As nossas operações habituais de controlo de qualidade
No Boyan, estamos totalmente dedicados a garantir que nossos produtos atendam às especificações. As nossas operações habituais de controlo de qualidade podem incluir:
Relatórios de inspeção do primeiro artigo
Relatórios de inspeção durante o processo
Relatórios de inspeção antes da expedição
Relatórios de acções corretivas
Imagens e vídeos que acompanham estes relatórios
Certificações de materiais
Relatórios de ensaios de névoa salina (para testar a resistência à corrosão)
Relatório de ensaio em grelha (para testar a aderência do revestimento)
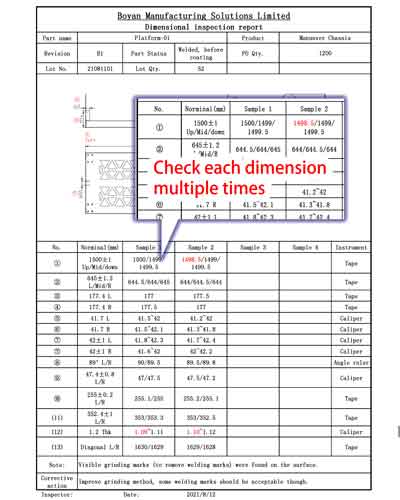
Relatórios dimensionais
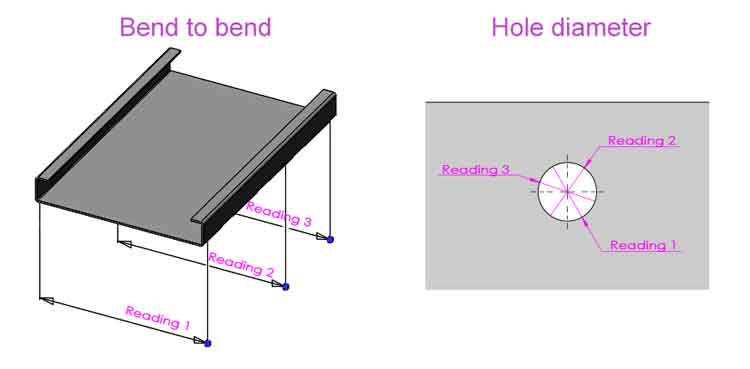
Verificar as dimensões várias vezes
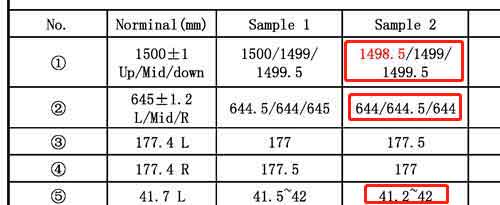
Uma vez que, para as peças de chapa metálica, algumas dimensões podem variar um pouco ao longo do seu comprimento (ou largura), especialmente para as dimensões de dobra a dobra, quando efectuamos as medições, precisamos de verificar vários pontos para nos certificarmos de que todas as medições estão dentro das tolerâncias.
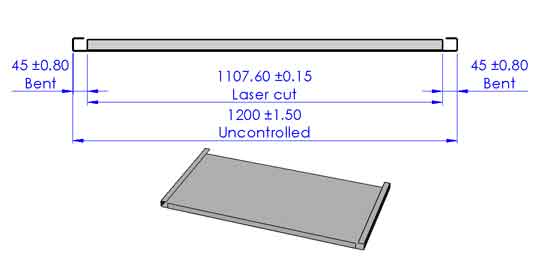
Para as peças de chapa metálica, muitas dimensões estão inter-relacionadas. Para verificar as dimensões de forma mais precisa e eficaz, podemos verificar as dimensões relacionadas.
Um exemplo:
A dimensão de 1107,60 mm é uma dimensão cortada a laser, normalmente, pode ser efectuada com uma tolerância de ±0,15 mm. As dimensões de 45mm são obtidas por dobragem, pelo que são menos exactas. A dimensão de 1200mm é uma dimensão crítica, precisa de estar dentro de ±1,50mm.
Se verificarmos os 1200 mm com uma fita, será muito mais lento e menos preciso.
Se medirmos os 45mm para estar com ± 0,60mm, ou um lado é + 0,80mm maior, o outro lado é + 0,40mm maior, o 1200mm ainda deve estar dentro de ± 1,5mm
Controlo de qualidade dos processos de revestimento
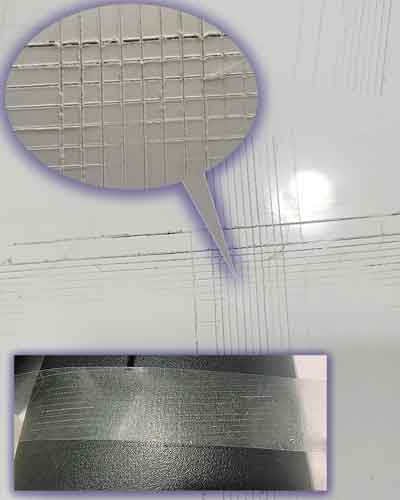
Relatório de teste de névoa salina: 3 tipos - neutro, ácido acético, cobre acelerado.
Ensaio de grelha: para testar a força de aderência do revestimento.
Estes testes não são exaustivos. Quando as amostras de peças passam nestes testes, podem ainda existir pequenas áreas em algumas peças que apresentam alguns problemas.
Para o evitar, efectuamos uma inspeção visual da instalação durante o processo de revestimento, para nos certificarmos:
A superfície está isenta de ferrugem;
O pré-tratamento é efectuado de acordo com as especificações, a superfície é limpa antes do revestimento;
Após o revestimento, a espessura do revestimento, o aspeto da superfície, etc., cumprem os critérios.
Pequena porosidade no revestimento em pó devido a ferrugem por limpar
Inspeção visual
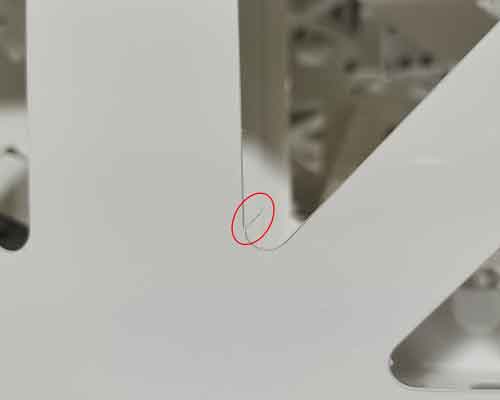
Realizaremos uma inspeção visual durante todos os processos de fabrico para garantir que as peças satisfazem os requisitos de aparência estética.
Enviar-lhe-emos fotografias e vídeos para assegurar que as peças que não cumprem os critérios não serão enviadas para si.
Uma junta fria devido a uma soldadura insuficiente
Uma rebarba por limpar na peça
Um exemplo em vídeo
Verificação da espessura da tinta
Deseja realizar o seu próximo projeto de chapa metálica?