Remedies:
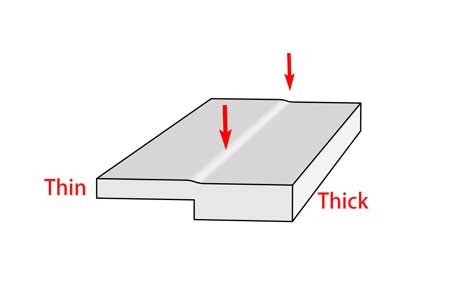
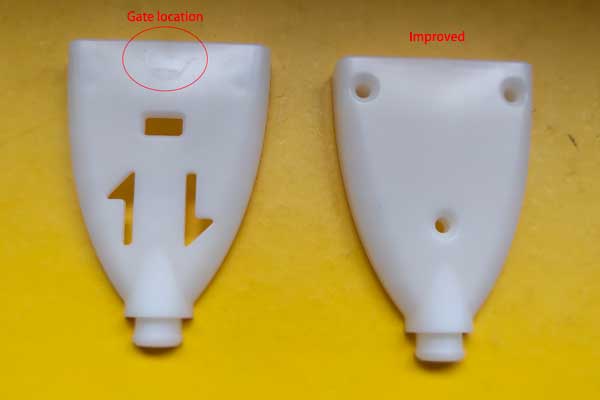
- Improve Gate Design: Avoid gate designs in thick and open areas, and avoid the material from moving from thinner to thicker sections.
- Segmented Injection Speed Adjustment: Slow down the injection speed when plastic enters more open areas to reduce snake flow marks.
- Increase Mold and Nozzle Temperature: Higher temperatures for the mold and plastic improve flow and merging, reducing snake flow marks.
- Enlarge Gate Size: A larger gate can improve molten plastic flow, thus minimizing snake flow marks.
- Prevent Cold Material Entry into the Mold: For instance, adding a cold slug well to intercept cold material ensures only uniformly molten plastic enters the mold cavity.
In summary, these measures can effectively reduce the formation of snake flow marks in injection molding, enhancing product quality.