الإجراءات العلاجية:
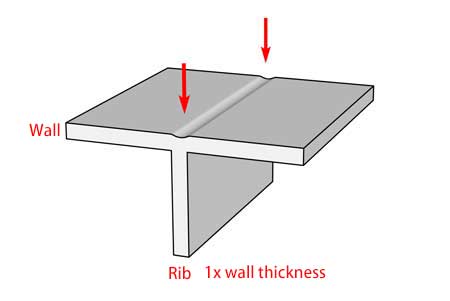
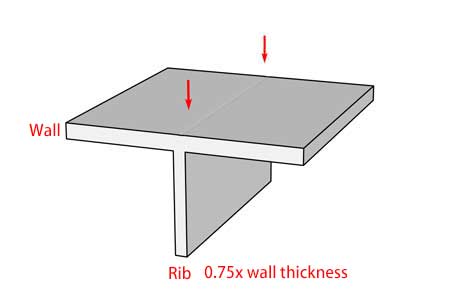
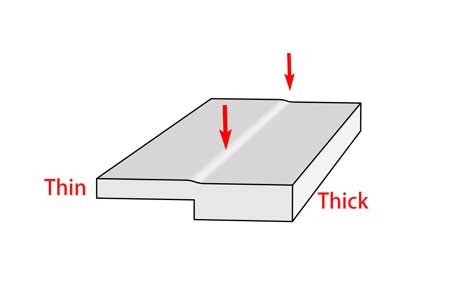
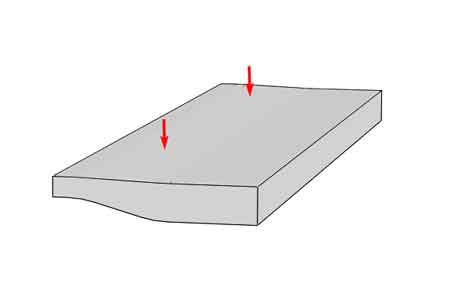
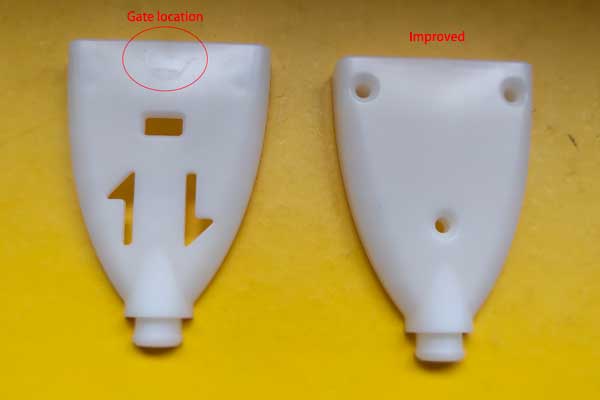
- تحسين تصميم البوابة: تجنب تصميمات البوابات في المناطق السميكة والمفتوحة، وتجنب انتقال المادة من الأقسام الأرق إلى الأسمك.
- ضبط سرعة الحقن المجزأة: إبطاء سرعة الحقن عندما يدخل البلاستيك إلى مناطق أكثر انفتاحًا لتقليل علامات التدفق الثعباني.
- زيادة درجة حرارة القالب والفوهة: تحسّن درجات الحرارة المرتفعة للقالب والبلاستيك التدفق والاندماج، مما يقلل من علامات التدفق الثعباني.
- تكبير حجم البوابة: يمكن للبوابة الأكبر تحسين تدفق البلاستيك المنصهر، وبالتالي تقليل علامات التدفق الثعباني إلى الحد الأدنى.
- منع دخول المادة الباردة إلى القالب: على سبيل المثال، إضافة بئر للكتلة الباردة لاعتراض المادة الباردة يضمن دخول البلاستيك المنصهر بشكل موحد فقط إلى تجويف القالب.
باختصار، يمكن لهذه الإجراءات أن تقلل بشكل فعال من تشكل علامات تدفق الأفعى في حقن القوالب، مما يعزز جودة المنتج.