All you need to know about clear plastic molding
Due to the stiff-flowing material property and high aesthetic requirements, clear plastic molding is a more challenging job than normal plastic molding. This post is an all-around introduction to clear plastic materials and the injection molding of clear plastics, and what you need to pay attention to during the design and production processes.
Advantages of Clear Plastics
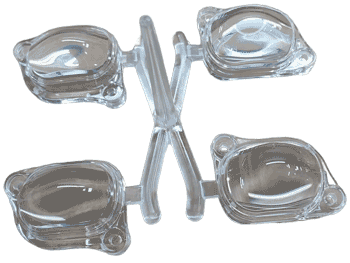
There are many applications of transparent plastics in the modern world today: lights, automotive parts, household appliances, and food/drink containers. Compared to glass, plastics offer comparable transparency, and they also have many advantages such as lighter weight, lower cost, greater rigidity, and improved impact resistance.
How to Measure Transparency
Transparency is mainly measured by two parameters:
Light transmittance (%)
This is quite straightforward. Light transmittance is defined as the percentage of light that passes through the transparent material (the rest percentage is either reflected or absorbed by the transparent object).
No single transparent material can have the light transmittance of 100%; even the best optical glass can only reach 95% transmittance! In general, for plastics, light transmittance is about 92% for PMMA and 90% for PC.
Haze is the light scattering when it passes through an object; it makes objects look cloudy or hazy when you see through the transparent material.
Good transparent plastic has a haze measurement of less than 2%, comparable to that of glass; a good transparent material should have a high light transmittance and a low haze measurement.
Light-diffusing materials: some materials can have a high light transmittance and yet a high haze value; these are called ‘light-diffusing materials’. They are often used in covers for LED lights and LED indicators, so the light becomes more even and less dazzling.

Available Clear Plastics
There are many more versatile clear plastics than you may initially think! Most of them are amorphous plastics, including PMMA (acrylic), PC, PS, PPSU, PES, ABS, AS, PETG, PCTG, and also crystalline plastics such as PET, and even PA(nylon), PP.
It is important to note that these are not normal PP and PA, because normal PP is translucent (half transparent), and PA is usually opaque. Transparent PP and PA are specially modified to semi-crystalline or with very small crystals so the light can still pass through.
At the same time, there are elastic (or soft) clear plastics, like TPU or PVC. They are often used to make phone cases.
PE and PVC can be made into transparent films, but their clarity quickly drops when the thickness increases, so they are not considered to be true transparent materials.
How to Choose a Transparent Plastic
When we choose the proper transparent plastic for an application, we do not only think about the cost and manufacturability, but we also need to consider a lot more factors like mechanical strength, rigidity, scratch resistance, temperature range, chemical resistance, UV resistance, shrinkage rate, electrical insulation, etc.
It is crucial to choose the right material before starting the mold production, otherwise, it may be costly to change material later, because the mold may need to be modified correspondingly as well.
Every material has its own features. Otherwise, there would be no reason for its existence! For example, PPSU is widely used for milk bottles for babies, because it is quite stable in hot water and does not contain BPA, but it is quite expensive and a little yellowish in color; PETG is also BPA free, it also has great mechanical strength and chemical resistant, though it has lower heat stability;

Transparent PA (nylon) is a very strong and durable, but it has poor dimensional stability, and its water absorption is quite high.
However, in real life, the most commonly used clear plastics are PMMA and PC. They can meet most of the requirements of applications. So if you do not know what to choose, just pick one of them. If your application is quite unique and you want assistance in choosing the material, please contact us so we can advise!
Comparison between PMMA and PC
If we compare them:
- PMMA is the most transparent plastic of all, it has the light transmittance of 92%, while for PC it is 90%;
- PMMA is more brittle and rigid, making it prone to breaking or cracking upon impact and over time. On the other hand, PC exhibits greater resistance to impact and flexibility.
- PC is more prone to surface scratches, while PMMA is more scratch-resistant.
- PC is more weatherproof than PMMA. The operating temperature range for PC can be -45℃to 135℃ compared to that of PMMA is -40℃ to 70℃.
- PC is more chemical-resistant than PMMA.
- PC can be made to fire-retardant while PMMA is not.
Injection defects to avoid
Transparent parts have high aesthetic requirements, so it is essential to avoid the issues listed below. The manufacturing must be conducted by experienced operators, and meticulous inspections shall be carried out.
During manufacturing, the scrap rate tends to be higher, so this factor must be considered when calculating the production costs.
- Silver lines. or also called as silver streaks.


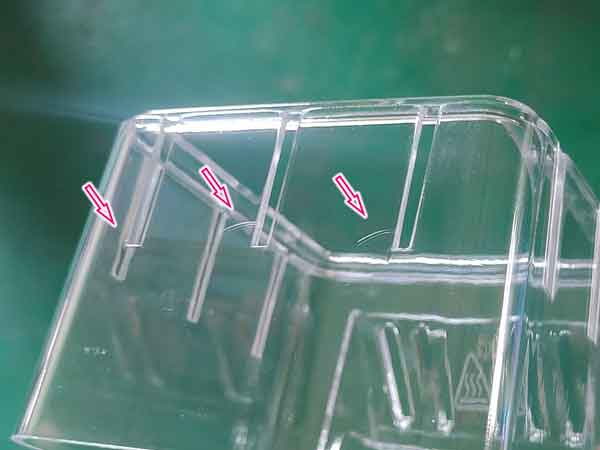
- weld lines. Sometimes it is difficult to avoid them completely, but very slight weld lines can be acceptable depending on the customer’s requirements and the application.
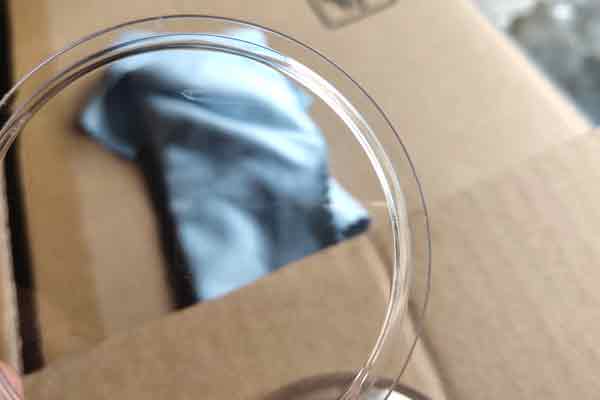
- flow line.
- sink marks.
- Cracking. For example, the PC is prone to cracks due to higher internal stress. Heat treatment is sometimes required for large size parts or with thick walls.
Critical Points in Design and Production
High Precision Machining and Polishing
Due to the high requirements for optical clarity and appealing aesthetics, more stringent requirements are put for the machining and polishing of the molds for clear plastic parts.
For some optical components, the polishing of the mold needs to be done in a dust-free workshop.
The machining needs to be held within a tight tolerance, so as to keep the following polishing within the minimal amount so it does not change the geometrical properties. This way, after polishing, you will not see distortion or waviness on the reflected image. Otherwise, the same distortion or waviness will appear on the molded plastic parts as well.
Many transparent plastics are stiff-flowing materials, in other words, they have low flowability (usually measured by Melt Flow Index) or high viscosity. This brings more challenges to mold design and molding process control. Poor flowability could bring excessive internal stress which leads to injection defects such as cracking, flow lines, silver lines, and vacuum voids.
It is advisory to locate the gate at the thick-wall area, and make the gate larger if possible. This helps to fill the cavity quickly and easily, and keep enough packing pressure to compensate shrinkage in the packing stage.

Part Design
Aside from gate design and injection parameter optimization, the proper part design is also critical to eliminate possible injection defects.
A simple rule is to have an appropriate wall thickness and keep it even all over the part. For PC and PMMA, it is best if the wall thickness is greater than 1mm. However, it is not as easy as that in practice! If you want advice on your design, please contact us.
Another thing to pay attention to is to have a slightly larger draft angle, otherwise, there may be scratches on the vertical side.
Conduct a Mold Flow Analysis
It is always recommended to conduct a mold flow analysis, so you can check the pressure, temperature, tendency of forming weld lines and air bubbles, fine-tune the gate design and part design.

Adequate Mold Venting
This is very important to prevent air traps in the mold, which will lead to air bubbles, short shots, flashes, burning of material, and other problems. The venting depth depends on the viscosity of the plastic material. This is partly why changing material could be a problem for a mold that is already made.
Use a clean machine
If the screws and barrels of the injection molding machine are not completely cleaned, there could be dots or impurities occurred in the molded transparent parts. This may not happen to every piece but randomly occurred with some of them. So prior to the production, we need to clean the barrels and screws thoroughly.
It is easier to use the machine only for transparent products if possible.

Conclusion
Taking all of this into consideration, if you understand all of the above points and bear these in mind when designing your transparent plastic parts, you are much more likely to get a satisfactory result at the end of the process as a result.