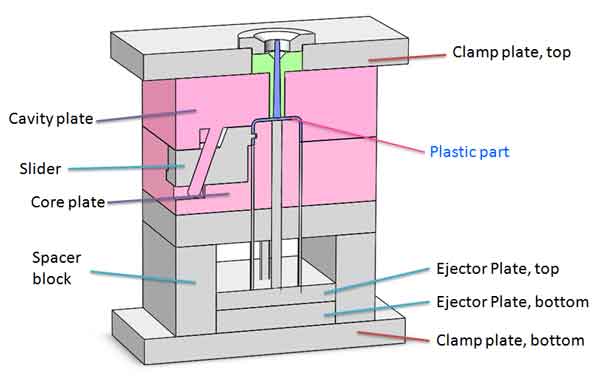
There are 3 options here: no slider, 1 side of sliders and 2 sides of sliders
Note: If there are multiple sliders on the same side, they are considered 1 side of sliders.

For helical gears, please choose 2 sides of sliders because there is a helical ejecting mechanism.
Where P20 – low end; 718H (medium); H13 (high end), these mold steels are the most commonly used.
C45 is also sometimes used in low-end applications.
The complexity levels are divided into five categories: very simple, simple, medium, complex, and very complex. A “simple” classification indicates minimal small details, lower precision requirements, fewer and smaller sliders, and lower ribs. On the other hand, a “complex” classification suggests the presence of more intricate details, higher precision, larger and more sliders, and taller ribs, essentially the reverse of the simple category.
For a comprehensive understanding, please refer to the previously discussed factors that affect the mold’s price factor.
It is advisable to select 2 or 3 levels of complexity to provide a broad price range for a more informative reference.
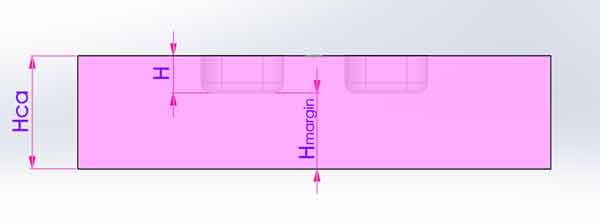
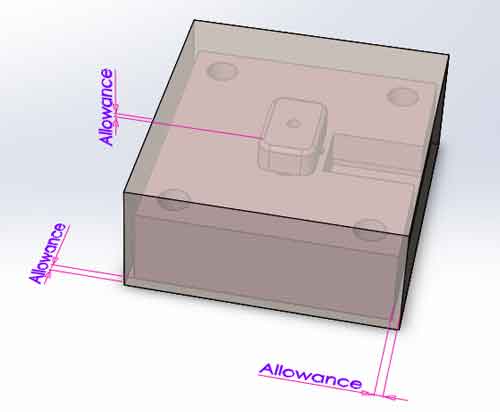
This is the estimation of the mold dimension so you will have a visual conception of how the mold will look like.
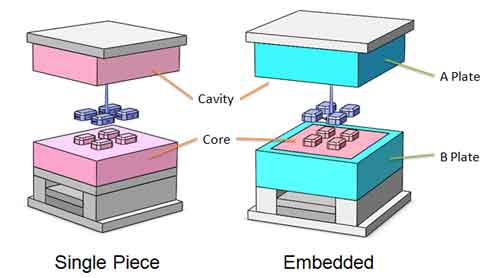
Since the steel for the Core and Cavity are made of more expensive steel, they are often embedded into the A/B plates so they can be made smaller.
The calculator will automatically compare the results of embedded and single-piece designs and choose the better option.
This calculator will give 2-3 prices, each corresponding to a different complexity level, so that you can get a price range that provides a better reference. Each price provides a cost breakdown and their percentage.





The majority of mold prices fall between $1,000 and $10,000. However, the cost of some large-scale molds, such as those used for automotive parts, can reach several hundred thousand dollars.
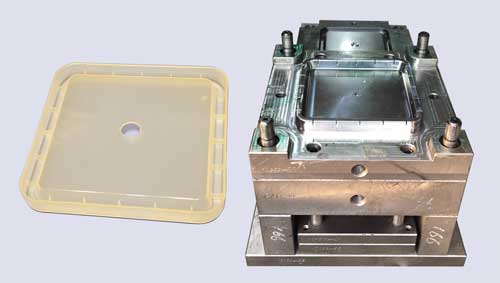
Material costs generally constitute 20-35% of the total mold price. However, for some larger and simpler molds, the material costs can represent 60-70% of the total cost, such as the chair shown in the example below.

If a small mold manufacturer quotes a base price, a medium-sized manufacturer may quote 1.5 to 2 times that amount, while a large manufacturer might quote 2 to 2.5 times the base price. This variation is due to differences in overhead costs and profit expectations among the manufacturers.
Not necessarily.
Small mold manufacturers may devote more attention to each project, but their capabilities vary widely. Some may lack the necessary skills to achieve quality results, so discernment is crucial.
Medium-sized manufacturers might offer less focus on your project and cannot guarantee their technical proficiency, similar to smaller factories.
Large mold manufacturers possess strong technical capabilities, yet they may not prioritize your project as highly. Although the risk is lowest with large manufacturers, collaboration with them might lack flexibility and adaptability.
Therefore, the answer to this question is not absolute and requires thorough due diligence.
To quickly assess mold quality, consider the following aspects:
The rationality of the design, such as the design of the gate and the arrangement of cooling channels; the precision of the machining, with minimal marks from later refinements; and a manual test of pushing the ejector plate, which should move smoothly, indicating overall machining accuracy.
Several approaches can help lower mold costs, including:
- Intelligent product design, such as reducing undercuts and lowering rib heights, which can simplify the mold design.
- Utilizing family molds, which can decrease the total number of molds needed.
- Choosing appropriate mold steel materials. For some molds, a lower grade material can be used for the core since the cavity is more prone to wear and tear, leading to burrs.
- Lastly, partnering with the right mold manufacturing facility is crucial.
The cost of molds based on weight typically ranges from $8 to $50 per kilogram. This variation is influenced by the type of steel used for the mold, as well as the mold’s complexity and size.
Although the price of mold steel, which ranges from $2 to $20 per kilogram, might suggest that mold costs are relatively high, this isn’t necessarily the case. Material costs alone can make up 20% to 35% of the total mold price, and can even surpass 50%.
This is due to the fact that pricing is based on the mold’s net weight, yet the actual material used often exceeds this amount. Furthermore, the pricing doesn’t account for mold accessories, which are sold as complete products not priced by weight, nor does it include the materials for electrical discharge machining (EDM), such as copper or graphite electrodes. These factors add complexity to the mold’s pricing structure.
Challenges and Solutions in Thin Wall Injection Molding Design

Injection Mold Assembly and Manual Fitting
Streamline Your Creation with Boyan’s Plastic Product Design Service
