برغي الرصاص: الآلية البسيطة التي تتطلب معرفة أساسية
ما هي المعلمات الأساسية لبرغي الرصاص والصامولة؟ ما هي عمليات التصنيع الاختيارية للولب اللولبي الرصاصي ؟ كيفية فحص برغي الرصاص وبأي مقاييس؟ هذه هي الأسئلة التي قد تكون لديك عند البدء في تصميم ناقل الحركة اللولبي الرصاصي.
البرغي الرصاصي هو آلية بسيطة ولكنها دقيقة تحول الحركة الدوارة إلى حركة خطية. تبدو بسيطة للغاية. ومع ذلك، لا يزال من المهم فهم المعرفة الأساسية وراءها. في هذا المنشور، سوف نقدم المفاهيم الأساسية للبراغي الرصاصية والصواميل، وعمليات التصنيع المختلفة، والمقاييس المستخدمة لقياس جودة البراغي الرصاصية، وكيفية فحصها.
لنبدأ بالمقارنة بين البراغي الرصاصية والبراغي الكروية. يحتوي المسمار اللولبي الرصاصي على تلامس مباشر مع الصامولة ويولد احتكاك انزلاقي. بينما بالنسبة للبراغي الكروية، توجد بكرات بين البراغي والصواميل، لذا فإن الاحتكاك الانزلاقي بين المكونات المتحركة.
لهذا السبب، يتميز البرغي اللولبي الأسطواني باحتكاك أقل وكفاءة نقل أعلى وهو أكثر ملاءمة لعمليات النقل عالية السرعة.
مزايا البراغي الرصاصية هي:
العديد من براغي الرصاص قفل ذاتي, ، مما يعني أن الحركة الخطية لا يمكن تحويلها إلى حركة عقلانية. في بعض الأحيان يكون القفل الذاتي مطلوبًا في تطبيقه.
مسامير الرصاص هي أبسط في الهيكل، وأكثر إحكامًا في الحجم، وأقل في التكاليف.
هم أكثر ملاءمة لناقلات الحركة ذات عزم الدوران العالي.
تُستخدم براغي الرصاص على نطاق واسع في الملزمات والرافعات والمكابس والمشغلات الخطية.
أنواع الخيوط اللولبية لبراغي الرصاص
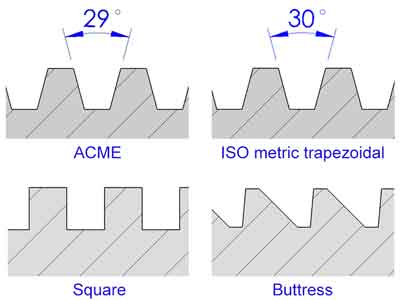
عادةً ما يكون للبراغي الرصاصية أسنان أكبر وأكثر استواءً من البراغي الأخرى، مما يسمح لها بأن تكون أقوى لنقل عزم الدوران أو الطاقة. بناءً على الأشكال الهندسية المختلفة للبراغي الرصاصية، تصنف البراغي الرصاصية على النحو التالي
خيط ACME: له مقياس جغرافي مماثل للخيط شبه المنحرف، إلا أنه يحتوي على زاوية خيط 29 درجة، ويأتي بالبوصة.
سن اللولب شبه المنحرف المتري ISO: لها زاوية مدبب بزاوية 30 درجة، والأبعاد بالملليمتر.
خيط مربع: تكون جوانب الخيط عمودية على محوره. وتستخدم عادة لنقل الحمل المحوري العالي. وتستخدم جميع الرافعات والملازم اللولبات المربعة.
خيط الدعامة:: يكون أحد الجانبين أكثر تسطحاً من الجانب الآخر.
من بينها، تُستخدم الخيوط شبه المنحرفة أو خيوط الأكمي الأكثر شيوعًا نظرًا لقابليتها للتصنيع، والدقة التي يمكن تحقيقها، وخاصية التمركز الذاتي، وكفاءة النقل، وقوة جذور الخيوط.
المصطلحات الأساسية لبراغي الرصاص
لقد انتهينا من المصطلحات الأساسية للبراغي الرصاصية على النحو التالي. وضعنا المصطلحات في أزواج (للسنون اللولبية الخارجية والداخلية على التوالي) لتسهيل الفهم.
القطر الرئيسي (d للخارجي, D4 للداخلية): أكبر قطر للخيط. وهو قمة الخيط الخارجي أو قاع الخيط الداخلي.
قطر الملعب (d2 للخارجي, D2 للداخلية): أسطوانة افتراضية حيث سمك الأسنان يساوي المساحة. قطر الملعب أمر بالغ الأهمية لأداء براغي الرصاص اللولبية.
القطر الأصغر (d3 للخارجي, D1 للداخلية): أصغر قطر للخيط. وهو قمة الخيط الداخلي أو قاع الخيط الخارجي.
الملعب (P): المسافة بين سنّين متجاورين.
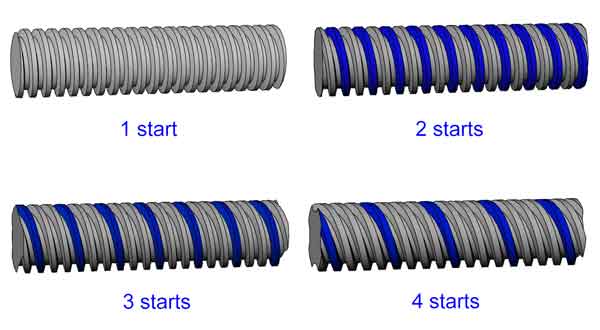
بدايات البرغي: عدد اللوالب المستقلة التي يحتوي عليها البرغي.
الرصاص (L): المسافة التي يتقدم بها اللولب في دورة واحدة. وهو يساوي عدد مرات بدء البرغي مضروباً في عدد مرات بدء البرغي.
تعيين مسامير الرصاص
مع ما تم شرحه أعلاه، إليك مثال على المسمار اللولبي الرصاصي:
Tr 16*8 (P4) 7H/7e
Tr-هذا يعني اللولب شبه المنحرف المتري ISO
16-يبلغ القطر الرئيسي لكل من البرغي الداخلي (الصامولة) والبرغي الخارجي (القضيب) 18 مم.
8-رصاص البرغي 8 مم.
P4-الميل 4 مم، مما يعني أيضًا أن هذا البرغي له بدايتان (2*4 مم=8 مم)
7H-التفاوت المسموح به لقطر ميل الصامولة هو 7H.
7هـ-التفاوت المسموح به لقطر ميل القضيب هو 7هـ.
التفاوتات المسموح بها للبراغي شبه المنحرفة
على عكس درجات تكنولوجيا المعلومات (تمثل تكنولوجيا المعلومات التفاوتات المسموح بها دوليًا) التي تُستخدم على نطاق واسع للتفاوتات المسموح بها في التصنيع الآلي العام، فإن البراغي الرصاصية لها نظام مختلف لتحديد التفاوتات المسموح بها في الأبعاد. المعايير المرجعية هي كما يلي:
المواصفة القياسية ISO 2901 : 1993، الخيوط اللولبية شبه المنحرفة المترية ISO - المظهر الجانبي الأساسي والمظهر الجانبي الأقصى للمواد
المواصفة القياسية ISO 2902 : 1977، خيوط اللولب شبه المنحرفة المترية ISO 2902 : 1977، خيوط اللولب شبه المنحرفة - الخطة العامة
المواصفة القياسية ISO 2903 : 1993، خيوط اللولب شبه المنحرف المترية ISO - التفاوتات المسموح بها
المواصفة القياسية ISO 2904: 1977، الخيوط اللولبية شبه المنحرفة المترية ISO - الأبعاد الأساسية
نصيحة::نصيحة
لا تختلط عليك الأمور مع تحمل درجة تكنولوجيا المعلومات الأكثر استخداماً في المجالات الهندسية الأخرى.
على سبيل المثال، مع درجة تكنولوجيا المعلومات، فإن Φ22 H7/js6 تعني في الواقع:
Φ22 H7-Φ22 +0.021/0 للفتحة;
Φ22 js7-Φ22 +/-0.065 للقضيب.
بينما مع مسامير الرصاص، فإن Tr22*5 7H*7e يعني
7H-19.500 ~ 19.500 ~ 19.875 لـ D2 (قطر الملعب للصامولة);
7 هـ - 19.114 ~ 19.394 لـ d2 (قطر ميل القضيب).
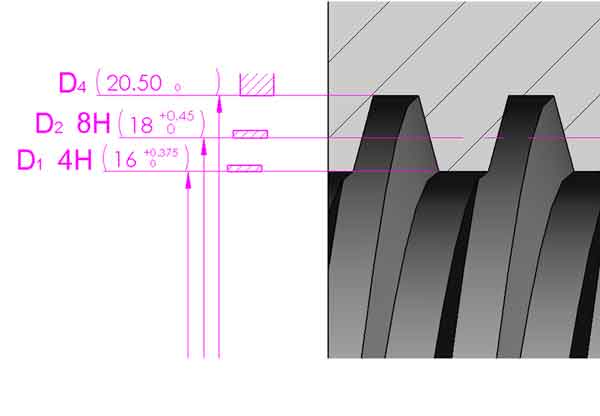
يشير الرقمان 7H و7e إلى نطاقات التفاوت المسموح به لقطر الملعب فقط (7H للسن اللولبي الداخلي D<sub<<2 و7e للسن اللولبي الخارجي d<sub<). يتم تحديد التفاوتات المسموح بها للأقطار الرئيسية والثانوية بطرق أخرى. لنفصلها هنا:Ti
القطر الرئيسي للسن اللولب الخارجي (d)-دائماً 4ح
القطر الصغير للسن اللولب الداخلي (D1) -دائماً 4 هـ
قطر الملعب للخارجي (d2) والخيوط الداخلية (D2)-هناك عدة خيارات.
فئات التفاوت الموصى بها لقطر الملعب:
هنا تشير كلمة “عادي” و“طويل” إلى طول فترة الاشتباك.
“يمكن اختيار ”متوسط“ للتطبيق المعتاد. عند وجود صعوبة في التشغيل الآلي أو لمتطلبات النقل المنخفضة، يمكن اختيار ”خشن".
القطر الرئيسي للمسمار الداخلي (D4) - يتم تحديد الحد الأدنى للبعد فقط. ربما يرجع ذلك إلى أن D4 أقل أهمية. وفي الوقت نفسه، نظرًا لأن الخيوط الداخلية (على الصامولة) عادةً ما يتم قطعها بواسطة ماكينة CNC، فإن هندسة شكل الأسنان يتم تحديدها من خلال شكل القاطع، لذلك لا يمكن أن يكون D4 كبيرًا جدًا بدون حد.
القطر الأصغر للمسمار الخارجي (d3)-سيكون بنفس درجة قطر الملعب د2, لكن نطاق التفاوت سيكون “h”. على سبيل المثال، إذا كانت د2 يساوي 8هـ، فإن د3 يجب أن تكون 8 ساعات.
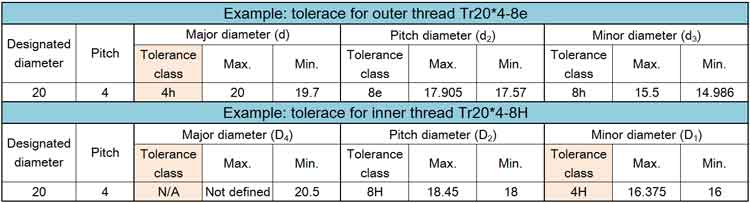
مثال: التفاوت المسموح به لولب وصامولة التزاوج، Tr20*4*4-8H*8e (8H للسن اللولبي الداخلي و8e للسن اللولبي الخارجي)
مثال: التفاوت المسموح به لولب وصامولة التزاوج، Tr20*4*4-8H*8e (8H للسن اللولبي الداخلي و8e للسن اللولبي الخارجي)
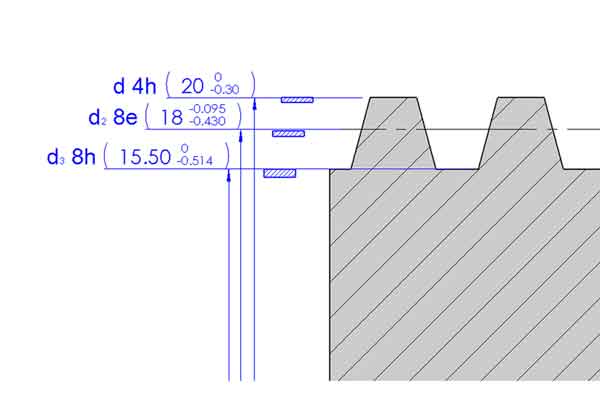
التفاوت المسموح به للقضيب اللولبي Tr20*4 8e
التفاوت المسموح به للصامولة Tr20*4 8H
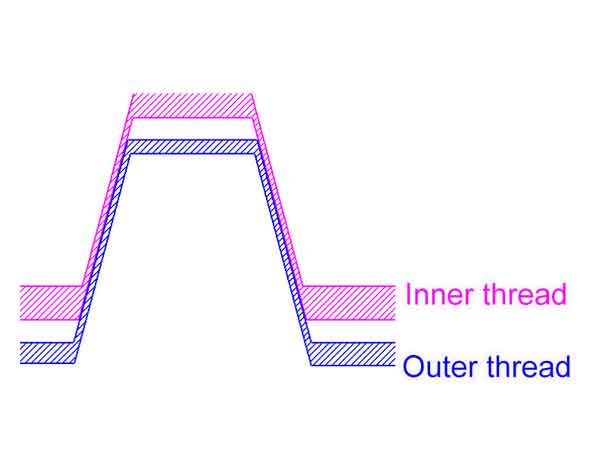
والآن، إذا وضعنا نطاقات التفاوت للبراغي الخارجية والداخلية معاً، فستبدو بهذا الشكل:
التفاوتات المسموح بها للخيوط الخارجية والداخلية وحدها
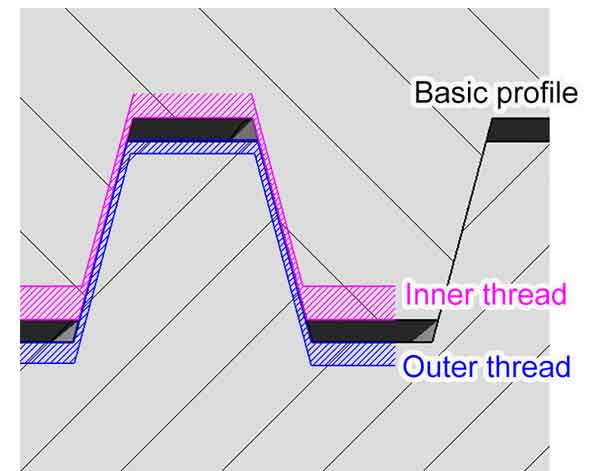
تفاوتات التفاوتات المسموح بها للخيوط الخارجية والداخلية، والمظهر الجانبي الأساسي
من الصور أعلاه، يمكننا استنتاج ما يلي:
توجد خلوصات بين القضيب اللولبي والصامولة على القطر الرئيسي والقطر الثانوي وقطر الملعب (أو الأجنحة);
الخلوص بين الأجنحة هو الأصغر. ستكون الأجنحة هي التي تتلامس عند تجميع قضيب البرغي مع الصامولة. وهذا يعني أيضًا أن قطر الميل وزوايا الجناح هي المقاييس الأكثر أهمية للأداء السليم للبراغي والصواميل الرصاصية.
دقة الرصاص واستقامته
دقة الرصاص: تعني دقة الرصاص أو انحراف الرصاص الفرق بين المسافة الخطية الفعلية والمسافة الخطية النظرية التي يقطعها اللولب (أو المسمار). ويوصف عادةً بالانحراف لكل لقاء أو قدم. على سبيل المثال: 1.2 مم/متر أو 0.01 ″/قدم. من الواضح أنه كلما كانت دقة الرصاص أفضل، كلما حصلت على حركة خطية أكثر دقة من البرغي اللولبي.
دقة الرصاص
استقامة براغي الرصاص: نظرًا لأن معظم براغي الرصاص عبارة عن قطع رفيعة وطويلة، فمن المحتم أن تكون منحنية قليلاً. عند تصنيع براغي الرصاص، يجب تحديد التفاوت المسموح به للاستقامة. ويعطى أيضاً على أنه الانحراف لكل وحدة طول (أو إجمالي طول الجزء). على سبيل المثال: 1.5 مم/متر، أو 0.005 ″/قدم، أو 1.2 مم على طول الجزء الكلي.
يأتي انحناء القضبان اللولبية النهائية جزئياً من القضبان الفولاذية الخام، وجزئياً من عملية التصنيع نفسها. من أجل تحسين استقامة براغي الرصاص، يوصى بتقويم كل من القضبان الفولاذية الخام وبراغي الرصاص النهائية. عادةً ما يمكن الحصول على استقامة تتراوح بين 0.15 و0.3 مم لكل متر في معظم عمليات التصنيع.
يمكن تشكيل القضبان الفولاذية الخام الموردة في حالة جيدة دون تقويمها مسبقًا، مما يوفر الكثير من التكاليف. من المهم الحصول على قضبان الصلب من مورد جيد.
عندما تكون القضبان الفولاذية شديدة الانحناء، مثلًا أكثر من 1 مم/متر، سيتسبب ذلك في إجهاد وحرارة مفرطة في عملية الدرفلة اللولبية، وقد يتسبب في حدوث عيوب سطحية مثل الأخاديد والقشور.
طرق تصنيع مسامير الرصاص اللولبية
1. الدرفلة اللولبية
الدرفلة اللولبية هي عملية تشكيل على البارد حيث تقوم بكرتان (أو في بعض الأحيان 3 بكرات) بالضغط على مخزون القضيب لتشكيل اللولب. إنها طريقة التصنيع الأكثر شيوعًا للبراغي الرصاصية.
في عملية الدرفلة اللولبية، سيتم ضغط القطر الرئيسي للولب بشكل أكبر من قطر مخزون القضيب (بينما سيصبح القطر الثانوي أصغر)، ومن المهم أن يكون قطر مخزون القضيب دقيقًا ويقع في التفاوت المسموح به المطلوب.
المزايا:
كفاءة عالية وسعر منخفض. وعادةً ما يتم تشكيل الأسنان اللولبية بتمريرة واحدة، أو تمريرتين في بعض الأحيان، وبالتالي فإن الإنتاجية تتفوق بكثير على أي عمليات تصنيع أخرى.
السطح أملس تمامًا، ويتم تقويته في عملية التشكيل على البارد. يتم الاحتفاظ بحبيبات بنيته المجهرية سليمة (في حين أن الخراطة أو الطحن سيؤدي إلى قطع الحبيبات)، وبالتالي فإن الخيوط المدرفلة تكون أكثر صلابة وأقوى وتتمتع بمقاومة أفضل للصدمات والتآكل.
القوالب الأسطوانية قابلة للتحمل. وعادةً ما تكون جيدة لآلاف القطع، مما يقلل أيضًا من تكلفة التصنيع للقطعة الواحدة.
تشطيب السطح الناتج عن الدرفلة اللولبية
برغي رصاصي مدلفن على البارد
العيب:
1. دقة الرصاص أضعف من عمليات التصنيع الآلي الأخرى ولكنها لا تزال جيدة للعديد من التطبيقات.
على عكس الخراطة أو الدوران، في دحرجة الخيط، في دحرجة الخيط، يتم دفع قطعة العمل إلى الأمام بحرية من خلال دحرجة الخطوط الحلزونية لقوالب الأسطوانة، وتكون تغذية قطعة العمل أقل دقة. وفي الوقت نفسه، سوف يتسبب الضغط في حدوث بعض التشوه الطولي الطفيف. حتى إذا كانت كل درجة 0.1% عن المعدل الطبيعي (مثل 0.004 مم على درجة 4 مم)، وهو ما لا يبدو كثيرًا، فقد يترجم ذلك إلى انحراف 1 مم على امتداد متر واحد.
2. لا يمكن استخدام الدرفلة اللولبية إلا لإنتاج كميات كبيرة. نظرًا لارتفاع تكلفة الأدوات الأولية وضرورة أن يكون مخزون القضبان دقيقًا في القطر. لهذا السبب، يوصى باستخدام أحجام الخيوط اللولبية التي تنتجها الشركة المصنعة حاليًا.
3. يجب أن تكون الأكتاف الموجودة على الطرفين (للتركيب والتوصيل بعمود الإدارة) أصغر من القطر الصغير للولب. خلاف ذلك، سوف تكون هناك أخاديد متبقية بعد التصنيع الآلي للطرفين
الدوران
يعتبر التورينج طريقة التصنيع الأكثر تقليدية وفعالية للبراغي الرصاصية. يستخدم أداة قطع مشكلة لها شكل أسنان اللولب لقطع اللولب.
لا توجد قيود على حجم الأكتاف. عندما تكون أكبر من المسمار الصغير للولب، يوصى باستخدام عمليات الخراطة أو غيرها من العمليات لإنتاج المسمار الرئيسي.
تدوير اللولب (طحن اللولب الكوكبي)
مثل عملية الخراطة، فإن تدوير الخيوط هي عملية أخرى لإزالة المعادن. تحتوي الحلقة الدوارة على رؤوس قطع متعددة مثبتة على القطر الداخلي، وهي تدور بسرعة عالية وتقطع الخيوط على قضيب المخزون (قطعة العمل) الذي يدور ويتحرك للأمام (التغذية) بسرعة أبطأ بكثير. تتحرك قطعة العمل إلى الأمام على مسافة LEAD مع كل دورة.
طرق فحص مسامير الرصاص والصواميل
من الواضح أنه يمكننا استخدام الفرجار أو الميكرومتر للتحقق من القطر الخارجي للقضبان اللولبية (d) أو القطر الداخلي للصواميل (D1)، ولكن هذا بالتأكيد ليس كافيًا. فيما يلي أجهزة الفحص وطرق الفحص لفحص براغي الرصاص والصواميل:
مقاييس الانطلاق والخروج
يمكن استخدام مقاييس الانطلاق وعدم الانطلاق لفحص أقطار الميل (d2و D2) لكل من القضبان اللولبية والصواميل. فهي سهلة وسريعة الاستخدام.
ومع ذلك، لا يمكننا الحصول على نتيجة كمية مع مقاييس "اذهب ولا تذهب"، لذلك لن نعرف ما إذا كانت الأبعاد تقع في المنطقة المحسّنة. وفي الوقت نفسه، في الممارسة العملية، في بعض الأحيان، يمكن أحيانًا تكبير أو تصغير كل من d2 و D2 بحيث يظلان متطابقين معًا بشكل جيد. عندما تكون هذه هي الحالة، لن يكون مقياس الذهاب لا الذهاب مفيدًا جدًا.
مقاييس الذهاب والإياب لمسامير الرصاص والصواميل
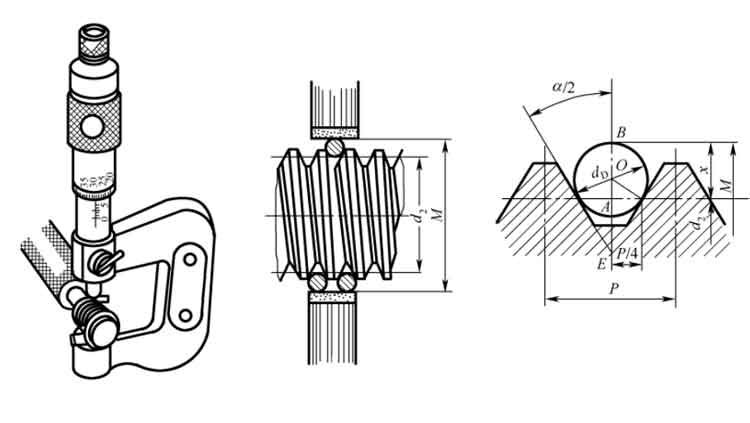
طريقة 3 أسلاك لقياس قطر الملعب
طريقة الأسلاك الثلاثة هي طريقة القياس من نوع التلامس (بمعنى أن جهاز القياس لديه تلامس مباشر مع الجسم المراد قياسه) للتحقق من قطر ميل البراغي. وهي تستخدم ميكرومتر قرصي و قرص ميكرومتر و 3 أسلاك (أو تسمى دبابيس) لإجراء القياس. يجب أن يكون لهذه الأسلاك الثلاثة نفس القطر بالضبط. يتم وضع 2 من الأسلاك على جانب واحد من البرغي، ويتم وضع السلك الآخر على الجانب الآخر. باستخدام ميكروميتر القرص للتحقق من قيمة M، يمكن اشتقاق قطر الميل من الصيغ التالية:
α: الزاوية الجانبية,
ف: الملعب
d2 :: قطر ميل الخيط الخارجي
dD::: قطر السلك
يرجى ملاحظة أنه ليس من الضروري أن تكون dD بالقيمة الدقيقة المحسوبة بهذه المعادلة طالما أنها متقاربة بما فيه الكفاية، ومرة أخرى يجب أن تكون هذه الأسلاك الثلاثة بنفس القطر بالضبط.
عندما نحسب القيمة عن طريق وضع زاوية الجناح (α) بأعداد محددة (60° ° ° 30° و29°)، يمكن تبسيط المعادلات على النحو التالي
زاوية الجناح (α)
الصيغة
60 درجة (غير معتاد)
م=د2+3dD-0.866P
dD=0.577P
30 درجة (30 درجة (ISO متري)
م=د2+4.864dD-1.886P
dD=0.518P
29° (ACME)
م=د2+4.994dD-1.933P
dD=0.516P
فيما يلي مثال لحساب القياس لـ Tr22*5:
يجب أن يكون قطر السلك (dD) 0.518*5=2.59 مم، ولكن يمكننا استخدام أسلاك قطرها 2.5 مم بدلاً من ذلك.
بما أن M=d2+4.864dD-1.886P، إذن d2=M-4.864dD+1.886P.
عندما تكون قراءة M= 22.05، فإن d2= 19.22.
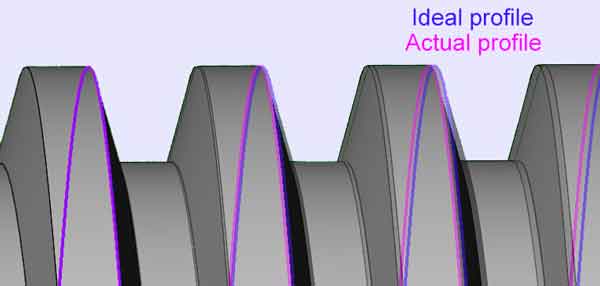
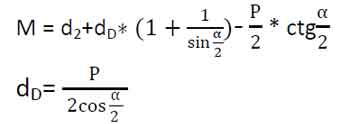
جهاز العرض الجانبي اللولبي (المعروف أيضًا باسم المقارنة البصرية)
هذه أداة فحص بدون تلامس، ولا يمكن استخدامها لفحص البراغي الداخلية. إنها تعرض المظهر الجانبي للبراغي على الشاشة بصورة أكبر بكثير، حتى تتمكن من النظر إلى تشطيب السطح عن كثب والتحقق مما إذا كان هناك أي عيوب مثل الخدوش والقشور وما إلى ذلك. يمكنك أيضًا قياس القطر الخارجي، والملعب، والقطر الداخلي، وزاوية الجناح للولب الخارجي، ولكنك تحتاج إلى التقاط الملف الشخصي نقطة بنقطة يدويًا، لذا فإن العملية تستغرق وقتًا طويلاً، وأحيانًا لا تكون دقيقة إذا لم يتم تشغيلها بشكل صحيح.
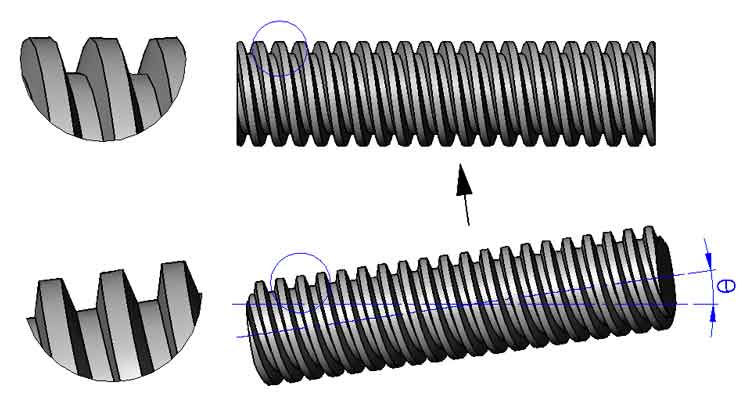
لكي يتم عرض المظهر الجانبي للأسنان بشكل صحيح، يجب إمالة البرغي اللولبي بزاوية لولبية (θ) بحيث تواجه الأسنان عدسة الكاميرا عموديًا. ولهذا السبب، يختلف جهاز عرض المظهر الجانبي اللولبي قليلاً عن غيره من حيث إمكانية تدوير رأس جهاز العرض إلى الزاوية المرغوبة على طاولة العمل.
يجب تدوير المسمار اللولبي الرئيسي بمقدار θ لمواجهة العدسة.
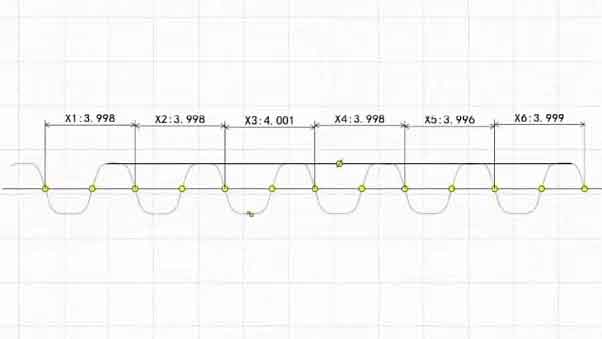
مقياس الملامح
يمكن استخدام مقياس الملامح للتحقق من خشونة السطح، ويمكن استخدامه أيضًا للتحقق من الملامح السطحية.
يحتوي على طرف ماسي يتحرك لأعلى ولأسفل مع المظهر الجانبي عندما يتحرك برغي العينة أفقيًا. ويسجل رحلته ببيانات دقيقة ثنائية الأبعاد. يمكن رسم هذه البيانات بيانيًا أيضًا لتصور نتيجة القياس.
تقرير فحص مقياس البروفيلومتر للبراغي الرصاصية
الطرف الماسي الذي يفحص ملف الأسنان
في الممارسة العملية، غالبًا ما تكون الخلوصات بين الخيوط الخارجية والداخلية أكبر قليلاً من معايير ISO. وهذا يعني أن قطر الملعب d2 يمكن أن يكون أصغر ويمكن أن يكون D2 أكبر. وبالإضافة إلى ذلك، يمكن أن يكون OD للقضبان الملولبة (d) ومعرف الصواميل (D4) بعيدًا عن التفاوتات المسموح بها قليلاً. في النهاية، أقطار الملعب أكثر أهمية بالنسبة لأدائها. كل هذا يعتمد على كيفية أدائها في تطبيقها الفعلي من حيث الدقة وعمر التشغيل. أنت بحاجة إلى الحفاظ على التوازن بين تكلفة التصنيع والجودة، ولكن لا تتقيد بالمعايير.
هناك أنواع مختلفة من الشركات المصنعة للبراغي الرصاصية في السوق، بعضها لديه معدات تصنيع وفحص متطورة وتتم إدارتها بشكل جيد، بينما البعض الآخر عبارة عن ورش عمل صغيرة، ولكن أسعارها مختلفة من 2 إلى 3 مرات. واعتمادًا على الكمية التي تشتريها ومتطلبات طلبك، لا تحتاج إلى اختيار السعر الأعلى في كل مرة. المفتاح هو اختيار التفاوتات المناسبة لكل عنصر فحص. إذا لم تكن خبيرًا في هذا الأمر، فنحن هنا لمساعدتك!









التعليقات مغلقة.