Não é fácil encontrar um fabricante de extrusões de alumínio anodizado de alta qualidade. Como empresa de sourcing, tentámos vários fabricantes diferentes até encontrarmos um com o qual nos sentíssemos confortáveis. Neste post, teremos todo o prazer em partilhar o nosso conhecimento e experiência neste sector. Se quiser que o ajudemos a comprar as extrusões de alumínio anodizado ou as peças acabadas feitas com elas, ou se quiser contactar diretamente o fabricante, por favor contacte-nos.
São normalmente cortados com 6 metros de comprimento e anodizados. A anodização pode ser de cores diferentes, mas a anodização transparente é a mais comum e a anodização preta vem a seguir. Existem outras opções de cores, mas elas precisam atender a um MOQ mais alto, digamos, como 15 a 20 toneladas.
A película anodizada para anodização transparente tem normalmente uma espessura de 0,005 a 0,008 mm. Uma película anodizada mais espessa pode proporcionar uma melhor proteção, mas o aspeto tornar-se-á mais baço e amarelado, o que o torna menos apelativo.
Para a anodização negra, a espessura do revestimento é normalmente de 0,009 a 0,012 mm.
A superfície é normalmente jacteada com areia, o que ajuda a cobrir as marcas de molde ligeiras e outras imperfeições menores, tem também um aspeto agradável e é um acabamento exigido por muitos produtos.
As vantagens da utilização de extrusões de alumínio anodizado
Extrusões de alumínio com 6 metros de comprimento
Peça acabada
Uma grande vantagem é a redução de custos. Imagine que quer produzir algumas peças de alumínio anodizado a partir das extrusões, há 2 maneiras de o fazer, anodizar antes ou depois do fabrico das peças:
1. Anodizar a extrusão de alumínio antes da maquinagem.
Prós:
Custos mais baixos. É mais barato anodizar as peças inteiras do que anodizar muitas peças separadas.
Evita-se a rejeição da peça devido a defeitos de anodização, o que poupa muito tempo e dinheiro.
Cons:
A secção cortada é exposta sem lima anódica (metal nu). No entanto, em muitos casos, esta situação é aceitável.
Não é possível remediar os defeitos de superfície (riscos, amolgadelas) causados nos processos secundários (maquinagem, carga e descarga, etc.).
A secção de corte (superfície final) é exposta sem película anódica.
2. Anodizar as peças depois de terem sido maquinadas a partir de extrusões em bruto.
Prós:
A peça completa é anodizada com o revestimento protetor, exceto as marcas de cremalheira (normalmente são pequenas manchas).
Alguns pequenos defeitos de superfície podem ser corrigidos antes da anodização, mas apenas para esses defeitos muito pequenos.
Cons:
As peças com defeitos de anodização serão todas rejeitadas. Muitos deles não são remediáveis.
Conclusão: Como se pode ver, a utilização de extrusões de alumínio anodizado para produzir peças (opção 1 mostrada acima) pode poupar custos e reduzir as rejeições de qualidade, pelo que esta é a opção recomendada em relação à outra (anodizar as peças individuais).
Requisitos de qualidade habituais para o alumínio anodizado
A anodização é um processo eletroquímico complexo que consiste em 3 etapas: tratamento pré-químico, anodização e selagem. Cada etapa tem vários parâmetros (como temperatura, concentração e tempo) que devem ser controlados com precisão. Muitos dos defeitos de anodização não são remediáveis, o que significa que as peças inteiras com defeitos de anodização serão rejeitadas.
De um modo geral, os requisitos de qualidade para a anodização do alumínio podem ser classificados em 2 grupos:
Que a película de óxido anódico seja fabricada com a qualidade esperada (como a espessura, a uniformidade), de modo a proporcionar a proteção, a dureza, etc. desejadas.
O aspeto das peças é consistente e agradável, o brilho e a cor são os desejados e não apresentam danos mecânicos (como riscos e amolgadelas).
É um pouco complicado explicar em pormenor os requisitos de qualidade para a anodização do alumínio, mas verá abaixo os defeitos de anodização mais comuns para extrusões.
Muitos defeitos de anodização podem ser detectados por inspeção visual. Quanto maiores forem as peças, maior será a probabilidade de apresentarem alguns defeitos aqui ou ali, simplesmente porque são maiores. Isto coloca um requisito mais elevado para as extrusões de alumínio longas porque são muito compridas (portanto, maiores na área e mais pesadas).
Os requisitos de alta qualidade para extrusões de alumínio são um grande desafio
Em muitos casos, os requisitos visuais das extrusões de alumínio são inferiores aos de outras peças mais pequenas.
Tal como acontece com as escadas de alumínio ou o mobiliário de exterior, alguns pequenos defeitos são considerados aceitáveis.
No entanto, se tiver requisitos de qualidade mais elevados, também podemos fornecer extrusões de alumínio anodizado de 6 metros de comprimento quase sem falhas, apenas este tipo de falha como ponto de pino deve ser aceite.
Em cada perfil de 1 metro de comprimento, são aceitáveis 3 pontos com menos de 0,3 mm2 .
Manchas com menos de 0,3 mm2
Uma pequena mancha de cerca de 0,2 mm2 grande
2º exemplo
Defeitos comuns de anodização para extrusões de alumínio
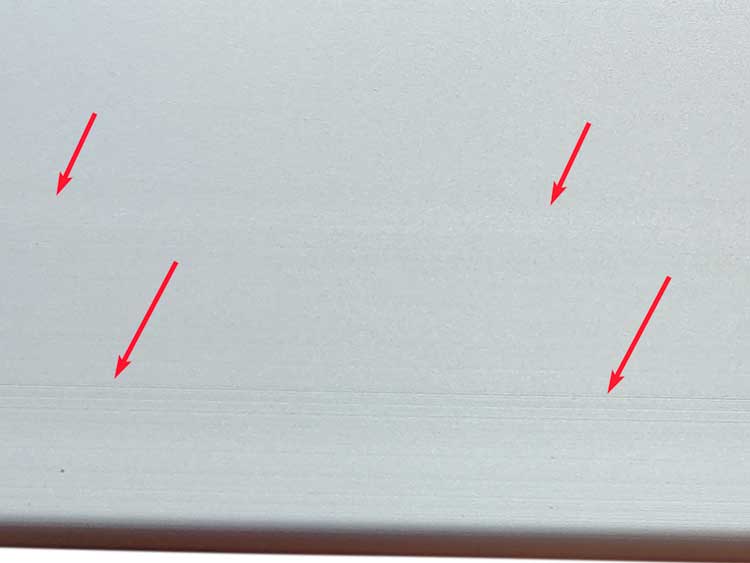
Riscos e amolgadelas na superfície (danos mecânicos). Quanto maior for a área de superfície, quanto mais pesadas forem as peças, maior será a probabilidade de estas apresentarem este tipo de defeitos.
Pequena mancha escura na superfície
Mossas na superfície
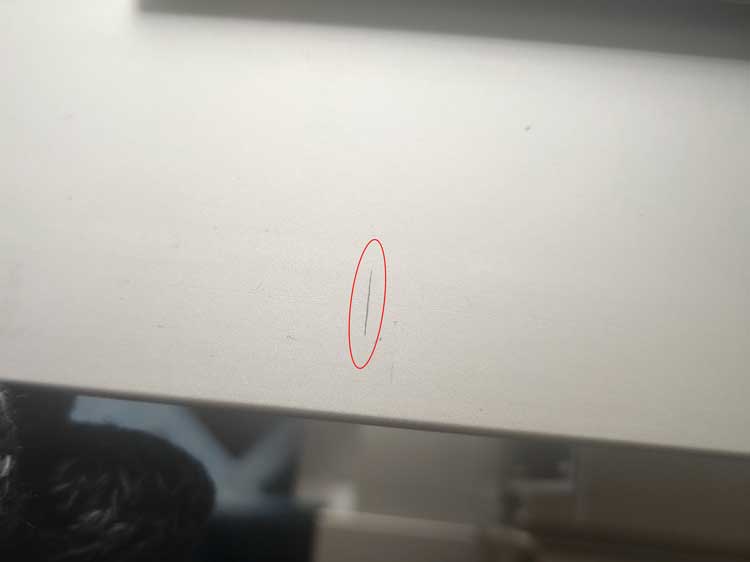
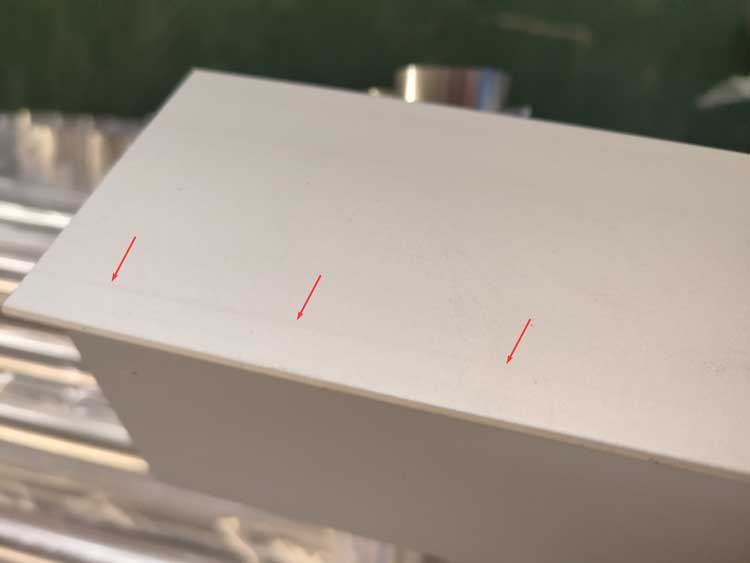
Um risco ligeiro (mas um pouco longo)
Exemplo 2 do Scratch
Exemplo 3 do Scratch
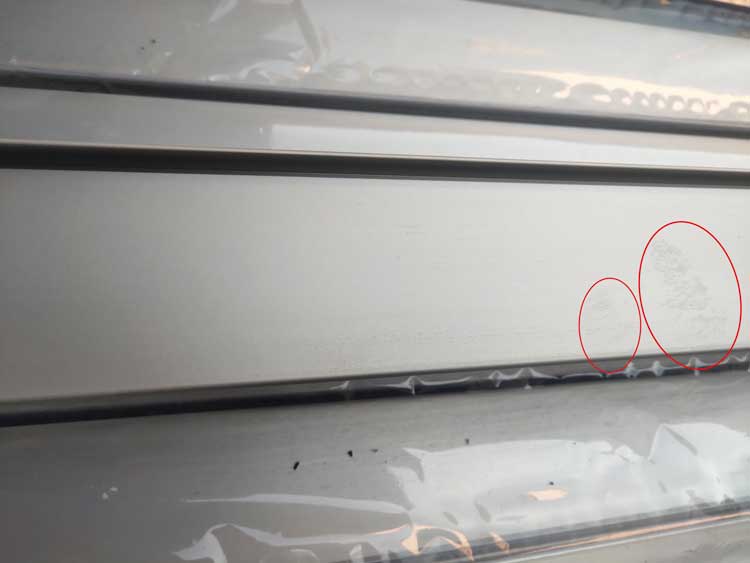
Acabamento tipo espiral, A causa é, supostamente, a impureza do material. Nem toda a superfície anodizada é assim, talvez a 20-30%. No entanto, esta quantidade de defeitos causará a rejeição de todo o lote de material.
Grande superfície de lantejoulas de anodização
Uma visão mais próxima das lantejoulas de anodização
Menos lantejoulas na superfície
Pequena área de salpicos de anodização
Marcas de bolor (ou marcas de ferramentas). O molde precisa de ser mantido regularmente num intervalo de uma certa quantidade de produção, caso contrário, as marcas de ferramentas começarão a aparecer.
As marcas de molde são bastante comuns nas extrusões de alumínio bruto. Desde que as marcas não sejam demasiado profundas e possam ser removidas após o jato de areia e a anodização, são aceitáveis.
Marcas de molde antes da anodização (acabamento em bruto)
Este tipo de marcas de molde é aceitável
Esta marca de molde é demasiado profunda, deve ser rejeitada.
Estas marcas de molde são demasiado profundas e continuam a ser visíveis depois de jactadas e anodizadas.
Marcas de molde após anodização
Marcas de molde em extrusões de alumínio anodizado
Vamos ver mais de perto
2º exemplo
3º exemplo. Este tem mais marcas de molde.
Má vedação. A má vedação pode não ser detectada a olho nu, mas quando se toca na peça, esta tem uma superfície pegajosa desagradável. Por vezes, utilizamos um marcador para verificar a vedação das peças anodizadas transparentes.
O que torna um fabricante de extrusão de alumínio qualificado
Uma equipa de gestão empenhada
Eles apoiam-no nos seus requisitos de qualidade e substituem as peças defeituosas, mesmo quando o volume da sua encomenda é baixo (como 1 a 2 toneladas).
Uma equipa de trabalho concentrada
Como pode imaginar, cada processo, incluindo a anodização, a carga e a descarga, a inspeção, o corte em comprimentos e a embalagem, necessita de um elevado nível de atenção. Precisamos de uma equipa de trabalho concentrada para realizar estes processos.
Um local de trabalho espaçoso
A inspeção e a embalagem necessitam de uma área de trabalho suficiente para serem realizadas, pelo que é importante ter uma oficina espaçosa.
O que podemos fornecer
Nós podemos fornecer as extrusões de alumínio em anodização clara e anodização preta. Outras cores também estão disponíveis, mas o MOQ será de 15 a 20 toneladas.
As extrusões têm normalmente 6 metros de comprimento, mas podem ser cortadas em tamanhos personalizados. Só tem de pagar pelas peças acabadas, não tem de pagar pelos restos de comprimento extra.
As extrusões são inspeccionadas cuidadosamente e depois embaladas em películas de plástico, papel ou cartão.