Oplossingen:
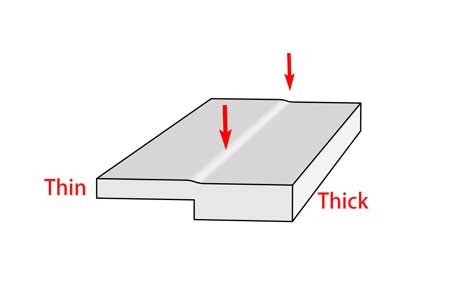
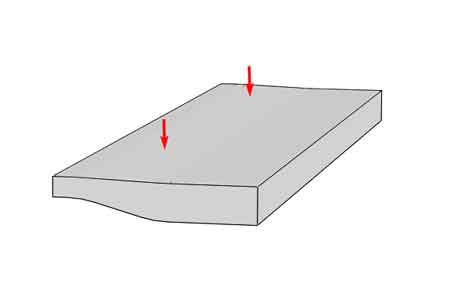
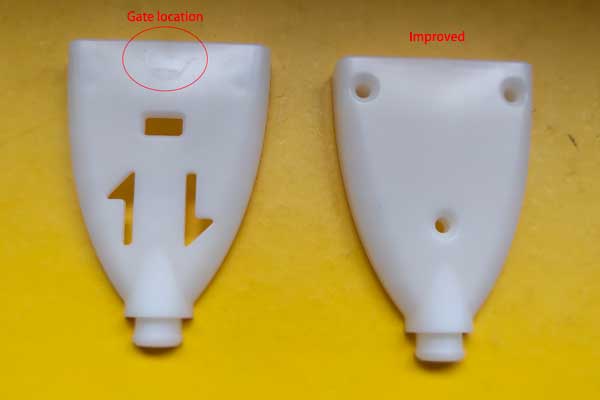
- Verbeter PoortontwerpVermijd poortontwerpen in dikke en open gebieden en voorkom dat het materiaal van dunnere naar dikkere secties beweegt.
- Gegradeerde InspuitsnelheidsaanpassingVertraag de inspuitsnelheid wanneer plastic meer open gebieden binnenkomt om slangstroomsporen te verminderen.
- Verhoog Matrijs- en MondstuktemperaturenHogere temperaturen voor de matrijs en het plastic verbeteren de stroming en samenvloeiing, waardoor slangstroomsporen worden verminderd.
- Vergroot PoortgrootteEen grotere poort kan de stroming van gesmolten plastic verbeteren, waardoor slangstroomsporen worden geminimaliseerd.
- Voorkom dat koud materiaal de matrijs binnenkomtBijvoorbeeld, het toevoegen van een koude-slakput om koud materiaal te onderscheppen zorgt ervoor dat alleen uniform gesmolten plastic de matrijs binnenkomt.
Samenvattend kunnen deze maatregelen de vorming van slangstroomsporen in spuitgieten effectief verminderen, waardoor de productkwaliteit wordt verbeterd.