
Inhoudsopgave
SchakelWat zijn uitstootpenafdrukken?
Uitstootpenmarkeringen zijn unieke sporen die achterblijven op het oppervlak van een product tijdens het spuitgietproces. Deze markeringen worden veroorzaakt door uitstootpennen of schuine lifters in de matrijs, die worden gebruikt om het voltooide product uit de matrijs te verwijderen. Deze sporen kunnen zich manifesteren als ongelijkmatige oppervlakken of kleur- en glansverschillen vertonen in vergelijking met de omringende gebieden. Er zijn voornamelijk een paar soorten uitstootpenmarkeringen:

Deze afbeelding illustreert het proces waarbij het onderdeel uit de matrijs wordt verwijderd. Klik op de afbeelding voor aanvullende details.
- Ondiepe indeuking uitstootpenafdrukken: Deze markeringen verschijnen als indeukingen in de vorm van de uitstootpen, meestal op het oppervlak van het kunststofonderdeel dat contact maakt met de uitstootpen. Ze worden voornamelijk veroorzaakt door positieafwijkingen van de uitstootpen tijdens het spuitgieten.
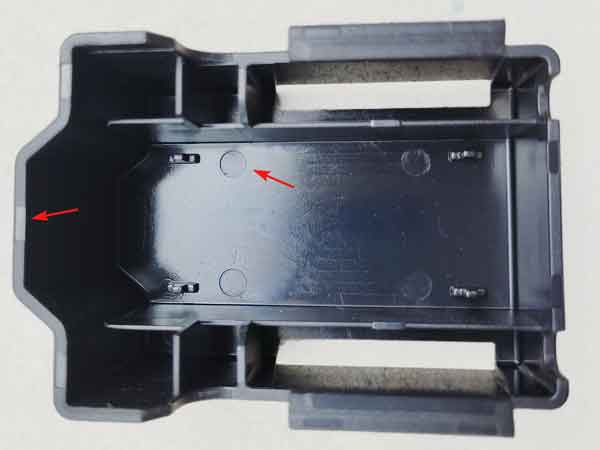
De afbeelding laat zien dat dit onderdeel vier ronde uitstootpennen en negen platte uitstootpennen gebruikt, die elk een lichte indruk achterlaten.
Echter, dergelijke uitstootpenmerken zijn volkomen onschadelijk omdat ze zich bevinden op oppervlakken die na montage verborgen raken. Bijgevolg zijn er geen sporen zichtbaar op de oppervlakken die na montage van het product blootliggen.
- Verbleking uitstootpenafdrukken: In deze gevallen wordt de kleur bij het uitstootpengebied lichter, waardoor witte vlekken of halo's ontstaan. Deze markeringen kunnen zowel verschijnen op het oppervlak dat contact maakt met de uitstootpen als op de tegenoverliggende kant. Ze worden voornamelijk veroorzaakt door de uitgeoefende spanning of door een temperatuurverschil met de omliggende gebieden.
Witgemaakte markeringen

De getoonde afbeelding toont een zeer typisch voorbeeld van verblekende uitstootpenmarkeringen, waarschijnlijk veroorzaakt door een onpraktisch ontwerp van de uitstootpenindeling.
Lichte verkleuring

De afbeelding toont verkleuring door uitstootpenmerken, met vier ronde merken zichtbaar. Deze merken zijn glanzender dan hun omgeving. Hoewel dergelijke uitstootpenmerken soms acceptabel zijn, vormen ze niet het ideale resultaat.
Uitstootpenmarkeringen beïnvloeden niet alleen het uiterlijk van het product, maar kunnen ook leiden tot verhoogde interne spanning in de getroffen gebieden, waardoor het risico op scheuren toeneemt. Dergelijke scheuren kunnen tijdens gebruik optreden, wat de levensduur van het product mogelijk verkort. Daarom is het beheersen en optimaliseren van de vorming van uitstootpenmarkeringen cruciaal voor het waarborgen van de productkwaliteit.
Oorzaken van uitstootpenafdrukken
Uitstootpenmarkeringen kunnen een lastig probleem zijn. Wanneer ze verschijnen, kan het aanpassen van spuitgietparameters helpen om ze te verminderen of te elimineren, maar dit kan de afmetingen van het product beïnvloeden. Dit wordt vooral uitdagend wanneer het product specifieke dimensienauwkeurigheidseisen heeft.
De oorzaken van uitstootpenmarkeringen kunnen worden onderverdeeld in twee hoofdcategorieën: die welke worden gevormd tijdens het uitwerpen van het product en die welke aanwezig zijn voordat het product wordt uitgeworpen.
Uitstootpenmerken Gevormd Tijdens Productuitstoting:
- Onjuiste plaatsing van uitstootpennenAls de uitstoterpen zich op een zwak punt van het product bevindt, kan dit tijdens het uitstoten vervorming veroorzaken. Hoewel er veel uitstoterpennen in de matrijs zitten, die synchroon werken en de uitstootkracht delen, kunnen kunststofonderdelen tijdens het uitstoten elastisch vervormen, waardoor dunne en gemakkelijk vervormbare gebieden bijzonder kwetsbaar zijn.
- Uitstoten voor volledige afkoelingVooral in dikkere gebieden van het product kan uitstoten voordat het materiaal volledig is afgekoeld en gestold, leiden tot vervorming.
Uitstootpenmerken Aanwezig Voor Productuitstoting:
- Uitstootpen niet gelijk met matrijsoppervlakUitstoterpennen die niet fijn bewerkt zijn, mogen niet gelijk liggen met het matrijs oppervlak wanneer de matrijs gesloten is, wat tot merktekens kan leiden.
- Overmatige inspuit- en houddrukTe hoge druk kan ervoor zorgen dat de uitstoterpennen naar beneden bewegen of vervormen. Bovendien kan overmatige inspuitdruk de hechting tussen het product en de matrijs vergroten, wat tot een grotere uitstootkracht zal leiden.
- Uitstootpen te dicht bij de instroompoortEen uitstoterpen in de buurt van de poort kan overmatige inspuitdruk in dat gebied veroorzaken. Het aanpassen van de poortgrootte kan helpen deze druk te verminderen.
- Ongekoelde uitstootpenAangezien de uitstoterpen geen koelwater heeft en wanneer de fabricageprecisie laag is, resulterend in een grote montage speling, kan dit het koel effect verder verminderen. Het temperatuurverschil tussen de uitstoterpennen en het omliggende gebied van de matrijskern kan tot merktekens leiden.
Om uitstootpenmarkeringen te voorkomen, is het cruciaal om een combinatie van matrijsontwerp, aanpassingen van spuitgietparameters en onderhoud van apparatuur te overwegen. Redelijk ontwerp en nauwkeurige procesbeheersing zijn sleutelfactoren.
Belangrijke oplossingen voor uitstootpenafdrukproblemen
Het aanpakken van uitstootpenmarkeringen vereist zorgvuldig matrijsontwerp, nauwkeurige fabricage en zorgvuldige afstelling van de spuitgietmachine. Hier zijn enkele specifieke oplossingen:
Matrijsontwerp:
- Rationele uitstootpenindelingUitstoterpennen moeten worden geplaatst in gebieden die grotere kracht kunnen weerstaan, met name in diepere delen van de matrijs of waar er aanzienlijke uitstootweerstand is. Overweeg ook productdetails en de interne waterleiding in de matrijs.


Een belangrijk principe bij het ontwerpen van de opstelling van uitstootpennen is om zoveel mogelijk te plaatsen, vooral in gebieden met ribben. Dit zorgt ervoor dat het gehele productoppervlak gelijkmatig wordt uitgestoten, waardoor wordt voorkomen dat individuele uitstootpennen overmatige weerstand van het onderdeeloppervlak ondervinden.
- Geoptimaliseerd PoortontwerpVermijd het gebruik van te kleine poorten en overmatig lange spruwkanalen om stromingsdrukverlies te verminderen. Wees ook bedacht op de afstand tussen de uitstoterpennen en de poorten om overmatige druk op de pennen te voorkomen.
- Toepassing van matrijstroomanalyseGebruik matrijsstroomanalyse om inspuitdruk te voorspellen en poortontwerp te optimaliseren. Echter, de plaatsing van uitstoterpennen is meer afhankelijk van de ervaring van de ontwerper.
Productontwerp:
- Beheersing van ribben en verstevigingenBeheer de hoogte en het aantal ribben en verhogingen op de juiste manier om de uitstootmoeilijkheid te verminderen.
- Toenemend TaphoudingenGrotere ontluchtingshoeken helpen bij het verminderen van de uitstootkracht.
Matrijsfabricage:
- Precisie van uitstoterpen gaten en gerelateerde afmetingenDe speling tussen de uitstoterpen gaten en de pennen moet over het algemeen worden gecontroleerd op ongeveer 0,03 mm, met hoge eisen aan de rechtlijnigheid.

De speling tussen de uitstootpengaten en de pennen moet minimaal zijn. Dit zorgt voor betere warmtegeleiding tussen de uitstootpennen en de omliggende matrijskern. Bovendien vermindert het de mate van elastische vervorming van de uitstootpennen onder druk.
Injectiegietparameteraanpassing:
- Aanpassen van matrijs- en materiaaltemperaturenHet verhogen van de matrijs- en materiaaltemperaturen kan de vloeibaarheid van het kunststof verbeteren, waardoor de inspuitdruk wordt verminderd.
- Geoptimaliseerde koeltijdStel de koeltijd op de juiste manier in om de uitstootkracht te verminderen, terwijl wordt gegarandeerd dat de productkrimp binnen aanvaardbare grenzen blijft.
Samenvattend is het elimineren van uitstootpenmarkeringen door optimalisatie van spuitgietparameters een complexe kwestie die meerdere aspecten omvat. Het vereist voortdurende aanpassingen en optimalisaties tijdens de werking en levert niet altijd bevredigende resultaten op. Daarom is het cruciaal om potentiële oorzaken van uitstootpenmarkeringen tijdens de ontwerpfase te beoordelen en te elimineren.
Conclusie
Concluderend is het effectief aanpakken van uitstootpenmarkeringen in spuitgieten een veelzijdige uitdaging die aandacht vereist voor matrijsontwerp, productontwerp, matrijsfabricage en nauwkeurige spuitgietparameters. Hoewel matrijsstroomanalyse en zorgvuldige planning richting kunnen geven, zijn praktische aanpassingen en voortdurende optimalisatie vaak noodzakelijk. Uiteindelijk ligt de sleutel tot het verminderen van uitstootpenmarkeringen in een holistische aanpak die zorgvuldig ontwerp, nauwkeurige fabricage en minutieuze procesbeheersing omvat.
