Boyan'da, ürünlerimizin spesifikasyonları karşılamasını sağlamaya tamamen adanmış durumdayız. Olağan kalite kontrol operasyonlarımız şunları içerebilir:
İlk parça muayene raporları
Süreç içi muayene raporları
Sevkiyat öncesi muayene raporları
Düzeltici faaliyet raporları
Bu raporlarla birlikte gelen resimler ve videolar
Malzeme sertifikaları
Tuz püskürtme test raporları (korozyon direncini test etmek için)
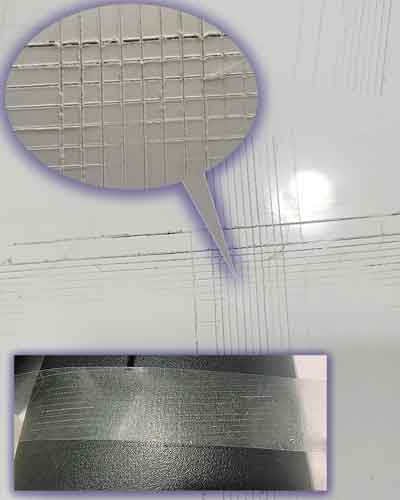
Izgara test raporu (kaplama yapışmasını test etmek için)
Boyutsal raporlar
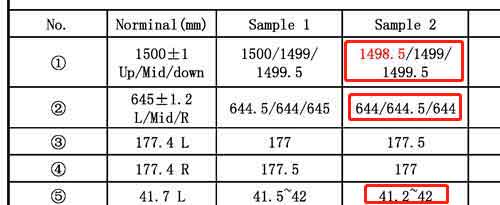
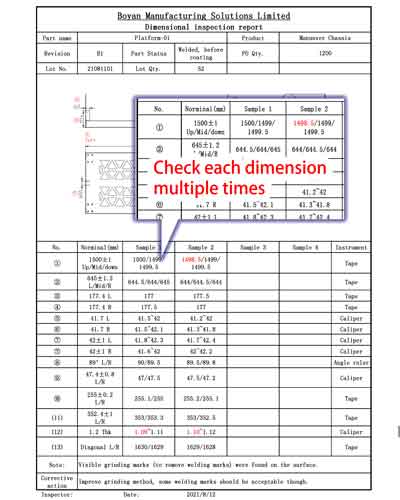
Boyutları birden fazla kez kontrol et
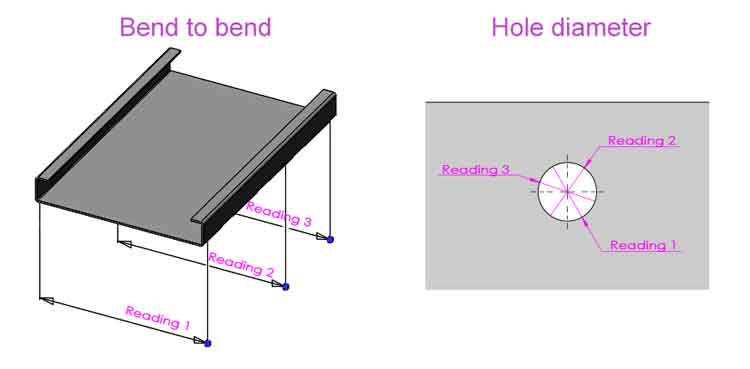
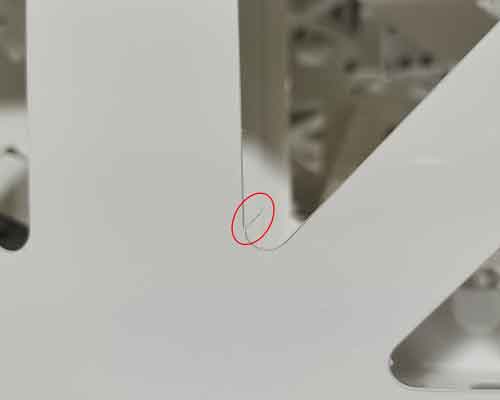
Sac metal parçalar için, bazı boyutlar uzunluğu (veya genişliği) boyunca biraz değişebilir, özellikle bükümden büküme boyutlar için, ölçümleri alırken, tüm ölçümlerin toleranslar dahilinde olduğundan emin olmak için birden fazla noktayı kontrol etmemiz gerekir.
Sac metal parçalar için birçok boyut birbiriyle ilişkilidir. Boyutları daha doğru ve etkili bir şekilde kontrol etmek için ilgili boyutları kontrol edebiliriz.
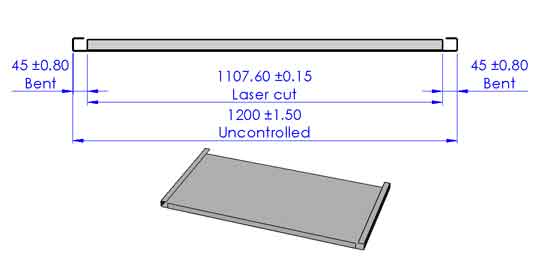
Bir örnek:
1107.60 mm lazer kesim boyutudur, genellikle ±0.15 mm toleransı içinde yapılabilir. 45 mm boyutları bükme ile elde edilir, bu nedenle daha az hassastır. 1200 mm kritik bir boyuttur, ±1.50 mm içinde olması gerekir.
1200 mm'yi bir mezura ile kontrol edersek, çok daha yavaş ve daha az doğru olacaktır.
45 mm'nin ±0.60 mm içinde ölçülmesi durumunda veya bir taraf +0.80 mm daha büyük, diğer taraf +0.40 mm daha büyük olsa bile, 1200 mm yine ±1.5 mm içinde kalmalıdır.