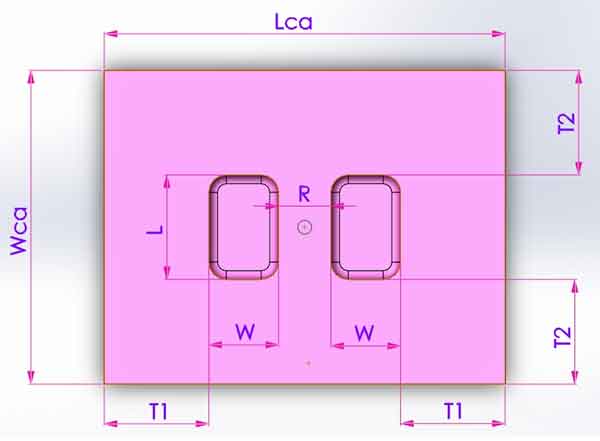


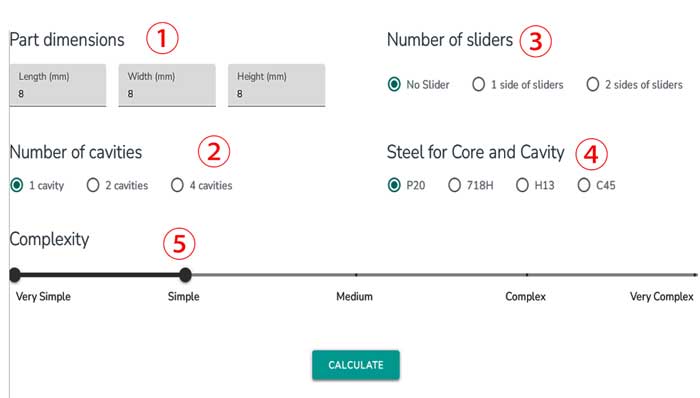
長さ(L)が幅(W)より大きいことを確認してください、そうでなければ、それらの値は自動的に切り替わります。
注意:L、W、Hの最大値:600mm
L、W、Hの最小値:8mm(値が小さい場合は8mmを使用してください。)


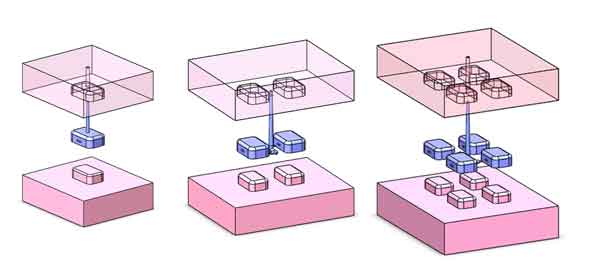
3つのオプションがあります:1キャビティ、2キャビティ、4キャビティ。.
ここでは3つのオプションがあります: スライダーなし、スライダー1面、スライダー2面
注意: 同じ面に複数のスライダーがある場合、それらはスライダー1面とみなされます。.

ヘリカルギアは、ヘリカル排出機構がありますので、2面スライダーをお選びください。.
P20(ローエンド)、718H(ミディアム)、H13(ハイエンド)、これらの金型用鋼が最も一般的に使用されています。
C45もローエンド用途で使用されることがあります。.
複雑さのレベルは、非常に単純、単純、中程度、複雑、非常に複雑の5つのカテゴリーに分けられています。単純」分類は、最小限の小さなディテール、より低い精度要件、より少なく小さなスライダー、およびより低い肋骨を示します。一方、「複雑な」分類は、より複雑な詳細、より高い精度、より大きくより多くのスライダー、より高いリブの存在を示唆しており、本質的には単純な分類の逆である。.
包括的な理解のために、金型のプライスファクターに影響を与える要因を参照してください。
より有益な参考情報を提供するために、幅広い価格帯を提供するために、2つまたは3つの複雑なレベルを選択することをお勧めします。.
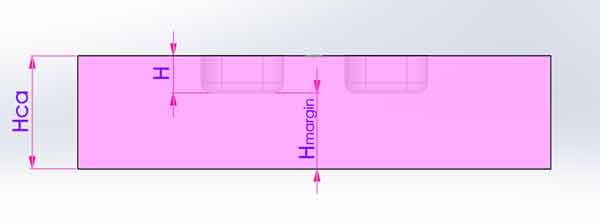
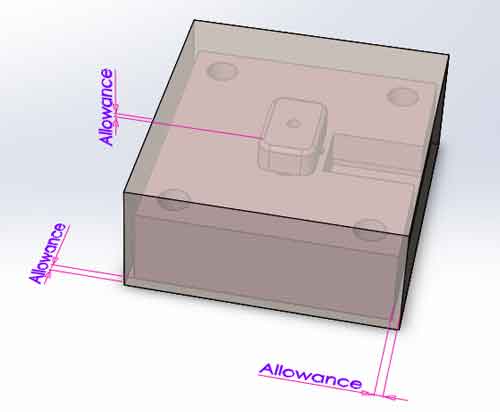
これは、金型の寸法を見積もることで、金型がどのように見えるかを視覚的に把握することができます。.
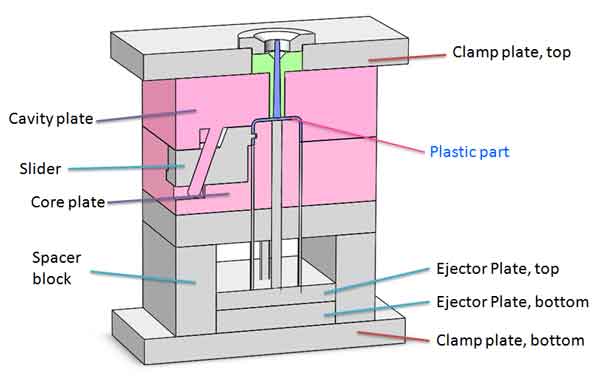
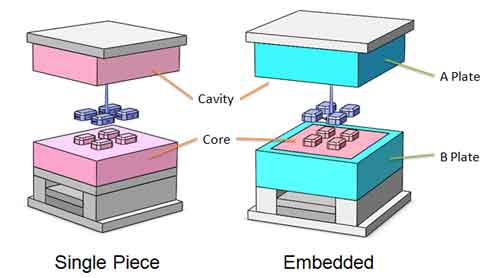
コアとキャビティの鋼材はより高価な鋼材で作られているため、A/Bプレートに埋め込んで小型化することが多い。
計算機では、埋め込み設計と一体設計の結果を自動的に比較し、より良い方を選択する。.
この計算機は、あなたがより良い基準を提供する価格範囲を得ることができるように、それぞれ異なる複雑さのレベルに対応する2〜3の価格を提供します。各価格は、コストの内訳とその割合を提供します。.





金型価格の大半は$1,000から$10,000の間に収まる。しかし、自動車部品に使用されるような大規模な金型のコストは、数十万ドルに達することができます。.
材料費は一般的に金型総額の20~35%を占める。しかし、より大きく単純な金型では、材料費が総コストの60~70%を占めることもあります。.

小さな金型メーカーが基本価格を提示した場合、中堅メーカーはその1.5倍から2倍、大手メーカーは2倍から2.5倍を提示することもある。このようなばらつきは、メーカー間の諸経費や利益見込みの違いによるものである。.
必ずしもそうではない。.
小規模な金型メーカーは、各プロジェクトにより多くの注意を払うかもしれないが、その能力は千差万別である。高品質の結果を得るために必要なスキルが不足している場合もあるため、見極めが重要です。.
中堅メーカーは、小規模工場と同様、お客様のプロジェクトに対する集中度が低く、技術的な熟練度を保証できない可能性があります。.
大手の金型メーカーは強力な技術力を持っていますが、プロジェクトの優先順位はそれほど高くないかもしれません。大手メーカーのリスクは最も低いが、彼らとのコラボレーションは柔軟性や適応性に欠けるかもしれない。.
したがって、この質問に対する答えは絶対的なものではなく、徹底的なデューデリジェンスが必要である。.
金型の品質を素早く評価するには、以下の点を考慮する:
ゲートの設計や冷却水路の配置など設計の合理性、後の改良の跡が少ない加工精度、エジェクタープレートを押す手動テストなど、全体的な加工精度を示す。.
カビのコストを下げるには、いくつかのアプローチが有効だ:
- アンダーカットを減らし、リブの高さを低くするなどのインテリジェントな製品設計により、金型設計を簡素化できる。.
- 家族の金型を利用することで、必要な金型の総数を減らすことができる。.
- 適切な金型用鋼材の選択。金型によっては、キャビティが摩耗しやすく、バリが発生しやすいため、コアに低グレードの材料を使用することができます。.
- 最後に、適切な金型製造工場と提携することが重要である。.
重量に基づく金型のコストは通常、1キログラム当たり$8~$50の範囲です。この変動は、金型に使用される鋼鉄の種類、金型の複雑さとサイズに影響されます。.
金型用鋼の価格は1キログラム当たり$2~$20で、金型コストは比較的高いと思われるかもしれないが、必ずしもそうではない。材料費だけで金型価格全体の20%から35%を占め、50%を超えることさえある。.
これは、価格設定が金型の正味重量に基づいているにもかかわらず、実際に使用される材料がそれを上回ることが多いためです。さらに、この価格設定には、金型の付属品(重量で価格設定されない完成品として販売される)は考慮されておらず、銅やグラファイトの電極のような放電加工(EDM)用の材料も含まれていない。これらの要素が金型の価格構造を複雑にしている。.