جدول المحتويات
تبديللماذا تعتبر تفاوتات التشكيل بالحقن مهمة؟
في عملية إنتاج القطع المصبوبة بالحقن، تكون الاختلافات في الأبعاد حتمية بسبب تأثيرات القالب، وآلة الحقن، والمواد، والعوامل البيئية. لذلك، فإن تحديد تفاوتات معقولة لأبعاد المنتج وضمان استيفائها لهذه التفاوتات أمر بالغ الأهمية. يمكن للتفاوتات المناسبة أن:
- ضمان عمل القطع بشكل صحيح، خاصة عندما تحتاج عدة مكونات إلى التلاؤم معًا؛;
- ضمان اتساق المنتج وموثوقيته؛;
- عكس قدرات التصنيع والإدارة للمصنع؛;
- تعزيز صورة الشركة ورضا العملاء.


إن تحديد قيم تفاوت مناسبة أمر أساسي. التفاوتات الكبيرة جدًا أو الصغيرة جدًا يمكن أن تؤدي إلى مشاكل في استخدام المنتج وتشير إلى نقص في المعرفة بالتشكيل بالحقن.
مصادر الانحرافات الأبعادية في القطع المصبوبة بالحقن
تنشأ الانحرافات الأبعادية في القطع المصبوبة بالحقن بشكل رئيسي من فئتين: عوامل عملية القولبة وعوامل القالب. فيما يلي شرح وتوسيع مفصل لهذه العوامل:
عوامل عملية التشكيل
- عدم التجانس في المواد البلاستيكية: تظهر أنواع البلاستيك المختلفة خصائص تدفق وتبريد وانكماش متنوعة أثناء التشكيل. يمكن أن يؤدي ضعف اتساق المواد إلى عدم اتساق الأبعاد داخل الدفعة نفسها أو عبر دفعات مختلفة.
- دقة التحكم في آلات التشكيل بالحقنتؤثر دقة التحكم في درجة الحرارة والضغط أثناء عملية القولبة بالحقن بشكل مباشر على استقرار الأبعاد للمنتجات. يمكن أن تؤدي التقلبات في درجة الحرارة والضغط إلى أبعاد نهائية غير متسقة.
- درجة حرارة القالبيعد التحكم في درجة حرارة القالب أمرًا بالغ الأهمية لجودة التشكيل. يمكن أن تؤدي درجة الحرارة غير المتساوية أو التحكم غير الدقيق إلى تبريد غير متساوٍ للأجزاء، مما يؤثر بالتالي على دقة الأبعاد.
- التشوه المرن للقالبتحت ضغط الحقن، قد يخضع القالب لتشوه مرن طفيف، مما يؤثر بشكل غير مباشر على أبعاد وشكل الأجزاء.

عوامل القالب
- دقة تصنيع أبعاد القالبتعد الدقة التي يتم بها تصنيع القالب عاملاً رئيسياً في تحديد دقة الأبعاد للمنتج النهائي. يمكن أن تتضخم الانحرافات الطفيفة في القالب أثناء عملية التشكيل.
- دقة وضع المكونات المتحركة للقالببالنسبة للقوالب ذات المكونات المتحركة مثل المنزلقات ودبابيس الطرد، فإن دقة التموضع المتكرر لهذه الأجزاء تؤثر حتماً على اتساق أبعاد المنتج. سيتم شرح المزيد من التفاصيل حول هذا لاحقاً.

في الختام، فإن مشكلة الانحرافات الأبعادية في القطع المصبوبة بالحقن معقدة وتتأثر بعوامل مختلفة، تشمل خصائص المواد، وأداء المعدات، وجودة القالب. في الإنتاج الفعلي، يمكن للتحكم الدقيق في معلمات عملية التشكيل، واستخدام قوالب عالية الدقة، وتحسين جودة المواد أن يقلل بشكل فعال من الانحرافات الأبعادية، مما يضمن بذلك جودة المنتج وأداءه.
فهم معيار DIN 16901
لماذا نحتاج إلى فهم المواصفة DIN 16901
قبل مناقشة المواصفة DIN 16901، من المهم توضيح سبب استحقاق هذه المواصفة اهتمامًا خاصًا. التسامحات للأجزاء المصبوبة بالحقن لها خصائص مختلفة جدًا عن تلك الخاصة بالأجزاء المشغولة بالتحكم الرقمي (CNC)، لأن تشكيل البلاستيك يتأثر بشدة بعوامل مثل انكماش المادة، وهيكل القالب، وتغيرات العملية.
من بين المعايير المختلفة (يرجى الرجوع إلى نهاية هذه الصفحة) المستخدمة لتحملات الأجزاء المصبوبة بالحقن، يُعد DIN 16901 أحد أكثرها تمثيلاً ومرجعية على نطاق واسع. لذلك، فإن الحصول على فهم متين لـ DIN 16901 يوفر أساسًا مفيدًا لفهم المبادئ العامة والمنطق العملي وراء تحملات الحقن.
تصنيف الأبعاد
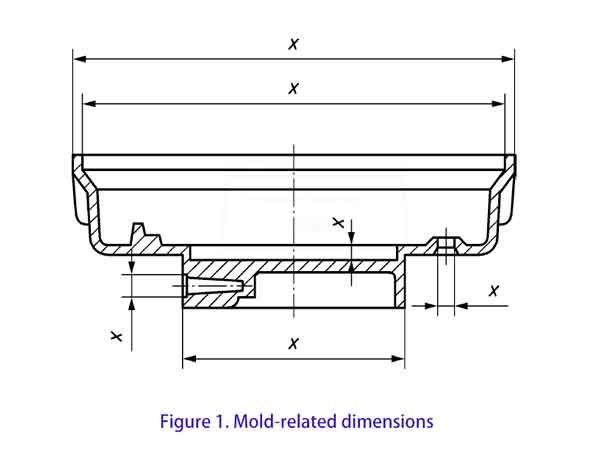
في المواصفة DIN 16901، تصنف التسامحات إلى نوعين: النوع A والنوع B، المصممة خصيصًا لمعالجة خصائص القطع المصبوبة بالحقن. لفهم هذا المفهوم بشكل أفضل، دعنا نستكشف عملية إغلاق قالب الحقن، كما هو موضح أدناه:
نلاحظ أن بعض الأبعاد على القطع البلاستيكية (النوع B) تحدد حصريًا بواسطة الميزات الموجودة على الأجزاء العلوية والسفلية للقالب. تميل هذه الأبعاد إلى التغير بشكل ضئيل جدًا أثناء عملية القولبة بالحقن.
على النقيض من ذلك، فإن الأبعاد الأخرى (النوع A)، مثل سمك الجدران الجانبية والقاعدة، تتحدد بعد إغلاق القالبين العلوي والسفلي. نظرًا لوجود بعض عدم المحاذاة المحتملة في كل مرة يتم فيها إغلاق القوالب، يمكن أن يؤدي ذلك إلى انحرافات معينة. لذلك، يُسمح بتسامح أكبر لهذه الأبعاد.
تشمل الأبعاد من النوع A أيضًا الأحجام المتكونة بمشاركة أجزاء متحركة مثل المنزلقات والرافعات.
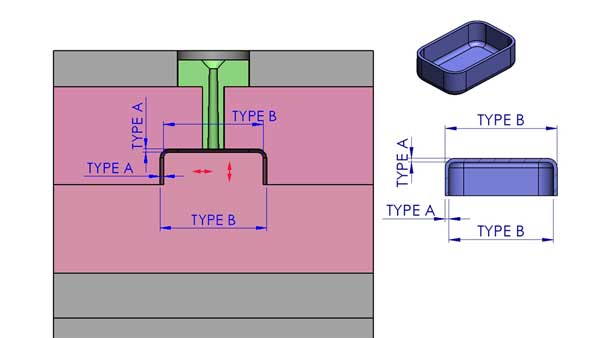
بمعنى آخر، لا تتأثر أبعاد النوع B بالمكونات المتحركة داخل القالب. وفقًا للشكل 1 أدناه، تُعرف أبعاد النوع B أيضًا باسم الأبعاد المرتبطة بالقالب في DIN 16901، مما يشير بشكل أساسي إلى نفس الفكرة.
أما أبعاد النوع A، كما هو موضح في الشكل 2 أدناه، فتتأثر بهذه الأجزاء المتحركة، بما في ذلك المواضع النسبية للقالب العلوي والقالب السفلي والمزالق والرافعات، مما قد يؤدي إلى انحرافات أبعادية طفيفة. وبالمثل، يُشار إلى أبعاد النوع A باسم الأبعاد غير المرتبطة بالقالب في DIN 16901.
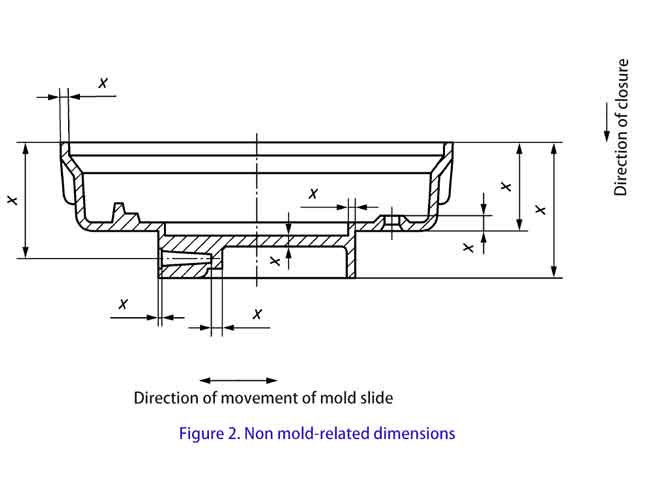
كما ذكر أعلاه، فإن التسامحات لأبعاد النوع A تكون عمومًا أكبر من تلك الخاصة بالنوع B، مما يعكس واقع عملية القولبة بالحقن. عادةً ما يجد المحترفون ذوو الخبرة في القولبة بالحقن أو تصميم القوالب أنه من السهل التمييز بين أبعاد النوع A والنوع B.
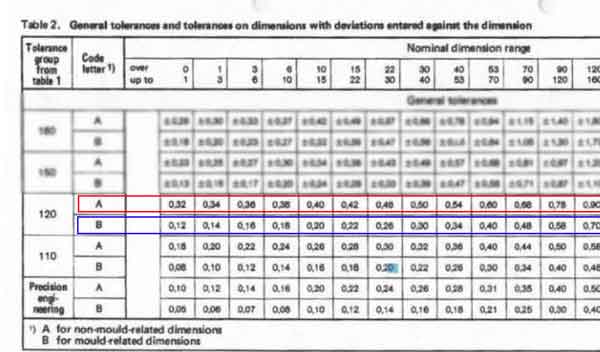
مجموعات التسامح
في المواصفة DIN 16901، هناك ست مجموعات تسامح: 110، 120، 130، 140، 150، و160، حيث تكون 110 هي الأكثر صرامة و160 هي الأكثر تساهلاً.
لكل مادة، هناك ثلاثة مستويات محتملة للتحمل. يتم تصنيف هذه المستويات على النحو التالي:
- التسامح العام: هذا هو التحمل الافتراضي للأبعاد حيث لا يتم تحديد تحمل محدد.
- تفاوتات النوع 1 والنوع 2: تنطبق هذه التحملات عندما يتم تحديد الانحرافات لبعد معين. يمكنك الاختيار من مستويات التحمل المقابلة بناءً على المادة وحجم الجزء.
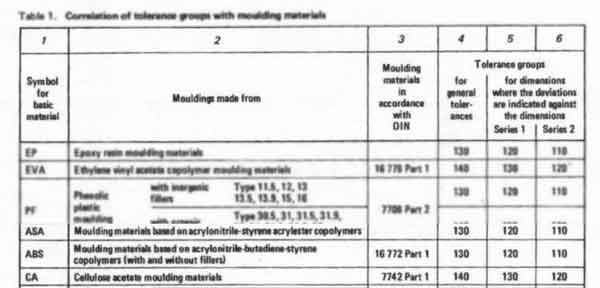
مثال على مجموعات التحمل لمواد مختلفة
- لـ ب م أ م أ, ، فإن مجموعات التفاوت هي 130، 120، و110.
- لـ POM (بدون حشو), ، عندما طول القالب أقل من 150 مم, ، فإن مجموعات التفاوت هي 130، 120، و110.
- لـ POM (بدون حشو), ، عندما طول القالب 150 مم أو أكثر, ، فإن مجموعات التفاوت هي 150، 140، و130.
- لـ POM (مع حشو), ، فإن مجموعات التفاوت هي 140، 130، و120.
من هذه الأمثلة، يمكننا رؤية عدة نقاط مهمة:
- لدى البلاستيكيات المختلفة استقرار أبعادي مختلف: بعض البلاستيكيات أصعب في التحكم الدقيق من غيرها.
- وجود الحشوات (مثل الألياف الزجاجية، التلك، كربونات الكالسيوم) يمكن تحسين الثبات الأبعادي: المواد ذات الحشوات تكون عمومًا أكثر استقرارًا وأسهل في التحكم.
الأجزاء الأكبر تتطلب تسامحات أوسع: مع زيادة الأبعاد الأساسية للجزء، عادةً ما يصبح نطاق التسامح أكبر، مما يجعل التحكم الدقيق أكثر صعوبة.
من خلال فهم مجموعات التحمل، يمكن للمصنعين اختيار مستويات التحمل المناسبة بناءً على المادة وحجم الجزء ومستوى الدقة المطلوب.
باختصار، يوفر معيار DIN 16901 توجيهًا حيويًا بشأن التفاوتات الأبعادية لصناعة التشكيل بالحقن. فهو يحدد مستويات تفاوت مختلفة بناءً على درجة تأثير البعد ونوع المادة المستخدمة، ولكن بالنسبة للتفاوتات الشكلية والموضعية، يجب الرجوع إلى معايير أخرى.
الوصول إلى DIN 16901
المحتوى التفصيلي لمعيار DIN 16901 غير متاح للعموم. مثل معظم المعايير الهندسية، يجب شراؤه، لذلك لن تجد الوثيقة الكاملة مجانًا عبر الإنترنت. بدلاً من ذلك، نقدم قيم التسامح التي طورتها شركتنا، والتي تم وصفها في القسم أدناه.
ISO 20457: المعيار العالمي الحديث لتسامحات الأجزاء البلاستيكية
يعود معيار DIN 16901 إلى أوائل الثمانينيات، وعلى الرغم من أنه لا يزال يُشار إليه على نطاق واسع، إلا أنه لم يتم تحديثه أبدًا لأن معايير أحدث وأكثر اكتمالًا حلت في النهاية محل دوره. يُعتبر معيار ISO 20457:2018 الآن الخليف الحديث والدولي لمعيار DIN 16901. فهو يوفر نظام تسامح أكثر وضوحًا وأكثر قابلية للتنبؤ وأكثر اتساقًا على مستوى العالم للأجزاء البلاستيكية المصبوبة.
يقدم معيار ISO 20457 تسع درجات تسامح (TG1–TG9)، مقارنةً بمجموعات التسامح الست (110–160) في معيار DIN 16901.
- TG1 هو الدرجة الأكثر إحكامًا.
- TG9 هو الأكثر اتساعًا. في الإنتاج الفعلي، يُستخدم عادةً مجموعة فرعية فقط من هذه الدرجات.
يُحدد المعيار أيضًا التمييز بين نوعين من الأبعاد:
- W (الأبعاد الخاصة بالأداة) — بشكل عام مكافئ لأبعاد النوع B في DIN 16901.
- NW (الأبعاد غير الخاصة بالأداة) — بشكل عام مكافئ لأبعاد النوع A في DIN 16901.
هذا يجعل النظام أسهل للفهم لأي شخص ملم بمعيار DIN القديم.
ما يتحسن به ISO 20457 مقارنة بـ DIN 16901
1. حدد DIN 16901 فقط تسامحات الحجم، وليس التسامحات الهندسية
ISO 20457 تملأ هذه الفجوة بإضافة:
- تفاوتات الموضع (الجدول 9)
- تفاوتات مظهر السطح (الجدول 10)
- الاستخدام الإلزامي لـ ISO 1101، ISO 5458، ISO 5459
- تفاوتات المظهر للأسطح الحرة الشكل
هذا يرفع التسامح الهندسي للأجزاء البلاستيكية إلى نفس مستوى الاكتمال الخاص بمعايير الأجزاء المعدنية.
2. نظام التسامح في DIN 16901 مبسط للغاية
يُخصص معيار DIN 16901 مجموعات التسامح بناءً فقط على نوع المادة ونطاق الحجم، متجاهلاً العوامل الرئيسية التي تؤثر على دقة القولبة بالحقن. وهذا غالبًا ما يؤدي إلى:
- تفاوتات واسعة جداً
- تفاوتات غير قابلة للتحقيق
- الخلافات بين العملاء والموردين
بينما يحل معيار ISO 20457 هذه المشكلة من خلال تقديم نظام تسجيل بخمسة عوامل (P1–P5):
- عملية التشكيل (الجدول 4)
- صلابة المادة (الجدول 5)
- معدل الانكماش (الجدول 6)
- التباين الاتجاهي للانكماش (الجدول 7)
- جهد الإنتاج (السلسلة 1–4، الجدول 8)
يحدد المجموع الكلي درجة تسامح TG. تصبح التسامحات قابلة للقياس الكمي وقابلة للتنبؤ وأسهل في التفاوض.
3. يتجاهل DIN 16901 حقيقة أن “كلما زاد البعد عن المرجع، زاد الخطأ”
تتراكم الأخطاء في الأجزاء البلاستيكية بسبب الانكماش والتشوه والتبريد غير المتساوي. تزداد هذه التأثيرات مع البعد عن المرجع، لكن DIN 16901 لا يأخذ ذلك في الاعتبار.
كيف يحل معيار ISO 20457 هذه المشكلة: يقدم Dp، وهي المسافة من الميزة إلى أصل المرجع:
- تعتمد تسامحات الموضع على Dp (الجدول 9)
- تعتمد تسامحات الشكل على Dp (الجدول 10)
هذا يُوافق قيم التسامح مع السلوك الفيزيائي الحقيقي
4. يوفر DIN 16901 التسامحات لكنه لا يوفر قواعد القبول
يقدم DIN 16901 جداول التسامح لكنه لا يُحدد طرق الفحص أو معايير القبول.
يضيف معيار ISO 20457 ABF — شروط القبول لإنتاج الأجزاء المصبوبة (الفصل 8)، والذي يوضح:
- ما يجب فحصه
- كيفية التعامل مع الانحرافات
- كيفية التعامل مع الميزات الوظيفية مقابل غير الوظيفية
- كيفية إدارة تباين الانكماش
- كيفية توثيق الاتفاقيات
ISO 20457 هو أول معيار يجمع قواعد التسامح وقواعد القبول في نظام متكامل للأجزاء البلاستيكية المصبوبة.
مخطط تسامح القولبة بالحقن المبسط من بويان
إذا لم تكن متخصصًا في القولبة بالحقن وتحتاج فقط إلى أجزاء مصبوبة لمنتجك، فلست بحاجة إلى قضاء الكثير من الوقت في دراسة هذه المعايير. لتسهيل الأمور، أنشأ بوين مخطط تسامح مبسط يعمل كمرجع عملي لمعظم المشاريع.
| البعد الاسمي (مم) | 0-20 | 20-50 | 50-120 | 120-230 | 230-400 | 400-1000 |
|---|---|---|---|---|---|---|
| ضيق جداً (±مم) | 0.02 | 0.03 | 0.04 | 0.05 | 0.10 | 0.20 |
| ضيق (±مم) | 0.10 | 0.15 | 0.20 | 0.30 | 0.40 | 0.90 |
| عادي (±مم) | 0.20 | 0.25 | 0.35 | 0.55 | 0.80 | 1.80 |
| فضفاض (±مم) | 0.35 | 0.40 | 0.60 | 0.95 | 1.40 | 3.00 |
- بالنسبة للأجزاء البلاستيكية ذات الدقة العامة، تعمل المعايير المذكورة أعلاه بشكل جيد. عندما يتطلب المشروع تسامحات أضيق — مشابهة لـ مكونات LEGO— هذه النطاقات الأكثر صرامة قابلة للتحقيق أيضًا، ولكن فقط تحت ظروف الإنتاج الدقيق, ، والتي تأتي طبيعيًا بتكلفة أعلى. في مخططنا، يظهر هذا المستوى كـ “ضيق جداً” فئة التسامح. تحقيق مثل هذه الدقة قد يتطلب بناء قالب الاختبار قبل الالتزام بقالب الإنتاج النهائي.
- لأن هذا المخطط المبسط لا يميز بين المواد المختلفة أو بين أنواع الميزات المختلفة (مثل البعد A مقابل البعد B)، يجب اعتبار القيم إرشادات تقريبية وليست حدودًا صارمة.
فهم مكونات تسامح القولبة بالحقن
يعد اختيار نطاق التفاوت المناسب خطوة حاسمة لضمان تركيب القطع بدقة ووظيفتها. تتكون التفاوتات بشكل أساسي من البعد الاسمي والتفاوتات العلوية والسفلية. إليك دليل موجز حول كيفية اختيار التفاوتات المناسبة للأبعاد المتطابقة:
البعد الاسمي، والتسامحات العليا والسفلى
- يتكون التسامح من البعد الاسمي و التسامحين العلوي والسفلي. البعد الاسمي هو الحجم الأساسي المحدد، بينما تحدد التسامحات العليا والسفلى نطاق الحجم المقبول حول البعد الاسمي.
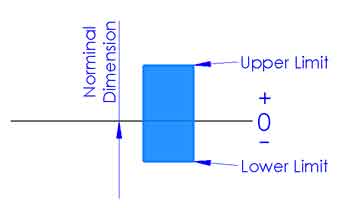
- في القولبة بالحقن، غالباً ما تكون منطقة التسامح متناظرة، مثل ±0.08 مم أو ±0.15 مم. وهذا يعطي المصنعين حجم هدف واضح للاستهداف، لأن الانحراف الإيجابي والسلبي عن الهدف يعتبران بشكل عام متساويين في الاحتمالية.
اختيار نطاق الأبعاد
- من خلال الرجوع إلى معايير التسامح مثل DIN 16901، يمكنك تحديد نطاق حجم مناسب لمواد محددة. توفر هذه المعايير تسامحات موصى بها لأنواع مختلفة من الأبعاد، مثل أبعاد النوع A والنوع B.
تحديد الأبعاد الاسمية
- اختيار البعد الاسمي هو خطوة حاسمة، على الرغم من أنه غالباً لا يتم تعريفه مباشرة بواسطة معايير التسامح. يجب تحديد الحجم الاسمي وفقاً لنية التصميم، والمتطلبات الوظيفية، والتوافق مع التجميع. على سبيل المثال، إذا كان يجب أن يتلاءم الجزء بشكل وثيق مع المكونات المتزاوجة، فقد يكون مطلوباً بعد اسمي أصغر أو أكثر دقة.
مراعاة التطبيق العملي
- عند اختيار التسامحات، يجب أيضًا مراعاة بيئة التطبيق العملية للقطعة. على سبيل المثال، إذا كانت القطعة ستستخدم في بيئات ذات تباينات كبيرة في درجة الحرارة، فقد تكون هناك حاجة إلى نطاق تسامح أكبر لاستيعاب التمدد أو الانكماش الحراري.
التنسيق والتحقق
- بمجرد تحديد التسامحات، يجب مراجعتها مع فريق التصميم، وقسم الإنتاج، وموظفي مراقبة الجودة لضمان أنها قابلة للتصنيع وقادرة على تلبية متطلبات الأداء. حيثما كان ذلك ضرورياً، يجب إجراء الاختبار والتحقق للتأكد من أن التسامحات المختارة مناسبة.
باختصار، يتضمن اختيار التفاوت المناسب النظر الشامل في متطلبات التصميم، وخصائص المواد، وطرق المعالجة، وبيئات التطبيق الواقعية، لضمان جودة المنتج وأداءه.
دع بويان تساعدك في اختيار تسامحات القولبة بالحقن المناسبة
يعد اختيار التفاوتات المناسبة أمرًا بالغ الأهمية لضمان جودة ووظيفة القطع البلاستيكية. نظرًا لليونة ومرونة البلاستيك، يمكن أن يكون قياس أبعاده بدقة أمرًا صعبًا. نقدم خبرتنا لمساعدتك في تحديد نطاق التفاوت الأبعادي المناسب. إليك نهجنا ومنهجيتنا:
التركيز على الأبعاد الرئيسية
- للأبعاد الحرجة التي تعتبر أساسية لوظيفة المنتج وجودته الشاملة، نحدد نطاقات تسامح صارمة. نصنع أدوات قياس متخصصة، مثل مقاييس الصالح/غير الصالح، لضمان قياس الأبعاد بدقة.


معالجة الأبعاد الأقل أهمية
- للأبعاد الثانوية الأقل أهمية، نستخدم عادةً أدوات قياس قياسية مثل الفرجار. نقوم أيضًا بتقييم ملاءمة هذه الأبعاد باستخدام الأجزاء المقابلة لضمان التوافق.
- بالإضافة إلى استخدام أجزاء التلاؤم للقياس، يمكننا أيضًا استخدام أدوات فحص مطبوعة ثلاثية الأبعاد لقياس دقة الأبعاد. على الرغم من أن المنتجات المطبوعة ثلاثية الأبعاد لها دقة أقل، عادةً ضمن +/- 0.1-0.2 مم، إلا أنها فعالة من حيث التكلفة ولها دورات إنتاج قصيرة، مما يجعلها مناسبة للتطبيقات ذات متطلبات الدقة الأقل قليلاً.
- أحيانًا، نضمن فقط الملاءمة دون تقديم قيم تسامح محددة. كما ذكرنا سابقًا، من الصعب قياس أبعاد البلاستيك بدقة، خاصةً للمواد الأكثر ليونة مثل TPE وTPU والسيليكون.


المعلومات والمواد المطلوبة لتحديد التفاوت بشكل فعال
لأداء هذه المهام بشكل أكثر فعالية، نحتاج إلى المعلومات والمواد التالية منك:
- سيناريوهات الاستخدام المحددة للقطعةفهم البيئة والظروف التي ستستخدم فيها القطعة يساعدنا على تحديد نطاق التسامح بشكل أكثر دقة.
- عينات الأجزاء المتطابقةإذا أمكن، تقديم عينات من الأجزاء الأخرى التي ستستخدم بالتزامن مع القطعة المعنية يمكن أن يساعدنا في تقييم واختبار قابلية التكيف للتسامحات بشكل أفضل.
هدفنا هو مساعدتك في تحديد التفاوتات الصحيحة بطريقة فعالة من حيث التكلفة والكفاءة. هذا النهج مفيد بشكل خاص للشركات الصغيرة والمتوسطة، حيث يمكنه توفير الوقت والتكاليف مع ضمان جودة المنتج.
الأسئلة الشائعة
خطأ شائع يرتكبه الأشخاص غير الملمين باللدائن هو تطبيق تسامحات الأجزاء المعدنية مباشرة على الأجزاء المصبوبة بالحقن.
تتصرف اللدائن بشكل مختلف جداً: فهي أقل صلابة، وأكثر تشوهاً، وتتأثر أبعادها النهائية بالعديد من معاملات التشكيل. كما أن بعض الانبعاج لا مفر منه. لهذه الأسباب، لا يمكن للأجزاء البلاستيكية عادةً الحفاظ على نفس التسامحات الضيقة مثل الأجزاء المعدنية المشغولة.
ومع ذلك، يمكننا التحكم بدقة في الأبعاد الحرجة وتحقيق دقة عالية حيثما دعت الحاجة (حتى ±0.02 مم). بالنسبة للأبعاد المتأثرة بالانحناء الطبيعي، نركز على المتطلبات الوظيفية والجمالية بدلاً من فرض تسامحات غير واقعية.
لا يحتاج معظم المستخدمين إلى دراسة معايير DIN 16901 أو ISO 20457 بالتفصيل. تستخدم هذه المعايير بشكل رئيسي من قبل المهندسين وفرق الجودة. بالنسبة لمعظم المشاريع، يكفي فهم معنى التسامح، وكيف يؤثر على وظيفة الجزء، وما هي نطاقات التسامح القابلة للتحقيق عادةً. ولهذا السبب نقدم مخطط تسامح مبسطاً قائماً على الخبرة الإنتاجية الحقيقية.
يتحكم التسامح البُعدي في حجم الميزة، بينما يتحكم التسامح الهندسي في الشكل، والاستواء، والتوازي، والاستدارة، وغيرها من الخصائص المتعلقة بالهيئة. يركز معيار ISO 20457 على التسامحات الهندسية أكثر من المعايير القديمة مثل DIN 16901.
نعم. يمكن لميزات مثل الجدران الطويلة الرفيعة، والأسطح المسطحة الكبيرة، والأضلاع، والنواتئ، والهندسة غير المتناظرة أن تزيد من الانبعاج وتجعل تحقيق التسامحات الضيقة أكثر صعوبة. تساعد ممارسات التصميم الجيدة - مثل السماكة الموحدة للجدار، والتدفق المتوازن، وزاوية السحب المناسبة - على تحسين الاستقرار البُعدي.
نعم. من الشائع تطبيق التسامحات الضيقة فقط على الميزات الحرجة (مثل وصلات الالتقاط، ونقاط المحاذاة، وأسطح العزل) واستخدام التسامحات القياسية للمناطق غير الحرجة. يقلل هذا النهج من التكلفة مع ضمان الأداء الوظيفي.
ليس حقًا.
وفقًا للمواصفة ISO 20457:2018، يُعتبر الجزء مقبولاً طالما أنه يستوفي متطلباته الوظيفية ومتطلبات الاستخدام، حتى لو خرجت بعض الأبعاد عن التسامح العام - ما لم يتم الاتفاق على خلاف ذلك.
الاستثناء الوحيد هو عندما يؤثر الانحراف على المظهر أو إدراك المستخدم، حتى لو كان الجزء لا يزال يعمل بشكل صحيح.
نعم، لكن تحقيق هذه الدقة غالباً ما يتطلب:
- أدوات عالية الدقة
- ظروف تشكيل مستقرة وقابلة للتكرار
- مواد ذات انكماش منخفض
- في بعض الحالات، قالب الاختبار قبل بناء قالب الإنتاج النهائي
تساعد هذه الخطوات في التأكد مما إذا كانت الدقة المطلوبة واقعية وقابلة للتكرار.
ابدأ بالنظر في:
- متطلبات الجزء الوظيفية
- ما إذا كان يجب أن تتلاءم الميزات معاً، أو تنطبق، أو تنزلق معاً
- خصائص انكماش المادة
- مقايضات التكلفة مقابل الدقة
إذا كنت غير متأكد، يمكن لفريقنا الهندسي مراجعة تصميمك والتوصية بتسامحات مناسبة.
بشكل عام نعم. تتطلب التسامحات الأضيق:
- أدوات أكثر دقة
- تحكم أكثر صرامة في العملية
- أوقات دورة أطول
- فحوصات إضافية وضوابط جودة
بالنسبة لمعظم الأجزاء، يكون نطاق التسامح القياسي كافياً وأكثر فعالية من حيث التكلفة.
نعم. إذا شاركت نموذج CAD الخاص بك ومتطلبات التسامح، يمكننا تقييم الجدوى واقتراح تعديلات إذا لزم الأمر. بالنسبة للتسامحات الضيقة للغاية، قد نوصي ببناء قالب اختبار أولاً للتحقق من صحة التصميم.
الملحق: المعايير الشائعة للأجزاء المصنوعة بالحقن
في عملية التصنيع والتصميم للقطع المصبوبة بالحقن، يتم الرجوع عادةً إلى عدة معايير لضمان جودة المنتج واتساقه. وهي مدرجة أدناه كمرجع سريع:
- DIN 16901: 1982-11 — هذا المعيار الألماني يتناول على وجه التحديد التسامحات الأبعاد والانحرافات لمكونات القولبة البلاستيكية، وهو قابل للتطبيق على مجموعة متنوعة من المواد البلاستيكية المستخدمة في القولبة بالحقن.
- ISO 20457: 2018 — يقدم هذا المعيار الدولي دليلاً شاملاً للتسامحات الأبعاد للأجزاء البلاستيكية المكونة بالقولبة، وهو قابل للتطبيق على طرق معالجة البلاستيك المختلفة.
- DIN 16742 — إنه معيار للتسامحات العامة وشروط القبول للأجزاء البلاستيكية المشكلة. وهو قابل للتطبيق ليس فقط على القولبة بالحقن، بل يشمل أيضًا القولبة بالضغط والقولبة بالبثق.
- GB/T 14486-2008 — هذا معيار وطني صيني، يغطي مواصفات التسامح الأبعاد للأجزاء البلاستيكية المكونة بالقولبة، وهو مناسب لطرق معالجة البلاستيك المختلفة.
- معيار صناعة السيارات QC-T-29017-1991 — يحدد هذا المعيار المحدد لصناعة السيارات في الصين التسامحات الأبعاد لمكونات القولبة البلاستيكية داخل مجال السيارات.
- SAIC Standard MGR ES.22.PL.103 — هذا معيار مؤسسي لشركة سايك موتور المحدودة في الصين، يوجه على وجه التحديد التسامحات الأبعاد في تصميم وتصنيع الأجزاء البلاستيكية داخل الشركة.
- ISO 2768 — هذا المعيار الدولي قابل للتطبيق على الأجزاء المشغولة ميكانيكياً، بما في ذلك المكونات البلاستيكية، حيث لم يتم تحديد التسامحات المحددة بشكل صريح.
- JIS B 0401 — يوفر هذا المعيار الصناعي الياباني، المشابه لـ ISO 2768، إرشادات للأبعاد التي لم يتم الإشارة إلى تسامحاتها بشكل محدد على رسومات الهندسة الميكانيكية.
من بين هذه المعايير، يُعد ISO 2768 ربما الأكثر شهرة. ومع ذلك، فهو معيار عام للتفاوتات غير المحددة ولم يتم تصميمه خصيصًا للقطع المصبوبة بالحقن.
