


Requirements for Outdoor Waterproof Plastic Enclosure
As an outdoor plastic enclosure with waterproof requirements, it must meet the following key factors: weather resistance of the materials, precision of the dimensions, and a well-designed sealing gasket. Below, we will discuss these aspects in more detail.

Product information
| Item | Details |
|---|---|
| Product dimension | 120*95*50mm |
| Material | ASA, PC, Silicone |
| Net Weight | Approx. 165 grams |
| Mold information | 1 cavity, cold runner |
| Tolerance for key dimensions | ±0.10mm |
| Surface Flatness | 0.10mm |
Materials Used: Box – ASA, Cover – PC
For outdoor plastic enclosures, UV resistance is the most critical factor. Therefore, we have chosen the following materials:
Box – ASA (Acrylonitrile Styrene Acrylate): ASA is an engineering plastic composed of acrylonitrile, styrene, and acrylate. It offers excellent UV resistance, along with good strength and toughness. This material is commonly used for outdoor applications, such as automotive rearview mirrors, making it ideal for the outer box of our enclosure.
Cover – PC (Polycarbonate): Polycarbonate also provides natural UV resistance and is known for being a high-quality transparent plastic. However, its surface is more prone to scratches. While surface coatings can reduce scratches, they are not recommended for small production runs.

Alternatively, PMMA (Acrylic) is another excellent transparent material with better scratch resistance. However, it is more prone to cracking in stress concentration areas, and thus, it is not recommended when screws are used for fastening.
- Seal Gasket – Silicone: We use silicone for the sealing gasket, which is produced using the same Compression Molding method as rubber. The advantage of this method is its low mold cost. While the production efficiency is lower than injection molding, the per-piece cost is higher, especially for small batches.
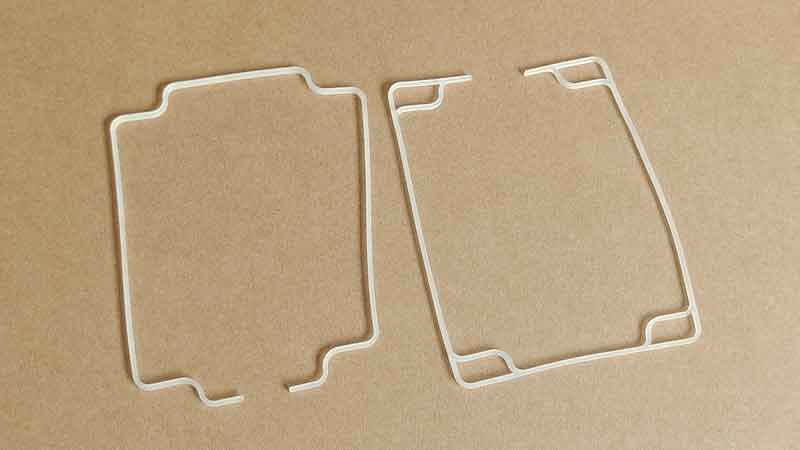
Sealing Gasket Design and Manufacturing Accuracy
Design: The sealing gasket design requires an appropriate interference fit. In other words, when the cover and box are tightened with screws, the gasket should be slightly compressed to eliminate any potential gaps. However, the compression should not be excessive, as too much compression can cause the gasket to lose its elasticity and fail prematurely.
Manufacturing: Thickness control is critical. In compression molding, the mold can accurately control the shape and dimensions of the cut gasket. However, silicone is inherently flexible, so its overall dimensions do not require extreme precision. The key factor is the thickness, as it directly influences the compression amount. Therefore, careful control of thickness is essential.

Injection Molding Product Dimensional Accuracy Requirements
- Flatness of Parts: Flatness should be controlled within 0.10mm. If the box and cover warp, any upward bending of the parts may cause gaps when closed, while downward warping can lead to excessive compression of the sealing gasket. Both PC and ASA are materials with good dimensional stability, making it easier to control their flatness.

For waterproof plastic enclosures, both dimensional accuracy and flatness are critical to ensure proper sealing.
Dimensional Accuracy of Injection Molded Parts: This should be controlled within ±0.20mm. The dimensions of plastic parts depend not only on the precision of the mold but also on the control of the injection molding process parameters, especially the shrinkage rate.
Fit Between Box and Cover: The fit should be controlled within ±0.10mm. Since the box and cover have similar shrinkage tendencies during molding, controlling their corresponding dimensions is relatively straightforward. This means their dimensions should be either consistently slightly larger or smaller, ensuring precise fit.
Product Appearance Requirements
For this type of enclosure, the appearance is not the highest priority, but it still needs to meet basic standards. The transparent cover, however, has stricter requirements, particularly to prevent issues like gate blush and streak marks. Achieving this requires precise adjustments to the mold temperature and injection molding parameters, especially the injection speed.





