Compreensão e aplicação de tolerâncias para processos de dobragem de chapas metálicas
Uma tolerância adequada para trabalhos de dobragem de chapa metálica é importante para preparar os seus projetos para fabricação. Esta publicação explicará brevemente de onde vêm as variações e quais podem ser as tolerâncias mantidas para operações habituais no chão de fábrica.
De onde vêm as variações
O processo de curvatura (conformação) é um processo sem remoção de material.
Nos processos de remoção de material (como a maquinação CNC), a geometria maquinada é maioritariamente controlada pela precisão dos movimentos das ferramentas de corte. Outros fatores contribuem muito menos para a precisão final das dimensões.
Enquanto na curvatura de chapas metálicas, embora as ferramentas e matrizes possam ser fabricadas com grande precisão, a alongamento do material, recuperação elástica, e direção do grão, etc., todos entram em jogo. Todos estes fatores precisam de ser considerados para uma correta tolerância das peças de chapa metálica.
O processo de dobra numa prensa dobradeira
Na realidade, a espessura e a dureza temperada das chapas metálicas variam de chapa para chapa, ou mesmo em diferentes áreas da mesma chapa.
Entretanto, no processo de dobragem de chapa metálica, a aresta cortada ou a aresta formada são utilizadas como referências para posicionar a peça, sendo estas referências menos precisas do que as referências maquinadas por CNC.
Consequentemente, conhecer as tolerâncias apropriadas torna-se muito importante. Isto permitirá que as suas peças de chapa metálica sejam produzidas de forma eficiente e a baixo custo. Tolerâncias excessivas aumentarão drasticamente os trabalhos de verificação e triagem, aumentando assim os preços e reduzindo a velocidade de produção.
punção, matriz e calibre traseiro para uma prensa dobradeira
Variações da espessura do material
Na realidade, a espessura da chapa metálica pode variar ligeiramente dentro das suas variações permitidas. Por exemplo:
Aço laminado a frio de 2mm: 1,90-1,97mm
Aço laminado a quente de 5 mm: 4,60-4,80 mm para marcas; 4,40-4,75 mm para não marcas (qualidade inferior e mais barato)
As variações de espessura têm um impacto significativo na precisão das peças acabadas.
Dois tipos de variações para a dobragem de chapas
1. Angular
Quando o punção (a matriz superior) é libertado, a peça irá flexionar ligeiramente para trás. A quantidade de recuperação elástica não será sempre consistente, sendo afetada pela dureza e espessura do material.
Se o raio de dobragem e a dureza do material forem escolhidos corretamente, o ângulo de dobragem pode normalmente ser feito com uma tolerância de +/-0,5° a +/-1°.
Recuo da dobra
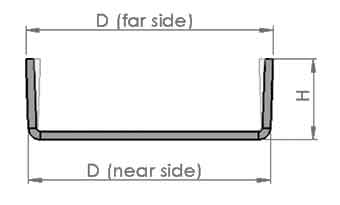
Como afeta as dimensões lineares
Ao efetuar medições das dimensões lineares, devemos medir o lado próximo das dobras, porque as medições no lado oposto são menos precisas e consistentes (ver as imagens abaixo).
Ideal
Na realidade
2. Linear
No processo de dobragem, a área dobrada é esticada, tornando-se mais fina e mais longa (alongada). Mais uma vez, a quantidade de alongamento não é consistente devido à irregularidade da espessura e dureza do material, o que causa a inconsistência das dimensões.
Dimensões controladas vs não controladas
As dimensões lineares podem ser classificadas como dimensões controladas e não controladas.
As dimensões controladas são derivadas diretamente da dobragem ao colocar a chapa plana contra o calibre traseiro, estando portanto sob um melhor controlo.
As dimensões não controladas são obtidas indiretamente a partir de 2 ou mais dobras, devendo-lhes ser atribuídas tolerâncias maiores.
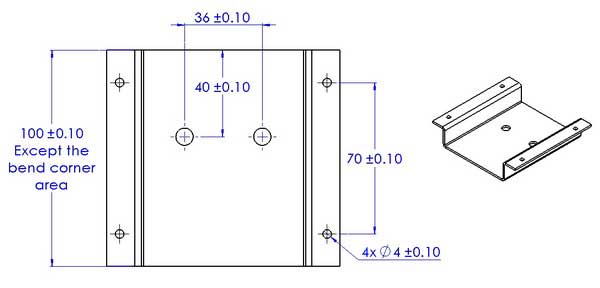
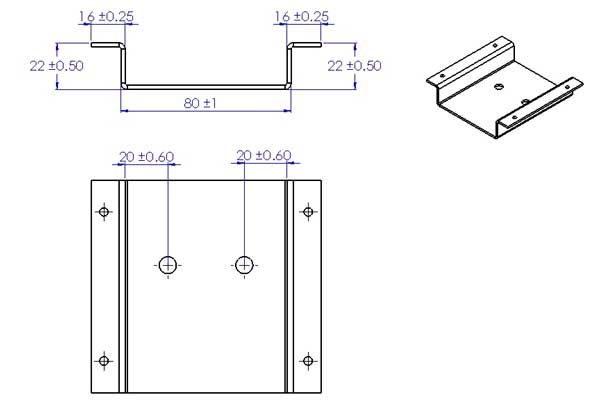
Um exemplo
Assumindo que vamos produzir uma peça como esta, e que passará por 2 etapas
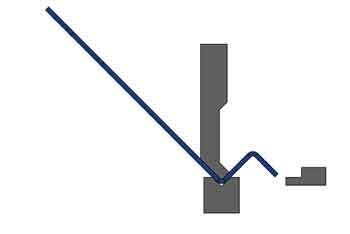
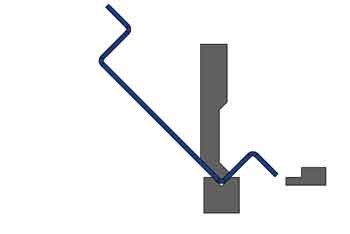
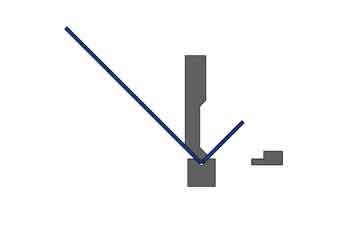
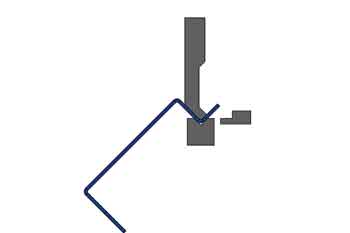
Primeiro passo
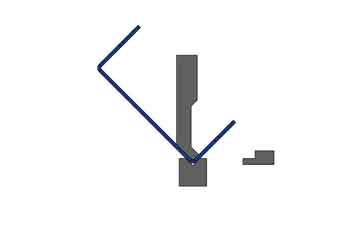
Segundo passo
As dimensões controladas podem ser mantidas com uma tolerância mais apertada do que as dimensões não controladas, como mostrado abaixo:
Tolerâncias normais para a dobragem de chapas metálicas
Na prática real, as tolerâncias que podem ser mantidas variam consoante muitos fatores, como a espessura do material, a extensão global das dimensões, aço laminado a frio ou aço laminado a quente, e assim por diante. Uma forma mais rápida e fácil é observar alguns exemplos para ter uma ideia, e depois trabalhar com o seu engenheiro de DFM para definir as tolerâncias adequadas para cada trabalho específico.
Condição nos exemplos abaixo: a espessura do material é inferior a 2mm, as peças são feitas por corte a laser e curvatura com prensa dobradeira.
Estes exemplos dão as “zonas de conforto” das tolerâncias, mas são apenas para produção em grande volume, quando as ferramentas, o material e os processos foram otimizados. Para produções de pequenas séries, as tolerâncias podem ainda precisar de ser alargadas.
Dimensões cortadas a laser: ±0,10 a ±0,20 mm (mais exactas)
As dimensões do corte a laser incluem diâmetro do furo, distância entre furos, distância do furo à borda, comprimento e largura do bruto, e assim por diante. Para grandes vãos (como 2 metros), a tolerância pode aumentar para ±1mm.
Dimensões dobradas: ±0,25 a ±2mm (menos exato)
As dimensões curvadas incluem furo à curvatura, curvatura à borda e curvatura à curvatura.
As tolerâncias variam consoante a sequência de dobragem. As primeiras dobras serão mais precisas, utilizando a aresta cortada como referência; as dobras seguintes, que utilizam a aresta dobrada como referência, serão menos precisas. A última dimensão não controlada será a menos precisa.
Utilizar a aresta cortada como plano de referência
Mais preciso
Utilizar a aresta dobrada como plano de referência
Menos preciso
Dica: Irá descobrir que é difícil manter as distâncias furo (ou outras características) à curvatura ou furo a furo (após a curvatura) com uma tolerância apertada. Quando tolerâncias apertadas para estas são inevitáveis, estes furos (ou outras características semelhantes) devem ser usinados por CNC após a curvatura.
Priorizar as tolerâncias
Se adotarmos sequências de dobragem diferentes, podemos obter tolerâncias diferentes em cada dimensão. É por isso que é importante indicar quais são as dimensões-chave, ou explicar ao seu fabricante como as peças funcionam na sua montagem.
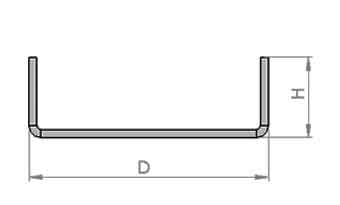
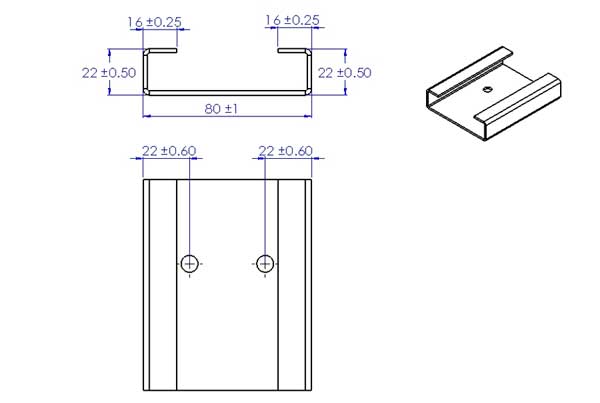
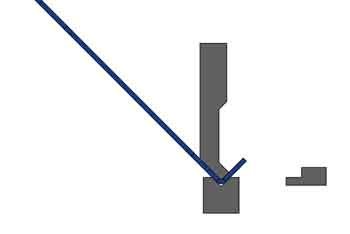
Sequência de dobragem 1
Passo 1
Passo 3
Passo 2
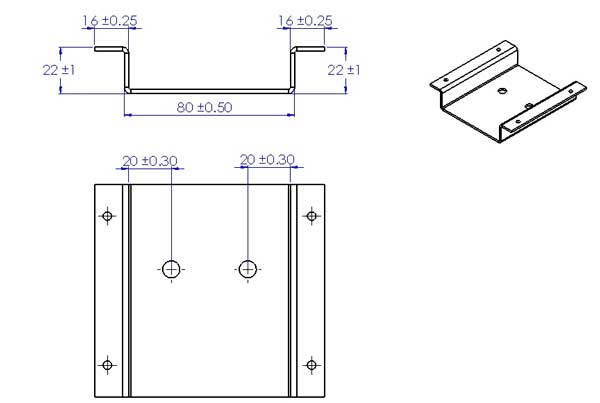
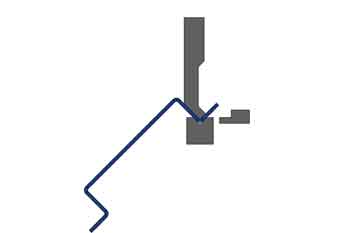
passo 4
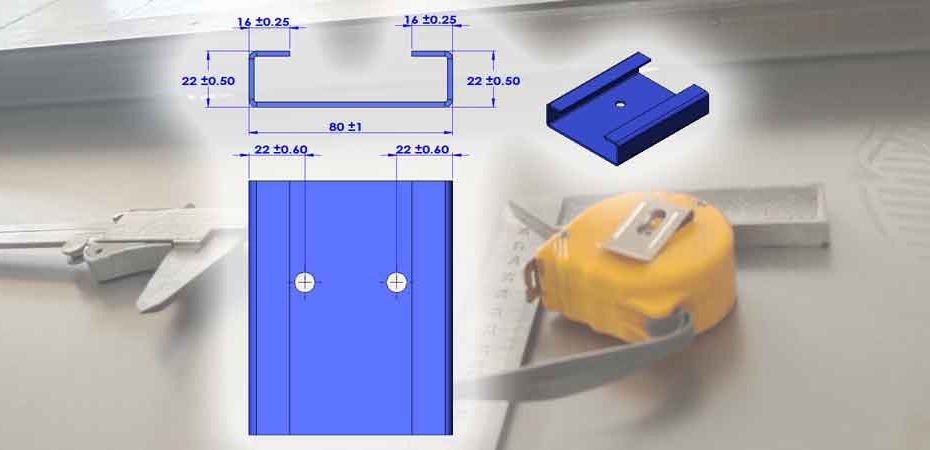
Com esta sequência de dobragem, a largura da base é de 80±1 mm, enquanto a altura é de 22 ±0,50 mm.
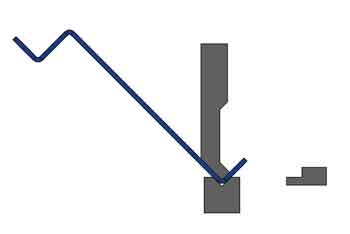
Sequência de dobragem 2
Passo 1
Passo 3
Passo 2
Passo 4
Esta é uma sequência de dobragem anormal, sendo necessárias ferramentas especiais para evitar que a peça interfira com a máquina.
Com esta sequência de dobragem, a largura da base pode ser mantida em 80±0,5 mm, mas a altura só pode ser feita com 22 ±1 mm.
Conclusão
Esta publicação visa ajudá-lo a compreender qual pode ser a tolerância admissível para as suas peças de chapa metálica. No entanto, mesmo para um designer experiente, pode ser difícil e demoroso decidir as tolerâncias para cada dimensão. Uma abordagem mais fácil é explicar ao fabricante ou ao engenheiro de DFM como a peça se encaixa e funciona na montagem, e como interage com os componentes de acoplamento. Eles têm a experiência ou podem criar alguns dispositivos de inspeção com base nas suas informações, e determinar as tolerâncias mais adequadas para as dimensões-chave.
A Boyan Manufacturing Solutions tem uma vasta experiência em fabricação de chapa metálica. Se tiver alguma dúvida, por favor deixe uma mensagem abaixo, ou envie os seus desenhos para consulta.