Het is niet eenvoudig om een hoogwaardige fabrikant van geanodiseerde aluminium extrusies te vinden. Als een inkoopbedrijf hebben we verschillende fabrikanten geprobeerd totdat we er een hebben gevonden waar we ons prettig bij voelen. In dit bericht delen we graag onze kennis en ervaring in deze sector. Als u wilt dat wij u helpen bij de aankoop van de geanodiseerde aluminium extrusies of afgewerkte onderdelen die daarvan zijn gemaakt, of als u rechtstreeks contact wilt opnemen met de fabrikant, neem dan contact met ons op.
Ze worden meestal op 6 meter lengte gesneden en geanodiseerd. De anodisering kan verschillende kleuren hebben, maar heldere anodisering komt het meest voor, gevolgd door zwarte anodisering. Er zijn andere kleuropties, maar die moeten aan een hogere MOQ voldoen, bijvoorbeeld 15 tot 20 ton.
De anodiseerlaag voor heldere anodisering is meestal 0,005 tot 0,008 mm dik. Een dikkere anodiseerlaag kan betere bescherming bieden, maar het uiterlijk wordt doffer en geliger, wat het minder aantrekkelijk maakt.
Voor zwarte anodisering is de laagdikte meestal 0,009 tot 0,012 mm.
Het oppervlak wordt meestal zandgestraald, dit helpt om lichte matrijsstrepen en andere kleine imperfecties te bedekken, het heeft ook een aangenaam uiterlijk, en het is een vereiste afwerking voor veel producten.
De voordelen van het gebruik van geanodiseerde aluminium extrusies
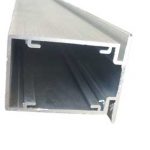
6 meter lange aluminiumextrusies
Afgewerkt onderdeel
Een groot voordeel is de lagere kosten. Stel je voor dat je enkele geanodiseerde aluminium onderdelen wilt produceren uit de extrusies, er zijn 2 manieren waarop je dit kunt doen, anodiseren voor of na de fabricage van de onderdelen:
1. Anodiseer de aluminium extrusie voordat deze wordt bewerkt.
Voordelen:
Lagere kosten. Het is goedkoper om hele stukken te anodiseren dan om veel afzonderlijke stukken te anodiseren.
U voorkomt afkeuring van het onderdeel vanwege anodiseerfouten, dit bespaart u veel tijd en geld.
Nadelen:
Het gesneden gedeelte is blootgesteld zonder anodiseerlaag (kaal metaal). In veel gevallen is dit echter acceptabel.
U kunt de oppervlaktedefecten (krassen, deuken) die zijn veroorzaakt in de latere processen (bewerken, laden en lossen enzovoort) niet herstellen.
Gesneden gedeelte (eindvlak) is blootgesteld zonder anodiseerlaag.
2. Anodiseer de onderdelen nadat ze zijn bewerkt uit ruwe extrusies.
Voordelen:
Het volledige onderdeel is geanodiseerd met de beschermende coating, behalve de rekmarkeringen (dit zijn meestal kleine vlekjes).
Enkele kleine oppervlaktegebreken kunnen vóór het anodiseren worden hersteld, maar alleen voor die zeer kleine gebreken.
Nadelen:
De onderdelen met anodiseerdefecten worden allemaal afgekeurd. Veel ervan zijn niet te herstellen.
Conclusie: Zoals je kunt zien, kan het gebruik van geanodiseerde aluminium extrusies om onderdelen te produceren (optie 1 hierboven getoond) kosten besparen en kwaliteitsafwijzingen verminderen, dus dit is de aanbevolen optie boven de andere (het anodiseren van de afzonderlijke onderdelen).
Gebruikelijke kwaliteitseisen voor geanodiseerd aluminium
Anodiseren is een complex elektrochemisch proces dat uit 3 stappen bestaat: voorbehandeling, anodiseren en afsluiten. Elke stap heeft meerdere parameters (zoals temperatuur, concentratie en tijd) die nauwkeurig gecontroleerd moeten worden. Meer of minder zullen anodiseerfouten bij de afgewerkte onderdelen voorkomen, veel van de anodiseerfouten zijn niet herstelbaar, wat betekent dat hele onderdelen met anodiseerfouten worden afgekeurd.
Over het algemeen kunnen de kwaliteitseisen voor aluminiumanodisering in 2 groepen worden ingedeeld:
Dat de anodische oxidelaag wordt gemaakt volgens de verwachte kwaliteit (zoals de dikte, uniformiteit) zodat deze de gewenste bescherming, hardheid, enz. biedt.
Dat het uiterlijk van de onderdelen consistent en aangenaam is, de glans en kleur zoals gewenst, en ze vrij zijn van mechanische beschadigingen (zoals krassen, deuken).
Het is een beetje ingewikkeld om de kwaliteitseisen voor aluminiumanodisering volledig in detail uit te leggen, maar hieronder ziet u de meest voorkomende anodiseerfouten voor extrusies.
Veel anodiseerfouten kunnen door visuele inspectie worden opgespoord. Hoe groter de onderdelen zijn, hoe groter de kans dat ze hier en daar wat fouten hebben, simpelweg omdat ze groter zijn. Dit stelt hogere eisen aan de lange aluminium extrusies omdat ze zo lang zijn (en dus groter in oppervlak en zwaarder in gewicht).
Hoge kwaliteitseisen voor aluminium extrusies zijn vrij uitdagend
In veel gevallen worden de visuele eisen voor aluminium extrusies lager gesteld dan voor andere kleinere onderdelen.
Zoals aluminium ladders of buitensmeubilair, worden sommige kleine defecten als acceptabel beschouwd.
Echter, als u hogere kwaliteitseisen heeft, kunnen wij ook 6 meter lange geanodiseerde aluminium extrusies leveren met bijna geen gebreken, alleen dit soort gebreken zoals puntvormige moeten worden geaccepteerd.
In elk 1 meter lang profiel zijn 3 plekken kleiner dan 0,3 mm2 acceptabel.
Vlekken kleiner dan 0,3 mm²
Een kleine vlek van ongeveer 0,2 mm² groot
2e voorbeeld
Veelvoorkomende anodiseerfouten voor aluminium extrusies
Oppervlaktekrassen en deuken (mechanische beschadigingen). Hoe groter het oppervlak is, hoe zwaarder de onderdelen zijn, hoe groter de kans dat de onderdelen dit soort gebreken hebben.
Kleine donkere vlek op het oppervlak
Deuken op het oppervlak
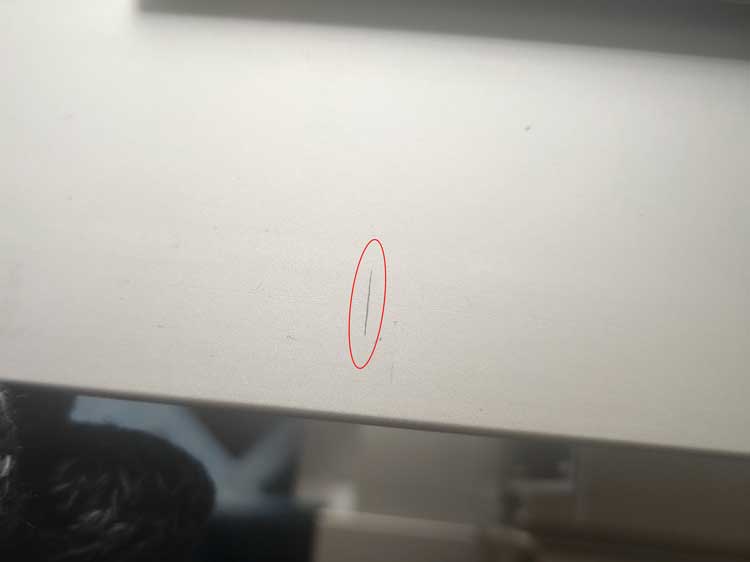
Een lichte kras (maar wat lang van formaat)
Krasvoorbeeld 2
Krasvoorbeeld 3
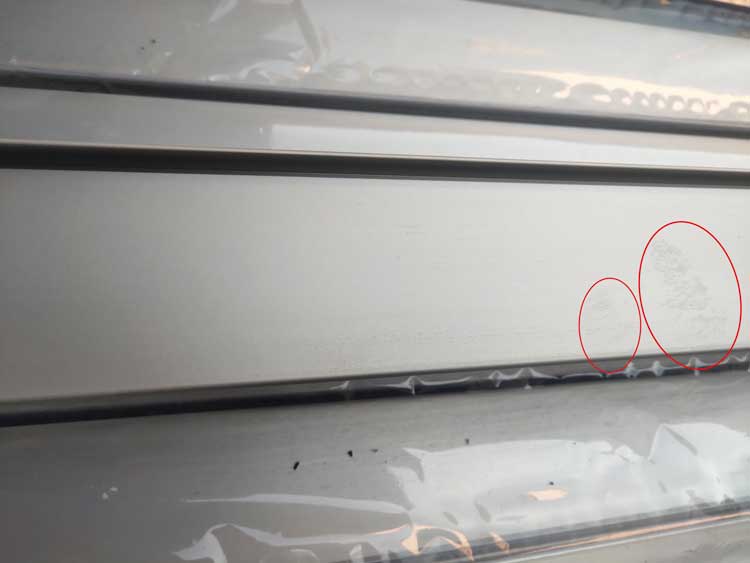
Spangle-achtige afwerking, dit wordt vermoedelijk veroorzaakt door de onzuiverheid van het materiaal. Niet al het geanodiseerde oppervlak is zo, misschien ongeveer 20-30%. Echter, zoveel defecten zullen leiden tot afkeuring van de hele partij materiaal.
Groot gebied met anodisatiespikkels
Een close-up van anodisatiespikkels
Minder spikkels op het oppervlak
Klein gebied met anodisatiespikkels
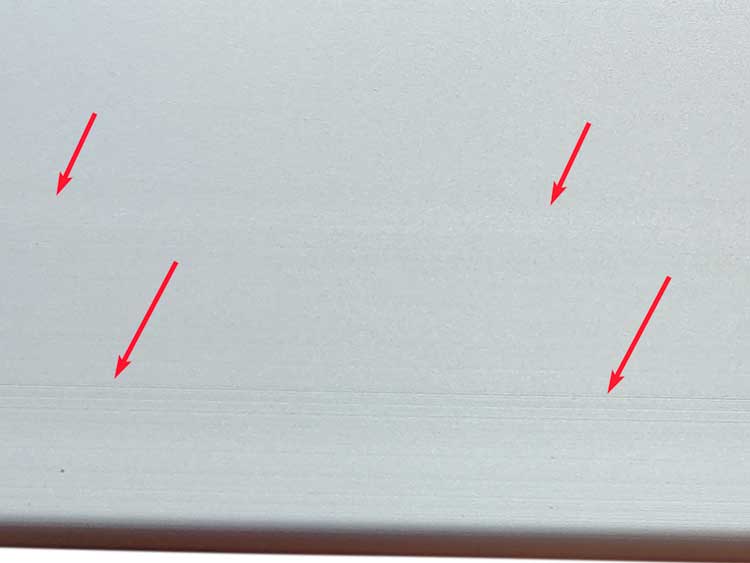
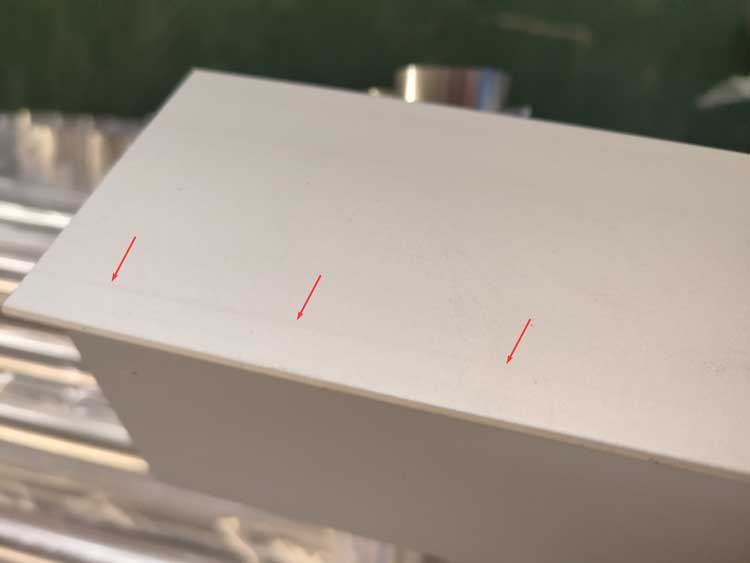
Gietvormsporen (of gereedschapsmarkeringen). De mal moet regelmatig worden onderhouden na een bepaalde productiehoeveelheid, anders zullen de gereedschapsmarkeringen beginnen te verschijnen.
Matrijsstrepen komen vrij veel voor op de ruwe aluminium extrusies. Zolang de strepen niet te diep zijn en ze na zandstralen en anodiseren kunnen worden verwijderd, zijn ze acceptabel.
Gietvormsporen voor anodisatie (ruwe afwerking)
Dit soort gietvormsporen is acceptabel
Deze malmarkering is te diep, moet worden afgekeurd.
Deze matrijsstrepen zijn te diep, ze zijn nog steeds zichtbaar na zandstralen en anodiseren.
Gietvormsporen na anodisatie
Malmarkeringen op geanodiseerde aluminium extrusies
Laten we beter kijken
2e voorbeeld
3e voorbeeld. Op deze zijn er meer malmarkeringen.
Slechte afdichting. Mogelijk ziet u de slechte afdichting niet met het blote oog, maar als u het aanraakt, heeft het een onaangenaam plakkerig oppervlak. Soms gebruiken we een markeerstift om de helder geanodiseerde onderdelen op afdichting te controleren.
Wat maakt een gekwalificeerde aluminium extrusie fabrikant
Een toegewijd managementteam
Ze zullen uw kwaliteitseisen ondersteunen en de defecte onderdelen vervangen, zelfs als uw orderhoeveelheid laag is (zoals 1 tot 2 ton).
Een geconcentreerd werkteam
Zoals u zich kunt voorstellen, vereist elk proces, inclusief het anodiseren, laden en lossen, inspectie, op lengte snijden en verpakken, een hoge mate van aandacht. We hebben geconcentreerd werkpersoneel nodig om deze processen uit te voeren.
Een ruime werkplek
De inspectie en verpakking vereisen allemaal voldoende werkruimte om te worden uitgevoerd, dus het is belangrijk om een ruime werkplaats te hebben.
Wat we kunnen leveren
Wij kunnen de aluminium extrusies leveren in helder anodiseren en zwart anodiseren. Andere kleuren zijn ook beschikbaar, maar de MOQ zal 15 tot 20 ton zijn.
De extrusies zijn meestal 6 meter lang, maar ze kunnen op maat worden gesneden. U betaalt alleen voor de afgewerkte stukken, u hoeft niet te betalen voor de restanten van extra lengte.
De extrusies worden zorgvuldig geïnspecteerd en vervolgens verpakt in plastic folies, papier of karton.