Índice
AlternarPorque é que as tolerâncias de moldagem por injeção são importantes?
No processo de produção de peças moldadas por injeção, as variações nas dimensões são inevitáveis devido às influências do molde, da máquina de moldagem por injeção, dos materiais e dos factores ambientais. Por conseguinte, é crucial estabelecer tolerâncias razoáveis para as dimensões do produto e garantir que estas são respeitadas. As tolerâncias adequadas podem:
- Assegurar que as peças funcionam corretamente, especialmente quando é necessário encaixar vários componentes;
- Garantir a consistência e a fiabilidade do produto;
- Refletir as capacidades de fabrico e de gestão da fábrica;
- Melhorar a imagem da empresa e a satisfação dos clientes.


O estabelecimento de valores de tolerância adequados é essencial. As tolerâncias demasiado grandes ou demasiado pequenas podem levar a problemas na utilização do produto e são indicativas de falta de conhecimentos sobre moldagem por injeção.
Fontes de desvios dimensionais em peças moldadas por injeção
Os desvios dimensionais em peças moldadas por injeção têm origem principalmente em duas categorias: factores do processo de moldagem e factores do molde. Segue-se uma explicação detalhada e uma expansão destes factores:
Factores do processo de moldagem
- Inconsistência nos materiais plásticos: Diferentes plásticos apresentam caraterísticas variadas de fluxo, arrefecimento e contração durante a moldagem. A falta de consistência dos materiais pode levar a inconsistências dimensionais no mesmo lote ou em lotes diferentes.
- Precisão de controlo das máquinas de moldagem por injeção: A precisão do controlo da temperatura e da pressão durante o processo de moldagem por injeção afecta diretamente a estabilidade dimensional dos produtos. As flutuações de temperatura e pressão podem levar a dimensões finais inconsistentes.
- Temperatura do molde: O controlo da temperatura do molde é crucial para a qualidade da moldagem. Uma temperatura irregular ou um controlo impreciso pode resultar num arrefecimento desigual das peças, afectando assim a precisão dimensional.
- Deformação elástica do molde: Sob pressão de injeção, o molde pode sofrer uma ligeira deformação elástica, afectando indiretamente as dimensões e a forma das peças.

Factores de bolor
- Precisão de fabrico das dimensões do molde: A precisão com que o molde é fabricado é um fator chave na determinação da precisão dimensional do produto final. Pequenos desvios no molde podem ser ampliados durante o processo de moldagem.
- Precisão posicional de componentes de moldes móveis: Para moldes com componentes móveis, tais como corrediças e pinos ejectores, a precisão do posicionamento repetitivo destas peças tem um impacto inevitável na consistência das dimensões do produto. Mais pormenores sobre este assunto serão explicados posteriormente.

Em conclusão, a questão dos desvios dimensionais em peças moldadas por injeção é complexa e influenciada por vários factores, incluindo as propriedades do material, o desempenho do equipamento e a qualidade do molde. Na produção real, o controlo preciso dos parâmetros do processo de moldagem, a utilização de moldes de elevada precisão e a otimização da qualidade do material podem reduzir eficazmente os desvios dimensionais, garantindo assim a qualidade e o desempenho do produto.
Compreender a norma DIN 16901
Porque Precisamos de Compreender a DIN 16901
Antes de discutir a DIN 16901, é importante esclarecer por que esta norma merece atenção especial. As tolerâncias para peças moldadas por injeção têm características muito diferentes das peças usinadas por CNC, porque a moldagem de plástico é fortemente influenciada por fatores como retração do material, estrutura do molde e variação do processo.
Entre os vários padrões (consulte o final desta página) utilizados para tolerâncias de peças injetadas, o DIN 16901 é um dos mais representativos e amplamente referenciados. Portanto, adquirir um conhecimento sólido do DIN 16901 fornece uma base útil para compreender os princípios gerais e a lógica prática por trás das tolerâncias de moldagem por injeção.
Classificação de dimensões
Na norma DIN 16901, as tolerâncias são classificadas em dois tipos: Tipo A e Tipo B, especificamente concebidas para lidar com as caraterísticas das peças moldadas por injeção. Para melhor compreender este conceito, vamos explorar o processo de fecho de um molde de injeção, ilustrado abaixo:
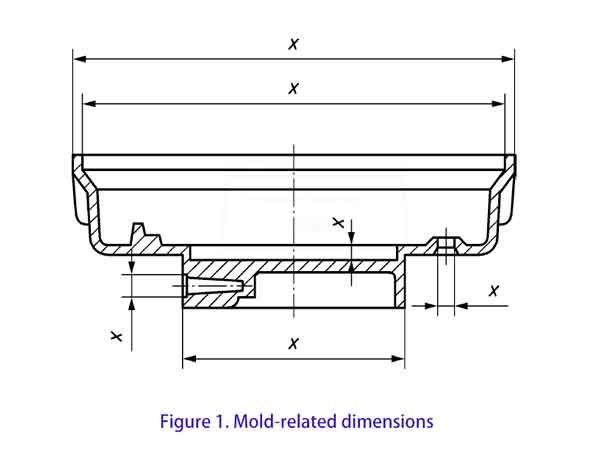
Observamos que algumas dimensões nas peças plásticas (Tipo B) são apenas determinadas pelas caraterísticas nas partes superior e inferior do molde. Estas dimensões tendem a mudar muito pouco durante o processo de moldagem por injeção.
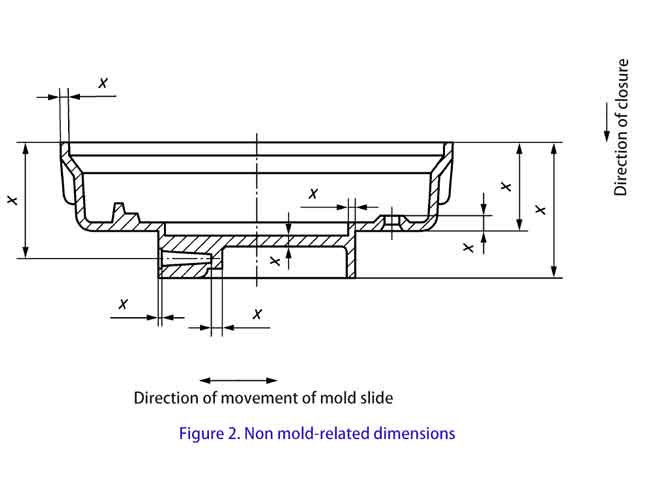
Em contrapartida, outras dimensões (Tipo A), como a espessura das paredes laterais e do fundo, são determinadas após o fecho dos moldes superior e inferior. Como pode haver algum desalinhamento cada vez que os moldes são fechados, isso pode levar a certos desvios. Por conseguinte, é permitida uma tolerância maior para estas dimensões.
As dimensões do tipo A também incluem dimensões formadas com a participação de peças móveis, como corrediças e elevadores.
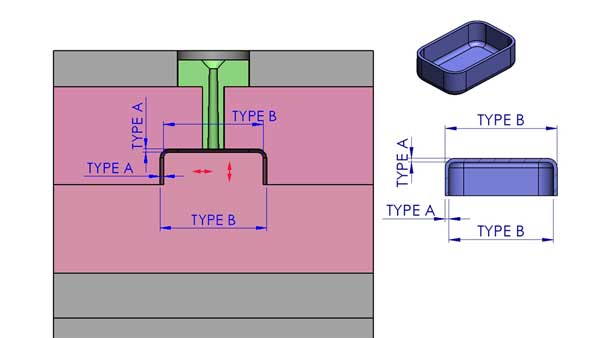
Por outras palavras, as dimensões do Tipo B não são afectadas por componentes móveis dentro do molde. De acordo com a Figura 1 abaixo, as dimensões do Tipo B também são conhecidas como dimensões relacionadas ao molde na norma DIN 16901, indicando essencialmente a mesma idéia.
As dimensões do Tipo A, no entanto, como mostrado na figura 2 abaixo, são influenciadas por essas partes móveis, incluindo as posições relativas do molde superior, do molde inferior, dos deslizadores e dos elevadores, o que pode resultar em pequenos desvios dimensionais. Da mesma forma, as dimensões do Tipo A são referidas como dimensões não relacionadas ao molde na DIN 16901.
Como mencionado acima, as tolerâncias para as dimensões do Tipo A são geralmente maiores do que as do Tipo B, reflectindo as realidades da moldagem por injeção. Os profissionais experientes na moldagem por injeção ou no projeto de moldes normalmente acham fácil distinguir entre as dimensões do Tipo A e do Tipo B.
Grupos de tolerância
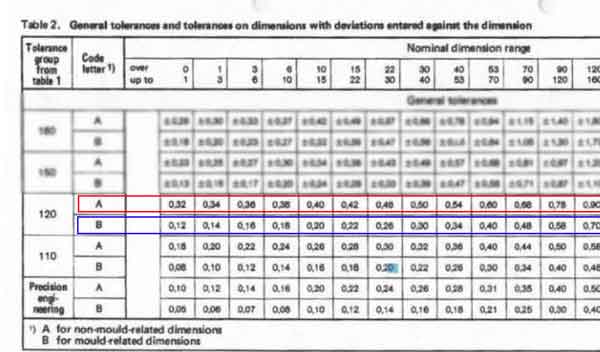
Na DIN 16901, existem seis grupos de tolerância: 110, 120, 130, 140, 150 e 160, sendo 110 o mais rigoroso e 160 o mais permissivo.
Para cada material, existem três níveis possíveis de tolerância. Estes níveis são categorizados da seguinte forma:
- Tolerância geral: Esta é a tolerância padrão para dimensões onde nenhuma tolerância específica é indicada.
- Tolerâncias Tipo 1 e Tipo 2: Estas tolerâncias aplicam-se quando são especificados desvios para uma dimensão particular. Pode escolher entre os níveis de tolerância correspondentes com base no material e no tamanho da peça.
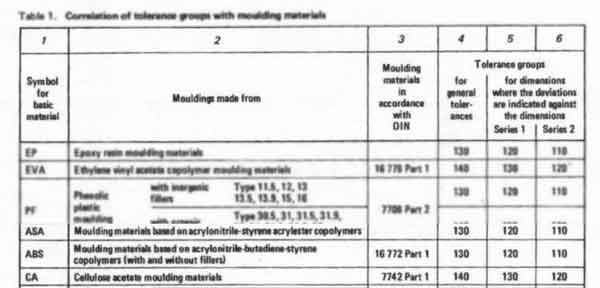
Exemplo de Grupos de Tolerância para Diferentes Materiais
- Para PMMA, os grupos de tolerância são 130, 120 e 110.
- Para POM (sem enchimento), quando o comprimento de moldagem inferior a 150 mm, os grupos de tolerância são 130, 120 e 110.
- Para POM (sem enchimento), quando o comprimento de moldagem igual ou superior a 150 mm, os grupos de tolerância são 150, 140 e 130.
- Para POM (com enchimento), os grupos de tolerância são 140, 130 e 120.
A partir destes exemplos, podemos ver vários pontos importantes:
- Diferentes plásticos têm diferentes estabilidades dimensionais: Alguns plásticos são mais difíceis de controlar com precisão do que outros.
- A presença de enchimentos (como fibra de vidro, talco, carbonato de cálcio) pode melhorar a estabilidade dimensional: Os materiais com cargas são geralmente mais estáveis e mais fáceis de controlar.
Peças maiores exigem tolerâncias mais amplas: À medida que as dimensões base da peça aumentam, a faixa de tolerância geralmente fica maior, tornando o controlo preciso mais difícil.
Ao compreender os grupos de tolerância, os fabricantes podem selecionar os níveis de tolerância apropriados com base no material, no tamanho da peça e no nível de precisão necessário.
Em resumo, a norma DIN 16901 fornece orientações vitais sobre tolerâncias dimensionais para a indústria de moldagem por injeção. Define diferentes níveis de tolerância com base no grau de impacto da dimensão e no tipo de material utilizado, mas para tolerâncias de forma e de posição, devem ser consultadas outras normas.
Acesso à DIN 16901
O conteúdo detalhado da norma DIN 16901 não está disponível publicamente. Tal como a maioria das normas de engenharia, deve ser adquirida, pelo que não encontrará o documento completo online gratuitamente. Em vez disso, fornecemos os nossos próprios valores de tolerância desenvolvidos pela empresa, que são descritos na secção abaixo.
ISO 20457: A Norma Global Moderna para Tolerâncias de Peças Plásticas
A DIN 16901 remonta ao início da década de 1980 e, embora ainda seja amplamente referenciada, nunca foi atualizada porque normas mais recentes e completas acabaram por substituir o seu papel. A ISO 20457:2018 é agora considerada a sucessora moderna e internacional da DIN 16901. Fornece um sistema de tolerâncias mais claro, mais previsível e mais consistente globalmente para peças plásticas moldadas.
A ISO 20457 introduz nove graus de tolerância (TG1–TG9), em comparação com os seis grupos de tolerância (110–160) da DIN 16901.
- TG1 é o grau mais apertado.
- TG9 é a mais ampla. Na produção real, apenas um subconjunto destas classes é normalmente utilizado.
A norma também formaliza a distinção entre dois tipos de dimensões:
- W (dimensões específicas da ferramenta) — geralmente equivalente às dimensões do Tipo B na DIN 16901.
- NW (dimensões não específicas da ferramenta) — geralmente equivalente às dimensões do Tipo A na DIN 16901.
Isto torna o sistema mais fácil de compreender para quem está familiarizado com a norma DIN mais antiga.
O que a ISO 20457 Melhora em Comparação com a DIN 16901
1. A DIN 16901 definia apenas tolerâncias dimensionais, não tolerâncias geométricas
A ISO 20457 preenche esta lacuna ao acrescentar:
- tolerâncias de posição (Tabela 9)
- tolerâncias de perfil superficial (Tabela 10)
- utilização obrigatória da ISO 1101, ISO 5458, ISO 5459
- tolerâncias de perfil para superfícies de forma livre
Isto eleva a tolerância geométrica de peças plásticas ao mesmo nível de completude que as normas para peças metálicas.
2. O sistema de tolerâncias da DIN 16901 é demasiado simplista
A DIN 16901 atribui grupos de tolerância com base apenas no tipo de material e na gama de dimensões, ignorando fatores-chave que influenciam a precisão da moldagem por injeção. Isto resulta frequentemente em:
- tolerâncias demasiado amplas
- tolerâncias não exequíveis
- desacordos entre clientes e fornecedores
Enquanto a ISO 20457 resolve isto introduzindo um sistema de pontuação de cinco fatores (P1–P5):
- processo de moldagem (Tabela 4)
- rigidez do material (Tabela 5)
- taxa de retração (Tabela 6)
- anisotropia de contração (Tabela 7)
- esforço de produção (Série 1–4, Tabela 8)
A pontuação total determina o grau de tolerância TG. As tolerâncias tornam-se quantificáveis, previsíveis e mais fáceis de negociar.
3. A DIN 16901 ignora o facto de que “quanto mais longe do datum, maior é o erro”
As peças plásticas acumulam erros devido à retração, empenamento e arrefecimento irregular. Estes efeitos aumentam com a distância ao datum, mas a DIN 16901 não tem isso em conta.
Como a ISO 20457 resolve isto: Introduz Dp, a distância de uma característica à origem do datum:
- tolerâncias de posição dependem de Dp (Tabela 9)
- tolerâncias de perfil dependem de Dp (Tabela 10)
Isto alinha os valores de tolerância com o comportamento físico real
4. A DIN 16901 fornece tolerâncias, mas não regras de aceitação
A DIN 16901 oferece tabelas de tolerâncias, mas não define métodos de inspeção ou critérios de aceitação.
A ISO 20457 adiciona ABF — Condições de Aceitação para a Produção de Peças Moldadas (Capítulo 8), que esclarece:
- o que deve ser inspecionado
- como lidar com desvios
- como tratar características funcionais vs. não funcionais
- como gerir a variação de contração
- como documentar acordos
A ISO 20457 é a primeira norma a combinar regras de tolerância e regras de aceitação num sistema completo para peças plásticas moldadas.
Gráfico de Tolerâncias Simplificado da Boyan para Moldagem por Injeção
Se não for um especialista em moldagem por injeção e apenas precisar de peças moldadas para o seu produto, não precisa de gastar muito tempo a estudar estas normas. Para facilitar as coisas, o Boyan criou um gráfico de tolerâncias simplificado que serve como referência prática para a maioria dos projetos.
| Dimensão Nominal (mm) | 0-20 | 20-50 | 50-120 | 120-230 | 230-400 | 400-1000 |
|---|---|---|---|---|---|---|
| Muito apertado (±mm) | 0.02 | 0.03 | 0.04 | 0.05 | 0.10 | 0.20 |
| Apertado (±mm) | 0.10 | 0.15 | 0.20 | 0.30 | 0.40 | 0.90 |
| Normal (±mm) | 0.20 | 0.25 | 0.35 | 0.55 | 0.80 | 1.80 |
| Largo (±mm) | 0.35 | 0.40 | 0.60 | 0.95 | 1.40 | 3.00 |
- Para peças plásticas de precisão geral, as normas mencionadas acima funcionam bem. Quando um projeto exige tolerâncias ainda mais apertadas — semelhantes a Componentes LEGO— estas faixas mais rigorosas também são alcançáveis, mas apenas sob condições de produção de precisão, o que naturalmente implica custos mais elevados. No nosso gráfico, este nível aparece como a “muito apertado” classe de tolerância. Alcançar tal precisão pode exigir a construção de um molde de teste antes de comprometer com o molde de produção final.
- Como este gráfico simplificado não distingue entre diferentes materiais ou entre diferentes tipos de características (como dimensão A vs. dimensão B), os valores devem ser vistos como orientações aproximadas em vez de limites estritos.
Compreensão dos Componentes de Tolerância na Moldagem por Injeção
A escolha da gama de tolerâncias correta é um passo crucial para garantir o encaixe e a funcionalidade precisos das peças. As tolerâncias consistem essencialmente na dimensão nominal e nas tolerâncias superior e inferior. Aqui está um guia conciso sobre como selecionar as tolerâncias adequadas para as dimensões correspondentes:
Dimensão nominal, Tolerâncias Superior e Inferior
- A tolerância é constituída pelos dimensão nominal e o tolerâncias superiores e inferiores. A dimensão nominal é a dimensão de base especificada, enquanto as tolerâncias superior e inferior definem o intervalo de dimensões aceitável em torno da dimensão nominal.
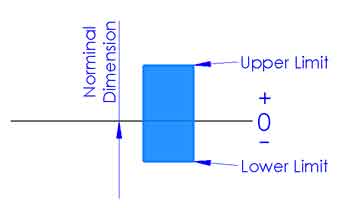
- Na moldagem por injeção, a zona de tolerância é frequentemente simétrica, como ±0,08 mm ou ±0,15 mm. Isto dá aos fabricantes um tamanho alvo claro para atingir, porque o desvio positivo e negativo em relação ao alvo são geralmente considerados igualmente prováveis.
Seleção da gama de dimensões
- Ao consultar as normas de tolerância, como a DIN 16901, pode determinar uma gama de dimensões adequada para materiais específicos. Estas normas fornecem tolerâncias recomendadas para diferentes tipos de dimensões, tais como as dimensões do Tipo A e do Tipo B.
Determinação das dimensões nominais
- Selecionar a dimensão nominal é um passo crítico, embora muitas vezes não seja diretamente definida pelas normas de tolerância. O tamanho nominal deve ser determinado de acordo com a intenção de projeto, requisitos funcionais e compatibilidade de montagem. Por exemplo, se uma peça tiver de encaixar estreitamente com componentes de acoplamento, pode ser necessária uma dimensão nominal menor ou mais precisa.
Considerar a aplicação prática
- Ao selecionar as tolerâncias, o ambiente de aplicação prática da peça também deve ser considerado. Por exemplo, se a peça for utilizada em ambientes com variações significativas de temperatura, poderá ser necessário um intervalo de tolerância maior para acomodar a expansão ou contração térmica.
Coordenação e verificação
- Uma vez estabelecidas as tolerâncias, devem ser revistas com a equipa de projeto, o departamento de produção e o pessoal de controlo de qualidade para garantir que são fabricáveis e capazes de cumprir os requisitos de desempenho. Quando necessário, devem ser realizados testes e validações para confirmar que as tolerâncias selecionadas são apropriadas.
Em resumo, a seleção da tolerância adequada envolve uma consideração abrangente dos requisitos do projeto, propriedades do material, métodos de processamento e ambientes de aplicação no mundo real, para garantir a qualidade e o desempenho do produto.
Deixe a Boyan Ajudá-lo a Selecionar as Tolerâncias Corretas para Moldagem por Injeção
A seleção de tolerâncias adequadas é crucial para garantir a qualidade e a funcionalidade das peças de plástico. Dada a suavidade e elasticidade dos plásticos, a medição exacta das suas dimensões pode ser um desafio. Oferecemos a nossa experiência para o ajudar a determinar o intervalo de tolerância dimensional adequado. Eis a nossa abordagem e metodologia:
Centrar-se nas dimensões-chave
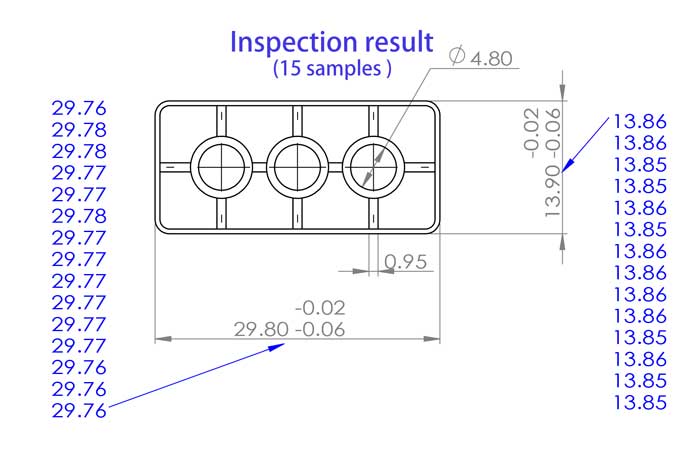
- Para as dimensões chave que são críticas para a funcionalidade e qualidade geral do produto, estabelecemos intervalos de tolerância rigorosos. Criamos ferramentas de medição especializadas, tais como medidores go/no-go, para garantir uma medição precisa das dimensões.


Manuseamento de dimensões menos importantes
- Para dimensões secundárias menos críticas, utilizamos normalmente ferramentas de medição padrão, como paquímetros. Também avaliamos o ajuste destas dimensões utilizando peças correspondentes para garantir a compatibilidade.
- Para além de utilizar peças de encaixe para medição, também podemos utilizar ferramentas de inspeção impressas em 3D para medir a precisão dimensional. Embora os produtos impressos em 3D tenham uma precisão inferior, normalmente entre +/- 0,1-0,2 mm, são económicos e têm ciclos de produção curtos, o que os torna adequados para aplicações com requisitos de precisão ligeiramente inferiores.
- Por vezes, apenas garantimos o ajuste sem fornecer valores de tolerância específicos. Como já foi referido, é difícil medir com precisão as dimensões do plástico, especialmente no caso de materiais mais macios como o TPE, o TPU e o silicone.


Informações e materiais necessários para a determinação efectiva da tolerância
Para desempenhar estas tarefas de forma mais eficaz, necessitamos das seguintes informações e materiais da sua parte:
- Cenários de utilização específicos da peça: Compreender o ambiente e as condições em que a peça será utilizada ajuda-nos a determinar com mais exatidão o intervalo de tolerância.
- Amostras de peças correspondentes: Se possível, fornecer amostras de outras peças que serão utilizadas em conjunto com a peça em questão pode ajudar-nos a avaliar melhor e a testar a adaptabilidade das tolerâncias.
O nosso objetivo é ajudá-lo a determinar as tolerâncias corretas de uma forma económica e eficiente. Esta abordagem é particularmente benéfica para as pequenas e médias empresas, uma vez que pode poupar tempo e custos, garantindo simultaneamente a qualidade do produto.
FAQ
Um erro comum para quem não está familiarizado com plásticos é aplicar diretamente as tolerâncias de peças metálicas a peças moldadas por injeção.
Os plásticos comportam-se de forma muito diferente: têm menor rigidez, maior deformação e as suas dimensões finais são influenciadas por muitos parâmetros de moldagem. Uma certa quantidade de empenamento também é inevitável. Por estas razões, as peças de plástico geralmente não conseguem manter as mesmas tolerâncias apertadas que as peças metálicas usinadas.
No entanto, podemos controlar rigorosamente dimensões críticas e alcançar alta precisão onde necessário (até ±0,02 mm). Para dimensões afetadas por empenamento natural, focamo-nos nos requisitos funcionais e estéticos em vez de forçar tolerâncias irrealistas.
A maioria dos utilizadores não precisa de estudar detalhadamente a DIN 16901 ou a ISO 20457. Estas normas são principalmente utilizadas por engenheiros e equipas de qualidade. Para a maioria dos projetos, basta compreender o que significa tolerância, como afeta a função da peça e que intervalos de tolerância são tipicamente alcançáveis. É por isso que fornecemos um gráfico de tolerâncias simplificado baseado em experiência real de produção.
A tolerância dimensional controla o tamanho de uma característica, enquanto a tolerância geométrica controla a forma, a planicidade, o paralelismo, a redondeza e outras características relacionadas com a forma. A norma ISO 20457 dá mais ênfase às tolerâncias geométricas do que normas mais antigas como a DIN 16901.
Sim. Características como paredes longas e finas, grandes superfícies planas, nervuras, bossagens e geometria assimétrica podem aumentar a deformação e tornar mais difícil atingir tolerâncias apertadas. Boas práticas de conceção — espessura uniforme das paredes, fluxo equilibrado e ângulo de saída adequado — ajudam a melhorar a estabilidade dimensional.
Sim. É comum aplicar tolerâncias apertadas apenas a características críticas (encaixes por pressão, pontos de alinhamento, superfícies de vedação) e utilizar tolerâncias normais para áreas não críticas. Esta abordagem reduz os custos, garantindo simultaneamente o desempenho funcional.
Não realmente.
De acordo com a ISO 20457:2018, uma peça é aceitável desde que cumpra os seus requisitos funcionais e de utilização, mesmo que algumas dimensões estejam fora da tolerância geral—salvo acordo em contrário.
A única exceção é quando um desvio afeta a aparência ou a perceção do utilizador, mesmo que a peça ainda funcione corretamente.
Sim, mas alcançar tal precisão frequentemente requer:
- Ferramentaria de alta precisão
- Condições de moldagem estáveis e repetíveis
- Materiais com baixa retração
- Em alguns casos, um molde de teste antes de construir o molde de produção final
Estes passos ajudam a confirmar se a precisão necessária é realista e repetível.
Comece por considerar:
- Requisitos funcionais da peça
- Se as características devem encaixar, travar ou deslizar juntas
- Características de retração do material
- Compensações entre custo e precisão
Se não tiver a certeza, a nossa equipa de engenharia pode rever o seu design e recomendar tolerâncias apropriadas.
Geralmente sim. Tolerâncias mais apertadas requerem:
- Ferramentaria mais precisa
- Controlo de processo mais rigoroso
- Tempos de ciclo mais longos
- Inspeções e verificações de qualidade adicionais
Para a maioria das peças, um intervalo de tolerância padrão é suficiente e mais económico.
Sim. Se partilhar o seu modelo CAD e requisitos de tolerância, podemos avaliar a viabilidade e sugerir ajustes se necessário. Para tolerâncias extremamente apertadas, podemos recomendar construir primeiro um molde de teste para validar o design.
Apêndice: Normas Comuns para Peças Moldadas por Injeção
No processo de fabrico e conceção de peças moldadas por injeção, são normalmente referenciadas várias normas para garantir a qualidade e a consistência do produto. Estas normas são listadas abaixo para uma referência rápida:
- DIN 16901: 1982-11 — Esta norma alemã aborda especificamente as tolerâncias dimensionais e os desvios para componentes moldados em plástico, aplicável a uma variedade de materiais plásticos utilizados na moldagem por injeção.
- ISO 20457: 2018 — Esta norma internacional oferece um guia abrangente para tolerâncias dimensionais de peças moldadas em plástico, aplicável a vários métodos de processamento de plásticos.
- DIN 16742 — É uma norma para tolerâncias gerais e condições de aceitação para peças moldadas em plástico. Aplica-se não só à moldagem por injeção, mas também à moldagem por compressão e à moldagem por extrusão.
- GB/T 14486-2008 — Esta é uma norma nacional da China, que abrange as especificações de tolerância dimensional para peças moldadas em plástico, adequada para vários métodos de processamento de plásticos.
- Norma da Indústria Automóvel QC-T-29017-1991 — Esta norma específica para a indústria automóvel da China detalha as tolerâncias dimensionais para componentes moldados em plástico no âmbito automóvel.
- SAIC Standard MGR ES.22.PL.103 — Esta é uma norma corporativa da SAIC Motor Corporation Limited na China, que orienta especificamente as tolerâncias dimensionais no design e fabricação de peças plásticas dentro da empresa.
- ISO 2768 — Esta norma internacional é aplicável a peças usinadas, incluindo componentes plásticos, onde tolerâncias específicas não são explicitamente declaradas.
- JIS B 0401 — Esta norma industrial japonesa, semelhante à ISO 2768, fornece orientação para dimensões não especificamente indicadas com tolerâncias em desenhos de engenharia mecânica.
Entre estas normas, a ISO 2768 é talvez a mais conhecida. No entanto, é uma norma geral para tolerâncias não especificadas e não foi especificamente concebida para peças moldadas por injeção.
