Non è facile trovare un produttore di estrusioni di alluminio anodizzato di alta qualità. Come azienda di sourcing, abbiamo provato diversi produttori fino a trovarne uno con cui ci sentiamo a nostro agio. In questo post, saremo lieti di condividere le nostre conoscenze ed esperienze in questo settore. Se volete che vi aiutiamo ad acquistare gli estrusi di alluminio anodizzato o i pezzi finiti realizzati con essi, o volete contattare direttamente il produttore, contattateci.
Di solito vengono tagliati a 6 metri di lunghezza e anodizzati. L'anodizzazione può essere di diversi colori, ma l'anodizzazione trasparente è la più comune, mentre l'anodizzazione nera viene dopo. Esistono altre opzioni di colore, ma devono soddisfare un MOQ più elevato, ad esempio 15-20 tonnellate.
La pellicola anodizzata per l'anodizzazione trasparente ha solitamente uno spessore compreso tra 0,005 e 0,008 mm. Una pellicola anodizzata più spessa può fornire una protezione migliore, ma l'aspetto diventa più opaco e giallastro, il che la rende meno attraente.
Per l'anodizzazione nera, lo spessore del rivestimento è solitamente compreso tra 0,009 e 0,012 mm.
La superficie viene solitamente sottoposta a sabbiatura, che aiuta a coprire i leggeri segni di stampo e altre piccole imperfezioni, ha un aspetto gradevole ed è una finitura richiesta per molti prodotti.
I vantaggi dell'utilizzo di estrusioni in alluminio anodizzato
Estrusioni di alluminio lunghe 6 metri
Parte finita
Un grande vantaggio è la riduzione dei costi. Immaginate di voler produrre parti in alluminio anodizzato a partire dagli estrusi: ci sono due modi per farlo, anodizzare prima o dopo la fabbricazione delle parti:
1. Anodizzare l'estrusione di alluminio prima della lavorazione.
Pro:
Costi inferiori. È più economico anodizzare i pezzi interi che anodizzare molti pezzi separati.
Si evita il rifiuto del pezzo a causa di difetti di anodizzazione, con un notevole risparmio di tempo e denaro.
Cons:
La sezione tagliata è esposta senza lima anodica (metallo nudo). Tuttavia, in molti casi questo è accettabile.
Non è possibile rimediare ai difetti superficiali (graffi, ammaccature) causati nei secondi processi (lavorazione, carico e scarico e così via).
La sezione tagliata (superficie finale) è esposta senza film anodico.
2. Anodizzare i pezzi dopo averli lavorati da estrusi grezzi.
Pro:
L'intero pezzo è anodizzato con il rivestimento protettivo, ad eccezione dei segni della cremagliera (di solito si tratta di piccoli punti).
Alcuni difetti superficiali minori possono essere corretti prima dell'anodizzazione, ma solo per quei difetti molto piccoli.
Cons:
I pezzi con difetti di anodizzazione saranno tutti scartati. Molti di essi non sono rimediabili.
Conclusione: Come si può vedere, l'utilizzo di estrusioni di alluminio anodizzato per produrre pezzi (opzione 1 mostrata sopra) può far risparmiare sui costi e ridurre gli scarti di qualità, quindi questa è l'opzione consigliata rispetto all'altra (anodizzare i singoli pezzi).
Requisiti di qualità usuali per l'alluminio anodizzato
L'anodizzazione è un processo elettrochimico complesso che consiste in 3 fasi: trattamento prechimico, anodizzazione e sigillatura. Ogni fase prevede diversi parametri (come temperatura, concentrazione e tempo) da controllare con precisione. Molti dei difetti di anodizzazione non sono riparabili, il che significa che i pezzi interi con difetti di anodizzazione saranno scartati.
In generale, i requisiti di qualità per l'anodizzazione dell'alluminio possono essere classificati in 2 gruppi:
Che il film di ossido anodico sia realizzato secondo la qualità prevista (come lo spessore, l'uniformità) in modo da fornire la protezione, la durezza, ecc. desiderate.
Che l'aspetto dei pezzi sia coerente e gradevole, che la lucentezza e il colore siano quelli desiderati e che siano privi di danni meccanici (come graffi, ammaccature).
È un po' complicato spiegare in dettaglio i requisiti di qualità per l'anodizzazione dell'alluminio, ma di seguito sono riportati i difetti di anodizzazione più comuni per gli estrusi.
Molti difetti di anodizzazione possono essere rilevati con un'ispezione visiva. Più i pezzi sono grandi, più è probabile che presentino qualche difetto, semplicemente perché sono più grandi. Ciò comporta un requisito più elevato per gli estrusi di alluminio lunghi, perché sono così lunghi (quindi più grandi nell'area e più pesanti nel peso).
I requisiti di alta qualità per gli estrusi di alluminio sono piuttosto impegnativi
In molti casi, i requisiti visivi degli estrusi di alluminio sono inferiori a quelli di altri componenti più piccoli.
Come nel caso delle scale in alluminio o dei mobili da esterno, alcuni piccoli difetti sono considerati accettabili.
Tuttavia, se avete requisiti di qualità più elevati, possiamo anche fornire estrusioni di alluminio anodizzato lunghe 6 metri quasi prive di difetti, accettando solo questo tipo di difetti come il pin-point.
In ogni profilo lungo 1 metro, sono accettabili 3 punti di dimensioni inferiori a 0,3 mm2 .
Macchie di dimensioni inferiori a 0,3 mm2
Una piccola macchia di circa 0,2 mm2 grande
2° esempio
Difetti di anodizzazione comuni per gli estrusi di alluminio
Graffi e ammaccature superficiali (danni meccanici). Quanto più grande è la superficie e quanto più pesanti sono i pezzi, tanto più è probabile che i pezzi presentino questo tipo di difetti.
Piccola macchia scura sulla superficie
Ammaccature sulla superficie
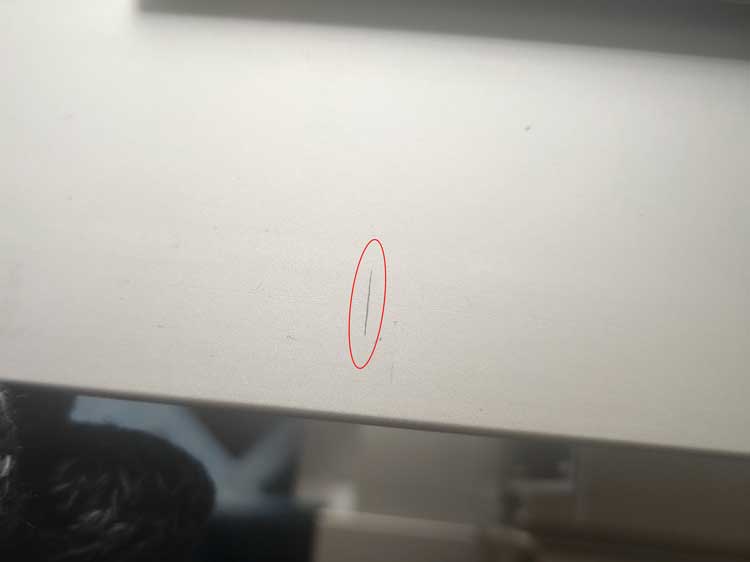
Un graffio leggero (ma un po' lungo)
Esempio di Scratch 2
Esempio di Scratch 3
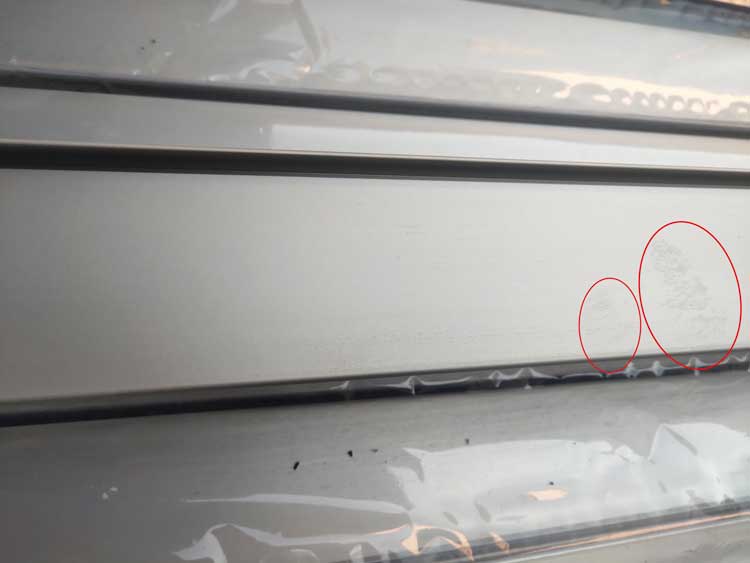
Finitura simile a un lustrino, Si suppone che ciò sia causato dall'impurità del materiale. Non tutta la superficie anodizzata è così, forse come il 20-30%. Tuttavia, una tale quantità di difetti causerà il rifiuto dell'intero lotto di materiale.
Ampia superficie di anodizzazione a spanne
Una vista più ravvicinata delle spanne di anodizzazione
Meno spanne in superficie
Piccola area di anodizzazione a spanne
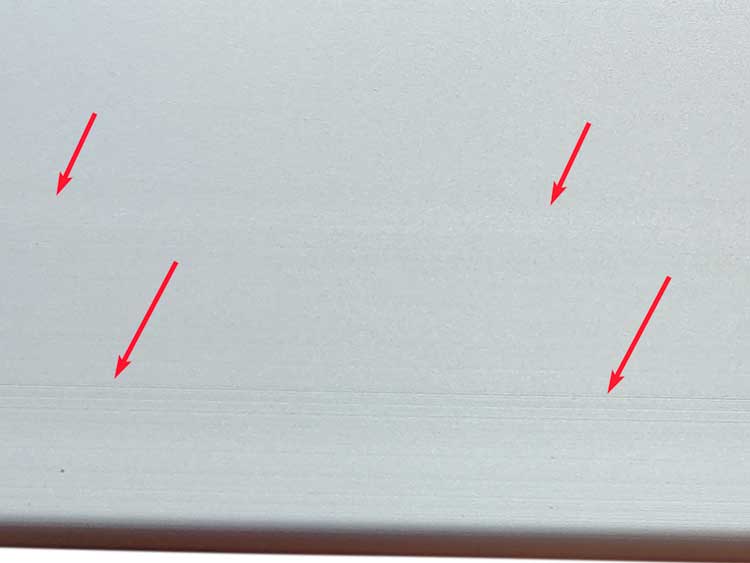
Segni di muffa (o segni di utensili). Lo stampo deve essere sottoposto a regolare manutenzione in un intervallo di tempo di una certa quantità di produzione, altrimenti inizieranno a comparire i segni degli utensili.
I segni di stampo sono abbastanza comuni sulle estrusioni di alluminio grezzo. Se i segni non sono troppo profondi e possono essere rimossi dopo la sabbiatura e l'anodizzazione, sono accettabili.
Segni di stampo prima dell'anodizzazione (finitura grezza)
Questo tipo di segni di stampo sono accettabili
Questo segno di stampo è troppo profondo e deve essere scartato.
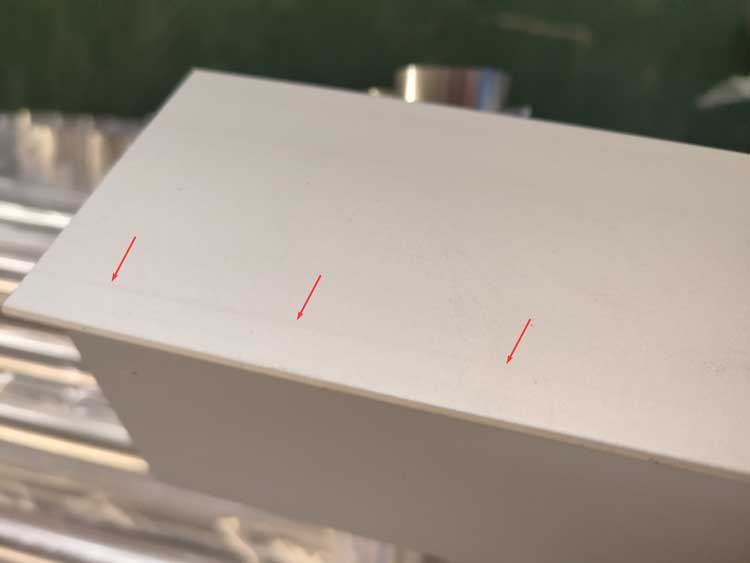
Questi segni di stampo sono troppo profondi, sono ancora visibili dopo la sabbiatura e l'anodizzazione.
Segni di stampo dopo l'anodizzazione
Segni di stampo su estrusioni di alluminio anodizzato
Guardiamo più da vicino
2° esempio
3° esempio. Su questo sono presenti più segni di stampo.
Scarsa tenuta. La scarsa tenuta può non essere rilevata a occhio, ma quando la si tocca presenta una sgradevole superficie appiccicosa. A volte usiamo un pennarello per controllare la tenuta delle parti anodizzate trasparenti.
Cosa rende un produttore di estrusi di alluminio qualificato
Un team di gestione impegnato
Si occuperanno dei requisiti di qualità e sostituiranno i pezzi difettosi, anche quando il volume dell'ordine è basso (come 1 o 2 tonnellate).
Un team di lavoro concentrato
Come potete immaginare, ogni processo, compresi l'anodizzazione, il carico e lo scarico, l'ispezione, il taglio a misura e l'imballaggio, richiede un alto livello di attenzione. Abbiamo bisogno di personale concentrato per condurre questi processi.
Un luogo di lavoro spazioso
L'ispezione e l'imballaggio richiedono un'area di lavoro sufficiente per essere eseguiti, quindi è importante avere un'officina spaziosa.
Cosa possiamo fornire
Possiamo fornire le estrusioni di alluminio in anodizzazione trasparente e anodizzazione nera. Sono disponibili anche altri colori, ma il MOQ sarà di 15-20 tonnellate.
Gli estrusi sono solitamente lunghi 6 metri, ma possono essere tagliati in dimensioni personalizzate. È necessario pagare solo i pezzi finiti, non gli scarti di lunghezza extra.
Gli estrusi vengono ispezionati con cura e poi imballati in pellicole di plastica, carta o cartone.