Indice dei contenuti
TogglePerché le tolleranze dello stampaggio a iniezione sono importanti?
Nel processo di produzione dei pezzi stampati a iniezione, le variazioni dimensionali sono inevitabili a causa delle influenze dello stampo, della macchina di stampaggio a iniezione, dei materiali e dei fattori ambientali. Pertanto, è fondamentale stabilire tolleranze ragionevoli per le dimensioni dei prodotti e assicurarsi che siano rispettate. Tolleranze adeguate possono:
- Garantire il corretto funzionamento delle parti, soprattutto quando più componenti devono combaciare tra loro;
- Garantire la coerenza e l'affidabilità del prodotto;
- Riflettere le capacità produttive e gestionali della fabbrica;
- Migliorare l'immagine aziendale e la soddisfazione dei clienti.


Stabilire valori di tolleranza appropriati è essenziale. Tolleranze troppo grandi o troppo piccole possono causare problemi nell'uso del prodotto e sono indice di una scarsa conoscenza dello stampaggio a iniezione.
Fonti di deviazioni dimensionali nelle parti stampate ad iniezione
Le deviazioni dimensionali nei pezzi stampati a iniezione derivano principalmente da due categorie: fattori del processo di stampaggio e fattori dello stampo. Ecco una spiegazione dettagliata e un'espansione di questi fattori:
Fattori del processo di stampaggio
- Inconsistenza dei materiali plastici: Le diverse materie plastiche presentano caratteristiche di flusso, raffreddamento e ritiro diverse durante lo stampaggio. Una scarsa uniformità dei materiali può portare a incongruenze dimensionali all'interno dello stesso lotto o tra lotti diversi.
- Precisione di controllo delle macchine per lo stampaggio a iniezione: La precisione del controllo della temperatura e della pressione durante il processo di stampaggio a iniezione influisce direttamente sulla stabilità dimensionale dei prodotti. Le fluttuazioni di temperatura e pressione possono portare a dimensioni finali incoerenti.
- Temperatura dello stampo: Il controllo della temperatura dello stampo è fondamentale per la qualità dello stampaggio. Una temperatura non uniforme o un controllo impreciso possono provocare un raffreddamento non uniforme dei pezzi, compromettendo la precisione dimensionale.
- Deformazione elastica dello stampo: Sotto la pressione dell'iniezione, lo stampo può subire una leggera deformazione elastica, che influisce indirettamente sulle dimensioni e sulla forma dei pezzi.

Fattori di muffa
- Precisione di produzione delle dimensioni dello stampo: La precisione con cui viene fabbricato lo stampo è un fattore chiave nel determinare l'accuratezza dimensionale del prodotto finale. Lievi deviazioni nello stampo possono essere amplificate durante il processo di stampaggio.
- Precisione posizionale dei componenti mobili dello stampo: Per gli stampi con componenti mobili come cursori e perni di espulsione, l'accuratezza del posizionamento ripetitivo di queste parti influisce inevitabilmente sulla coerenza delle dimensioni del prodotto. Maggiori dettagli su questo aspetto saranno spiegati in seguito.

In conclusione, il problema delle deviazioni dimensionali nei pezzi stampati a iniezione è complesso e influenzato da vari fattori, tra cui le proprietà dei materiali, le prestazioni delle attrezzature e la qualità dello stampo. Nella produzione reale, il controllo preciso dei parametri del processo di stampaggio, l'utilizzo di stampi ad alta precisione e l'ottimizzazione della qualità dei materiali possono ridurre efficacemente le deviazioni dimensionali, garantendo così la qualità e le prestazioni del prodotto.
Comprendere la norma DIN 16901
Perché Dobbiamo Comprendere la DIN 16901
Prima di discutere la DIN 16901, è importante chiarire perché questa norma merita un'attenzione speciale. Le tolleranze per i pezzi stampati a iniezione hanno caratteristiche molto diverse da quelle per i pezzi lavorati a CNC, perché la formatura della plastica è fortemente influenzata da fattori come il ritiro del materiale, la struttura dello stampo e le variazioni del processo.
Tra i vari standard (si prega di fare riferimento alla fine di questa pagina) utilizzati per le tolleranze delle parti stampate a iniezione, DIN 16901 è uno dei più rappresentativi e ampiamente citati. Pertanto, acquisire una solida comprensione di DIN 16901 fornisce una base utile per comprendere i principi generali e la logica pratica dietro le tolleranze dello stampaggio a iniezione.
Classificazione delle Dimensioni
Nella norma DIN 16901, le tolleranze sono suddivise in due tipi: Tipo A e Tipo B, specificatamente studiate per le caratteristiche dei pezzi stampati a iniezione. Per comprendere meglio questo concetto, analizziamo il processo di chiusura di uno stampo a iniezione, illustrato di seguito:
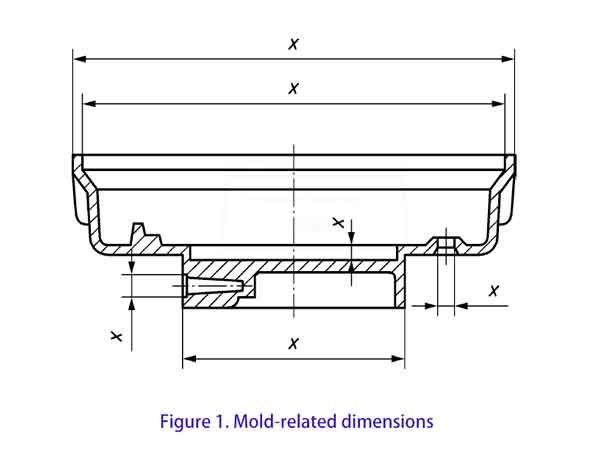
Osserviamo che alcune dimensioni delle parti in plastica (tipo B) sono determinate esclusivamente dalle caratteristiche della parte superiore e inferiore dello stampo. Queste dimensioni tendono a cambiare molto poco durante il processo di stampaggio a iniezione.
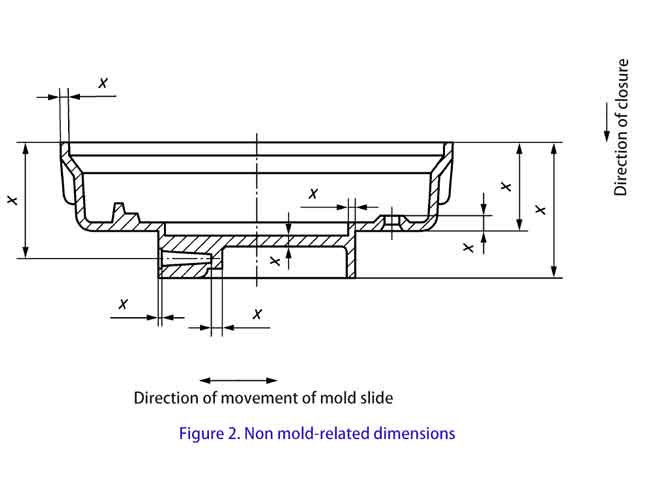
Al contrario, altre dimensioni (Tipo A), come lo spessore dei fianchi e del fondo, vengono determinate dopo la chiusura degli stampi superiore e inferiore. Poiché ogni volta che gli stampi si chiudono può verificarsi un disallineamento, ciò può comportare alcune deviazioni. Pertanto, per queste dimensioni è consentita una tolleranza maggiore.
Le dimensioni di tipo A comprendono anche le dimensioni formate con la partecipazione di parti mobili come cursori e sollevatori.
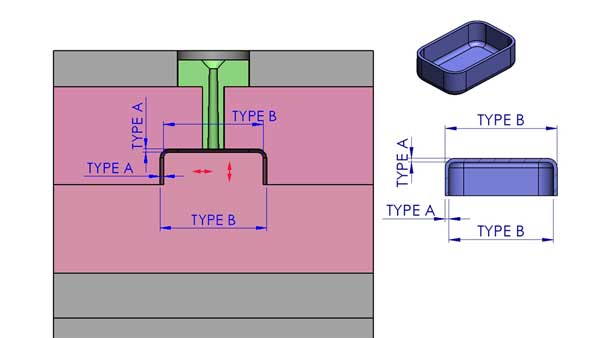
In altre parole, le dimensioni di tipo B non sono influenzate dai componenti mobili all'interno dello stampo. Secondo la Figura 1 che segue, le dimensioni di tipo B sono note anche come dimensioni legate allo stampo nella norma DIN 16901, che indica essenzialmente la stessa idea.
Le dimensioni di tipo A, tuttavia, come mostrato nella figura 2 seguente, sono influenzate da queste parti mobili, comprese le posizioni relative dello stampo superiore, dello stampo inferiore, dei cursori e dei sollevatori, che possono determinare piccole deviazioni dimensionali. Analogamente, le dimensioni di tipo A sono definite dimensioni non legate allo stampo nella norma DIN 16901.
Come già accennato, le tolleranze per le dimensioni del Tipo A sono generalmente più ampie di quelle del Tipo B, il che riflette la realtà dello stampaggio a iniezione. I professionisti esperti nello stampaggio a iniezione o nella progettazione di stampi in genere riescono a distinguere facilmente tra le dimensioni di tipo A e quelle di tipo B.
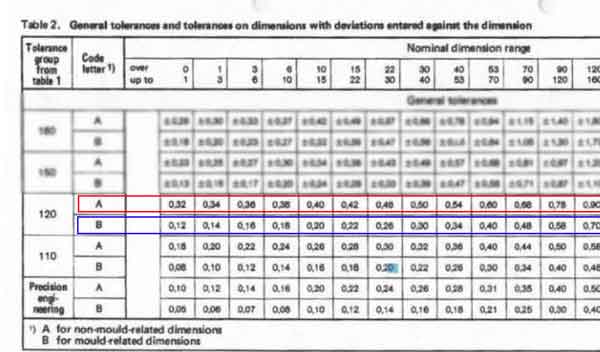
Gruppi di tolleranza
Nella DIN 16901 ci sono sei gruppi di tolleranza: 110, 120, 130, 140, 150 e 160, con il 110 che è il più rigoroso e il 160 che è il più permissivo.
Per ogni materiale, ci sono tre possibili livelli di tolleranza. Questi livelli sono classificati come segue:
- Tolleranza Generale: Questa è la tolleranza predefinita per le dimensioni in cui non è indicata una tolleranza specifica.
- Tolleranze di Tipo 1 e Tipo 2: Queste tolleranze si applicano quando sono specificate deviazioni per una particolare dimensione. È possibile scegliere tra i corrispondenti livelli di tolleranza in base al materiale e alle dimensioni della parte.
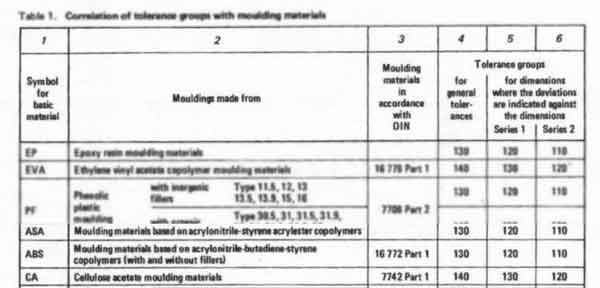
Esempio di gruppi di tolleranza per materiali diversi
- Per PMMA, i gruppi di tolleranza sono 130, 120 e 110.
- Per POM (senza carica), quando il la lunghezza dello stampaggio è inferiore a 150 mm, i gruppi di tolleranza sono 130, 120 e 110.
- Per POM (senza carica), quando il la lunghezza dello stampaggio è di 150 mm o superiore, i gruppi di tolleranza sono 150, 140 e 130.
- Per POM (con carica), i gruppi di tolleranza sono 140, 130 e 120.
Da questi esempi, possiamo vedere diversi punti importanti:
- Le diverse materie plastiche hanno una diversa stabilità dimensionale: Alcune materie plastiche sono più difficili da controllare con precisione rispetto ad altre.
- La presenza di riempitivi (come fibra di vetro, Talco, Carbonato di calcio) può migliorare la stabilità dimensionale: I materiali con cariche sono generalmente più stabili e più facili da controllare.
I pezzi più grandi richiedono tolleranze più ampie: man mano che le dimensioni di base del pezzo aumentano, l'intervallo di tolleranza tipicamente diventa più grande, rendendo più difficile il controllo preciso.
Comprendendo i gruppi di tolleranza, i produttori possono selezionare i livelli di tolleranza appropriati in base al materiale, alle dimensioni della parte e al livello di precisione richiesto.
In sintesi, la norma DIN 16901 fornisce una guida fondamentale sulle tolleranze dimensionali per l'industria dello stampaggio a iniezione. Definisce diversi livelli di tolleranza in base al grado di impatto delle dimensioni e al tipo di materiale utilizzato, ma per le tolleranze di forma e di posizione è necessario consultare altre norme.
Accesso a DIN 16901
Il contenuto dettagliato della norma DIN 16901 non è disponibile pubblicamente. Come la maggior parte degli standard ingegneristici, deve essere acquistato, quindi non troverete il documento completo online gratuitamente. Invece, forniamo i nostri valori di tolleranza sviluppati internamente dall'azienda, che sono descritti nella sezione sottostante.
ISO 20457: Lo standard globale moderno per le tolleranze dei componenti plastici
La DIN 16901 risale ai primi anni '80 e, sebbene sia ancora ampiamente citata, non è mai stata aggiornata perché standard più recenti e completi ne hanno infine sostituito il ruolo. L'ISO 20457:2018 è ora considerato il successore moderno e internazionale della DIN 16901. Fornisce un sistema di tolleranze più chiaro, più prevedibile e più coerente a livello globale per i componenti plastici stampati.
L'ISO 20457 introduce nove gradi di tolleranza (TG1–TG9), rispetto ai sei gruppi di tolleranza (110–160) della DIN 16901.
- TG1 è il grado più stretto.
- TG9 è la più ampia. Nella produzione reale, solo un sottoinsieme di queste classi è comunemente utilizzato.
La norma formalizza inoltre la distinzione tra due tipi di dimensioni:
- W (dimensioni specifiche per utensile) — generalmente equivalente alle dimensioni di Tipo B nella DIN 16901.
- NW (dimensioni non specifiche per utensile) — generalmente equivalente alle dimensioni di Tipo A nella DIN 16901.
Ciò rende il sistema più facile da comprendere per chiunque abbia familiarità con la vecchia norma DIN.
Cosa migliora la ISO 20457 rispetto alla DIN 16901
1. La DIN 16901 definiva solo tolleranze dimensionali, non tolleranze geometriche
ISO 20457 colma questa lacuna aggiungendo:
- tolleranze di posizione (Tabella 9)
- tolleranze del profilo superficiale (Tabella 10)
- uso obbligatorio di ISO 1101, ISO 5458, ISO 5459
- tolleranze di profilo per superfici a forma libera
Ciò porta la tolleranza geometrica dei componenti plastici allo stesso livello di completezza degli standard per i componenti metallici.
2. Il sistema di tolleranze della DIN 16901 è troppo semplificato
La DIN 16901 assegna i gruppi di tolleranza basandosi solo sul tipo di materiale e sulla fascia dimensionale, trascurando fattori chiave che influenzano la precisione dello stampaggio a iniezione. Questo spesso comporta:
- tolleranze troppo lasche
- tolleranze non realizzabili
- disaccordi tra clienti e fornitori
L'ISO 20457 risolve questo problema introducendo un sistema di punteggio a cinque fattori (P1–P5):
- processo di stampaggio (Tabella 4)
- rigidezza del materiale (Tabella 5)
- tasso di restringimento (Tabella 6)
- anisotropia di ritiro (Tabella 7)
- sforzo di produzione (Serie 1–4, Tabella 8)
Il punteggio totale determina il grado di tolleranza TG. Le tolleranze diventano quantificabili, prevedibili e più facili da negoziare.
3. La DIN 16901 ignora il fatto che “più ci si allontana dal riferimento, maggiore è l'errore”
I componenti plastici accumulano errori dovuti a ritiro, deformazione e raffreddamento non uniforme. Questi effetti aumentano con la distanza dal riferimento, ma la DIN 16901 non ne tiene conto.
Come l'ISO 20457 risolve questo problema: Introduce Dp, la distanza da una caratteristica all'origine del dato:
- le tolleranze di posizione dipendono da Dp (Tabella 9)
- le tolleranze di profilo dipendono da Dp (Tabella 10)
Ciò allinea i valori di tolleranza al comportamento fisico reale
4. La DIN 16901 fornisce tolleranze ma nessuna regola di accettazione
La DIN 16901 fornisce tabelle di tolleranza ma non definisce metodi di ispezione o criteri di accettazione.
L'ISO 20457 aggiunge ABF — Condizioni di accettazione per la produzione di parti stampate (Capitolo 8), che chiarisce:
- cosa deve essere ispezionato
- come gestire le deviazioni
- come trattare le caratteristiche funzionali rispetto a quelle non funzionali
- come gestire la variazione di ritiro
- come documentare gli accordi
La ISO 20457 è la prima norma che combina regole di tolleranza e regole di accettazione in un sistema completo per componenti plastici stampati.
Diagramma di Tolleranza Semplificato per lo Stampaggio a Iniezione di Boyan
Se non sei uno specialista dello stampaggio a iniezione e hai solo bisogno di parti stampate per il tuo prodotto, non è necessario dedicare molto tempo allo studio di questi standard. Per semplificare le cose, Boyan ha creato una tabella delle tolleranze semplificata che funge da riferimento pratico per la maggior parte dei progetti.
| Dimensione Nominale (mm) | 0-20 | 20-50 | 50-120 | 120-230 | 230-400 | 400-1000 |
|---|---|---|---|---|---|---|
| Molto stretto (±mm) | 0.02 | 0.03 | 0.04 | 0.05 | 0.10 | 0.20 |
| Stretto (±mm) | 0.10 | 0.15 | 0.20 | 0.30 | 0.40 | 0.90 |
| Normale (±mm) | 0.20 | 0.25 | 0.35 | 0.55 | 0.80 | 1.80 |
| Largo (±mm) | 0.35 | 0.40 | 0.60 | 0.95 | 1.40 | 3.00 |
- Per componenti plastici di precisione generale, gli standard sopra menzionati funzionano bene. Quando un progetto richiede tolleranze ancora più strette—simili a Componenti LEGO—anche questi intervalli più severi sono raggiungibili, ma solo sotto condizioni di produzione di precisione, che naturalmente comportano costi più elevati. Nel nostro grafico, questo livello appare come la “molto stretto” classe di tolleranza. Raggiungere tale accuratezza potrebbe richiedere la costruzione di un stampo di prova prima di impegnarsi nello stampo di produzione finale.
- Poiché questo grafico semplificato non distingue tra materiali diversi o tra tipi diversi di caratteristiche (come dimensione A rispetto a dimensione B), i valori dovrebbero essere considerati come linee guida approssimative piuttosto che limiti rigidi.
Comprendere i Componenti della Tolleranza nello Stampaggio a Iniezione
La scelta del giusto intervallo di tolleranza è un passo fondamentale per garantire un montaggio e una funzionalità accurati dei pezzi. Le tolleranze sono costituite principalmente dalla dimensione nominale e dalle tolleranze superiori e inferiori. Ecco una guida concisa su come selezionare le tolleranze adeguate per le dimensioni corrispondenti:
Dimensione nominale, Tolleranze Superiore e Inferiore
- La tolleranza è costituita dalla dimensione nominale e il tolleranze superiori e inferiori. La dimensione nominale è la dimensione di base specificata, mentre le tolleranze superiori e inferiori definiscono l'intervallo di dimensioni accettabili intorno alla dimensione nominale.
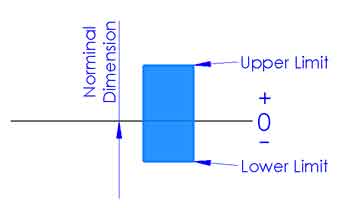
- Nello stampaggio a iniezione, la zona di tolleranza è spesso simmetrica, come ±0,08 mm o ±0,15 mm. Questo fornisce ai produttori una dimensione target chiara da perseguire, perché la deviazione positiva e negativa dal target sono generalmente considerate ugualmente probabili.
Scelta dell'intervallo di dimensioni
- Facendo riferimento a norme di tolleranza come la DIN 16901, è possibile determinare un intervallo di dimensioni adeguato per materiali specifici. Queste norme forniscono le tolleranze raccomandate per diversi tipi di dimensioni, come le dimensioni di tipo A e di tipo B.
Determinazione delle dimensioni nominali
- Selezionare la dimensione nominale è un passo critico, sebbene spesso non sia direttamente definita dagli standard di tolleranza. La dimensione nominale dovrebbe essere determinata in base all'intento di progettazione, ai requisiti funzionali e alla compatibilità di assemblaggio. Ad esempio, se un componente deve adattarsi strettamente con parti accoppiate, potrebbe essere necessaria una dimensione nominale più piccola o più precisa.
Considerare l'applicazione pratica
- Quando si scelgono le tolleranze, si deve considerare anche l'ambiente di applicazione pratica del pezzo. Ad esempio, se il pezzo verrà utilizzato in ambienti con notevoli variazioni di temperatura, potrebbe essere necessario un intervallo di tolleranza più ampio per tenere conto dell'espansione o della contrazione termica.
Coordinamento e verifica
- Una volta stabilite le tolleranze, dovrebbero essere riviste con il team di progettazione, il reparto di produzione e il personale di controllo qualità per garantire che siano sia producibili che in grado di soddisfare i requisiti prestazionali. Se necessario, dovrebbero essere effettuati test e validazioni per confermare che le tolleranze selezionate siano appropriate.
In sintesi, la scelta della tolleranza appropriata comporta una considerazione completa dei requisiti di progettazione, delle proprietà dei materiali, dei metodi di lavorazione e degli ambienti di applicazione reali, per garantire la qualità e le prestazioni del prodotto.
Lascia che Boyan ti Aiuti a Selezionare le Tolleranze Corrette per lo Stampaggio a Iniezione
La scelta di tolleranze adeguate è fondamentale per garantire la qualità e la funzionalità dei pezzi in plastica. Data la morbidezza e l'elasticità delle materie plastiche, misurare con precisione le loro dimensioni può essere una sfida. Offriamo la nostra esperienza per aiutarvi a determinare l'intervallo di tolleranza dimensionale adatto. Ecco il nostro approccio e la nostra metodologia:
Concentrarsi sulle dimensioni chiave
- Per le dimensioni chiave che sono critiche per la funzionalità e la qualità complessiva del prodotto, stabiliamo intervalli di tolleranza rigorosi. Creiamo strumenti di misura specializzati, come i calibri go/no-go, per garantire una misurazione precisa delle dimensioni.


Gestione delle dimensioni meno importanti
- Per le dimensioni secondarie meno critiche, in genere utilizziamo strumenti di misura standard come i calibri. Valutiamo anche l'adattamento di queste dimensioni utilizzando i pezzi corrispondenti per garantire la compatibilità.
- Oltre all'utilizzo di pezzi di montaggio per la misurazione, possiamo anche utilizzare strumenti di ispezione stampati in 3D per misurare la precisione dimensionale. Sebbene i prodotti stampati in 3D abbiano una precisione inferiore, tipicamente entro +/- 0,1-0,2 mm, sono economici e hanno cicli di produzione brevi, il che li rende adatti ad applicazioni con requisiti di precisione leggermente inferiori.
- A volte garantiamo solo l'adattamento senza fornire valori di tolleranza specifici. Come già detto, è difficile misurare con precisione le dimensioni della plastica, soprattutto per i materiali più morbidi come TPE, TPU e silicone.


Informazioni e materiali necessari per un'efficace determinazione della tolleranza
Per svolgere questi compiti in modo più efficace, abbiamo bisogno delle seguenti informazioni e materiali da parte vostra:
- Scenari d'uso specifici del componente: La comprensione dell'ambiente e delle condizioni di utilizzo del pezzo ci aiuta a determinare con maggiore precisione l'intervallo di tolleranza.
- Esempi di parti abbinate: Se possibile, fornire campioni di altri pezzi che verranno utilizzati insieme al pezzo in questione può aiutarci a valutare e testare meglio l'adattabilità delle tolleranze.
Il nostro obiettivo è aiutarvi a determinare le giuste tolleranze in modo economico ed efficiente. Questo approccio è particolarmente vantaggioso per le piccole e medie imprese, in quanto consente di risparmiare tempo e costi, garantendo al contempo la qualità del prodotto.
FAQ
Un errore comune per chi non ha familiarità con le materie plastiche è applicare direttamente le tolleranze delle parti metalliche ai pezzi stampati a iniezione.
Le materie plastiche si comportano in modo molto diverso: hanno una rigidità inferiore, una deformazione maggiore e le loro dimensioni finali sono influenzate da molti parametri di stampaggio. Una certa quantità di deformazione è anche inevitabile. Per questi motivi, le parti in plastica generalmente non possono mantenere le stesse tolleranze strette delle parti metalliche lavorate.
Tuttavia, possiamo controllare strettamente le dimensioni critiche e ottenere alta precisione dove necessario (fino a ±0,02 mm). Per le dimensioni influenzate dalla deformazione naturale, ci concentriamo sui requisiti funzionali ed estetici piuttosto che forzare tolleranze irrealistiche.
La maggior parte degli utenti non ha bisogno di studiare in dettaglio le norme DIN 16901 o ISO 20457. Questi standard sono utilizzati principalmente da ingegneri e team di qualità. Per la maggior parte dei progetti, è sufficiente capire cosa significa tolleranza, come influisce sulla funzione del pezzo e quali intervalli di tolleranza sono tipicamente raggiungibili. Ecco perché forniamo un grafico semplificato delle tolleranze basato sull'esperienza reale di produzione.
La tolleranza dimensionale controlla la dimensione di una caratteristica, mentre la tolleranza geometrica controlla la forma, la planarità, il parallelismo, la rotondità e altre caratteristiche legate alla forma. La norma ISO 20457 pone maggiore enfasi sulle tolleranze geometriche rispetto a standard più vecchi come la DIN 16901.
Sì. Caratteristiche come pareti lunghe e sottili, grandi superfici piane, nervature, perni e geometrie asimmetriche possono aumentare l'imbarcamento e rendere più difficile il raggiungimento di tolleranze strette. Buone pratiche di progettazione—spessore uniforme delle pareti, flusso bilanciato e angolo di sformo appropriato—aiutano a migliorare la stabilità dimensionale.
Sì. È comune applicare tolleranze strette solo alle caratteristiche critiche (agganci a scatto, punti di allineamento, superfici di tenuta) e utilizzare tolleranze standard per le aree non critiche. Questo approccio riduce i costi garantendo al contempo le prestazioni funzionali.
Non proprio.
Secondo la norma ISO 20457:2018, un componente è accettabile purché soddisfi i suoi requisiti funzionali e d'uso, anche se alcune dimensioni escono dalla tolleranza generale—a meno che non sia diversamente concordato.
L'unica eccezione è quando una deviazione influisce sull'aspetto o sulla percezione dell'utente, anche se il pezzo funziona ancora correttamente.
Sì, ma raggiungere tale precisione spesso richiede:
- Utensileria ad alta precisione
- Condizioni di stampaggio stabili e ripetibili
- Materiali con basso ritiro
- In alcuni casi, una stampo di prova prima di costruire lo stampo di produzione finale
Questi passaggi aiutano a confermare se la precisione richiesta è realistica e ripetibile.
Inizia considerando:
- Requisiti funzionali del componente
- Se le caratteristiche devono incastrarsi, agganciarsi o scorrere insieme
- Caratteristiche di ritiro del materiale
- Compromessi tra costo e precisione
Se non sei sicuro, il nostro team di ingegneria può rivedere il tuo design e raccomandare tolleranze appropriate.
Generalmente sì. Tolleranze più strette richiedono:
- Utensileria più precisa
- Controllo di processo più rigoroso
- Tempi di ciclo più lunghi
- Ulteriori ispezioni e controlli qualità
Per la maggior parte dei pezzi, un intervallo di tolleranza standard è sufficiente e più conveniente.
Sì. Se condividi il tuo modello CAD e i requisiti di tolleranza, possiamo valutare la fattibilità e suggerire eventuali modifiche. Per tolleranze estremamente strette, potremmo raccomandare di costruire prima uno stampo di prova per convalidare il design.
Appendice: Standard Comuni per i Componenti Stampati a Iniezione
Nel processo di produzione e progettazione dei pezzi stampati a iniezione, si fa comunemente riferimento a diversi standard per garantire la qualità e la coerenza del prodotto. Di seguito sono elencati per un rapido riferimento:
- DIN 16901: 1982-11 — Questa norma tedesca affronta specificamente le tolleranze dimensionali e le deviazioni per i componenti stampati in plastica, applicabili a una varietà di materiali plastici utilizzati nello stampaggio a iniezione.
- ISO 20457: 2018 — Questa norma internazionale offre una guida completa alle tolleranze dimensionali per i pezzi stampati in plastica, applicabile a vari metodi di lavorazione della plastica.
- DIN 16742 — È uno standard per le tolleranze generali e le condizioni di accettazione dei pezzi stampati in plastica. Si applica non solo allo stampaggio a iniezione, ma anche allo stampaggio a compressione e all'estrusione.
- GB/T 14486-2008 — Questa è una norma nazionale cinese, che copre le specifiche di tolleranza dimensionale per i pezzi stampati in plastica, adatta a vari metodi di lavorazione della plastica.
- Norma dell'Industria Automobilistica QC-T-29017-1991 — Questa specifica norma per l'industria automobilistica cinese dettaglia le tolleranze dimensionali per i componenti stampati in plastica all'interno del settore automobilistico.
- SAIC Standard MGR ES.22.PL.103 — Questa è una norma aziendale della SAIC Motor Corporation Limited in Cina, che guida specificamente le tolleranze dimensionali nella progettazione e produzione di parti in plastica all'interno dell'azienda.
- ISO 2768 — Questa norma internazionale è applicabile ai pezzi lavorati, inclusi i componenti in plastica, dove tolleranze specifiche non sono esplicitamente indicate.
- JIS B 0401 — Questa norma industriale giapponese, simile alla ISO 2768, fornisce linee guida per le dimensioni non specificamente indicate con tolleranze nei disegni di ingegneria meccanica.
Tra queste norme, la ISO 2768 è forse la più nota. Tuttavia, si tratta di uno standard generale per tolleranze non specificate e non è stato progettato specificamente per i pezzi stampati a iniezione.
