海外のお客様に向けて、ボヤン製造は、中国からの板金加工部品および組立品の最高の調達体験を提供するよう努めています。当社のエンジニアリング専門家により、製造設計、梱包設計、輸送手配などの一貫したサービスを提供することが可能です。
チューブレーザー切断は、板金加工における重要な工程です。金属フレーム製作の最初のステップとして機能し、生産品質とコストの両方に大きな影響を与えます。.
製造プロセス
仕上げ
利用可能な材料
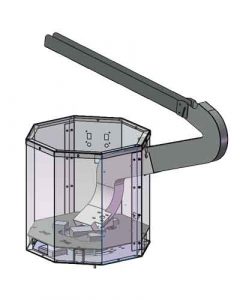
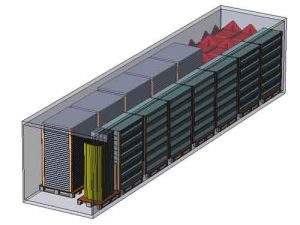
代表的な製品
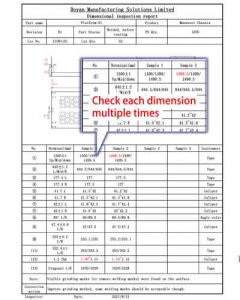
プロジェクト開始前に、お客様の図面を評価し、設計が現場生産に適しているかどうかを確認します:
これにより、すべての詳細が確認済みであり、類似製品の経験があることをお示しします。.
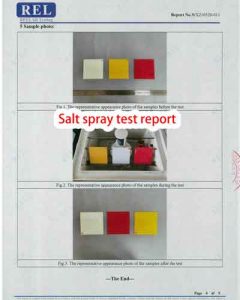
生産中または出荷前に、詳細な品質管理報告書をお送りします。これには寸法報告書、材料証明書など(塩水噴霧試験報告書など)が含まれる場合があります。.
また、写真や動画もお送りしますので、最新の状況を常に把握していただけます。製品を受け取った際には、まさにご期待通りのものであることをお約束します。.
複雑な製品の調達が必要な場合でも、品質要件が一般的な中国工場にとって少し厳しい場合でも、当社はより少ない費用と時間でそれらを実現するためにここにいます。.
大量生産向けですが、制約により適用範囲は狭くなります。
少量生産向けです。人手による操作のため、製造においてより柔軟性があります。.
最大板厚:25 mm CRS
最大板厚:16 mm CRS