目次
トグル射出成形公差はなぜ重要ですか?
射出成形部品の製造工程において、金型、射出成形機、材料、環境要因などの影響により、寸法のばらつきは避けられません。したがって、製品寸法に対して合理的な公差を設定し、それらの公差を満たすことが重要です。適切な公差は以下の効果があります:
- 特に複数の部品が嵌合する必要がある場合に、部品が正しく機能することを確保する;;
- 製品の一貫性と信頼性を保証する;;
- 工場の製造および管理能力を反映する;;
- 企業イメージと顧客満足度を向上させる。.


適切な公差値を設定することは不可欠です。公差が大きすぎるか小さすぎると、製品使用時に問題を引き起こし、射出成形に関する知識不足を示すことになります。.
射出成形部品における寸法偏差の原因
射出成形部品の寸法偏差は、主に二つのカテゴリに起因します:成形プロセス要因と金型要因です。以下に、これらの要因の詳細な説明と展開を示します:
成形プロセス要因
- プラスチック材料の不均一性:異なるプラスチックは、成形中にさまざまな流動、冷却、収縮特性を示します。材料の一貫性が低いと、同一ロット内または異なるロット間で寸法の不一致が生じる可能性があります。.
- 射出成形機の制御精度射出成形プロセスにおける温度と圧力の制御精度は、製品の寸法安定性に直接影響します。温度や圧力の変動は、最終的な寸法のばらつきを引き起こす可能性があります。.
- 金型温度金型の温度制御は成形品質にとって極めて重要です。温度の不均一さや不正確な制御は、部品の不均一な冷却を招き、結果として寸法精度に影響を与えます。.
- 金型の弾性変形射出圧力下では、金型はわずかな弾性変形を起こす可能性があり、これが部品の寸法と形状に間接的に影響を及ぼします。.

金型要因
- 金型寸法の製造精度金型の製造精度は、最終製品の寸法精度を決定する重要な要素です。金型のわずかな偏差は、成形プロセス中に増幅される可能性があります。.
- 可動金型部品の位置精度スライダーやエジェクタピンなどの可動部品を持つ金型の場合、これらの部品の繰り返し位置決め精度は、製品寸法の一貫性に必然的に影響を与えます。これに関する詳細は後ほど説明します。.

結論として、射出成形部品の寸法偏差の問題は複雑であり、材料特性、設備性能、金型品質など、さまざまな要因の影響を受けます。実際の生産では、成形プロセスパラメータを精密に制御し、高精度の金型を使用し、材料品質を最適化することで、寸法偏差を効果的に低減し、製品品質と性能を確保することができます。.
DIN 16901規格の理解
DIN 16901を理解する必要がある理由
DIN 16901を議論する前に、この規格が特別な注目に値する理由を明確にすることが重要です。射出成形部品の公差は、CNC加工部品の公差とは非常に異なる特性を持っています。なぜなら、プラスチック成形は、材料収縮、金型構造、およびプロセス変動などの要因に強く影響されるからです。.
射出成形部品の公差に用いられる様々な規格(本ページ末尾を参照)の中で、DIN 16901は最も代表的で広く参照されているものの一つです。したがって、DIN 16901をしっかりと理解することは、射出成形公差の一般的な原則と実用的な論理を理解するための有用な基礎となります。.
寸法分類
DIN 16901では、公差はTYPE AとTYPE Bの二種類に分類されており、特に射出成形部品の特性に対応するように設計されています。この概念をよりよく理解するために、以下に示す射出成形金型の閉鎖プロセスを探ってみましょう:
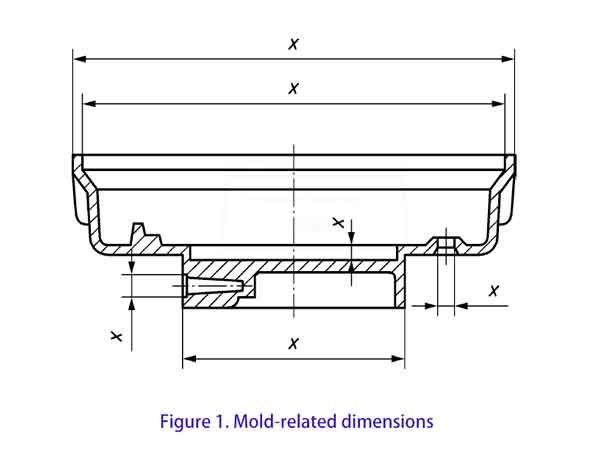
プラスチック部品の一部の寸法(Type B)は、金型の上型と下型の特徴によってのみ決定されることが観察されます。これらの寸法は、射出成形プロセス中にほとんど変化しません。.
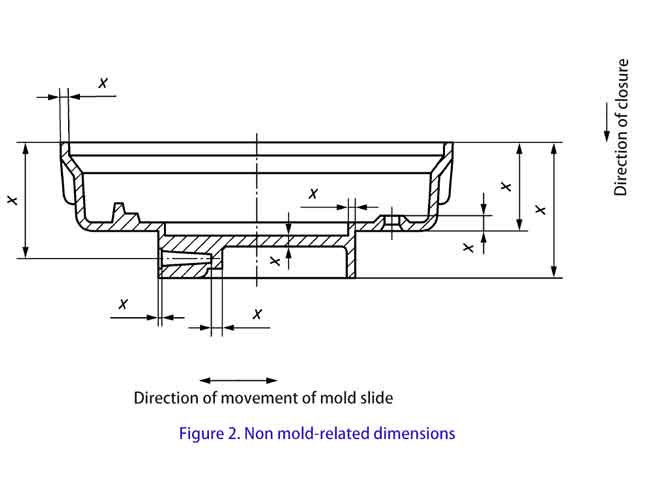
対照的に、他の寸法(Type A)、例えば側壁や底部の厚さは、上型と下型が閉鎖された後に決定されます。金型が閉鎖されるたびにわずかな位置ずれが生じる可能性があるため、これにより一定の偏差が生じることがあります。したがって、これらの寸法にはより大きな公差が許容されます。.
タイプA寸法には、スライダーやリフターなどの可動部品が関与して形成されるサイズも含まれます。.
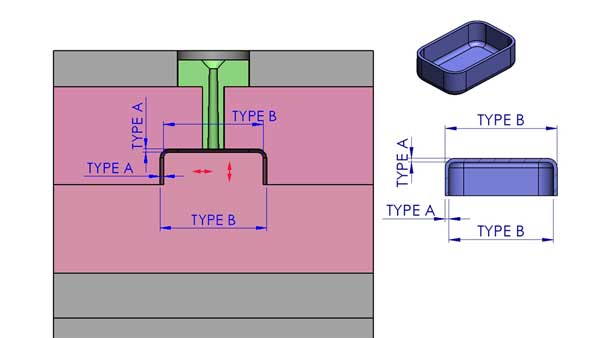
言い換えれば、Type Bの寸法は、金型内の可動部品の影響を受けません。以下の図1によると、Type Bの寸法はDIN 16901では金型関連寸法とも呼ばれ、基本的に同じ考え方を示しています。.
一方、Type Aの寸法は、以下の図2に示すように、これらの可動部品、すなわち上型、下型、スライダー、リフターの相対位置の影響を受け、わずかな寸法偏差を引き起こす可能性があります。同様に、Type Aの寸法はDIN 16901では非金型関連寸法と呼ばれます。.
上記で述べたように、Type Aの寸法の公差は、一般的にType Bの公差よりも大きいです。これは射出成形の現実を反映しています。経験豊富な射出成形や金型設計の専門家は、通常、Type AとType Bの寸法を容易に区別することができます。.
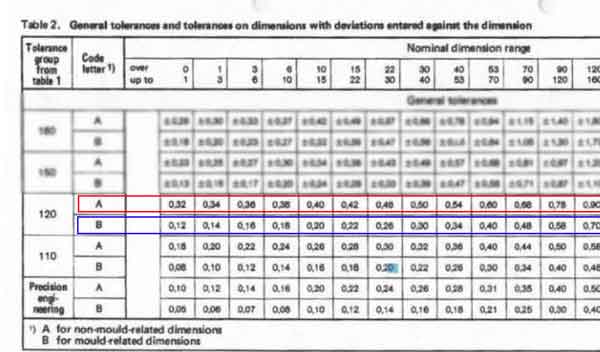
公差グループ
DIN16901には、6つの公差グループがあります:110、120、130、140、150、および160で、110が最も厳格であり、160が最も緩和されています。.
各材料に対して、3つの公差レベルが存在します。これらのレベルは以下のように分類されます:
- 一般公差: これは、特定の公差が示されていない寸法に対するデフォルトの公差です。.
- タイプ1およびタイプ2公差: これらの公差は、特定の寸法に対して偏差が指定されている場合に適用されます。材料と部品サイズに基づいて、対応する公差レベルから選択できます。.
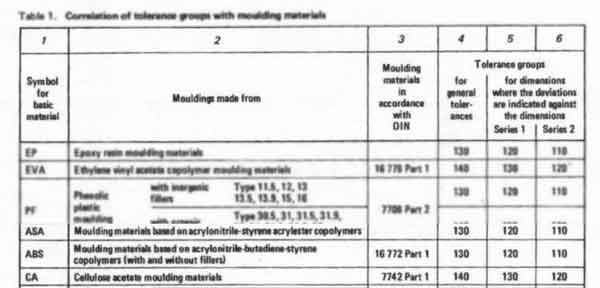
異なる材料に対する公差グループの例
- For PMMA, 、公差グループは 130, 120, および 110.
- For POM (フィラーなし), 、 成形長さが150 mm未満, 、公差グループは 130, 120, および 110.
- For POM (フィラーなし), 、 成形長さが150 mm以上, 、公差グループは 150, 140, および 130.
- For POM (フィラーあり), 、公差グループは 140, 130, および 120.
これらの例から、いくつかの重要なポイントが見て取れます:
- 異なるプラスチックは異なる寸法安定性を持ちます:一部のプラスチックは他のものよりも正確に制御するのが難しいです。.
- フィラーの存在 (ガラス繊維、タルク、炭酸カルシウムなど) 寸法安定性を向上させることができます:充填剤を含む材料は一般的により安定しており、制御が容易です。.
大きな部品にはより緩い公差が必要です:部品の基本寸法が増加するにつれて、公差範囲は通常大きくなり、精密な制御がより困難になります。.
公差グループを理解することで、メーカーは材料、部品サイズ、および要求される精度レベルに基づいて適切な公差レベルを選択できます。.
要約すると、DIN 16901規格は射出成形産業における寸法公差に関する重要な指針を提供します。これは寸法への影響度と使用材料の種類に基づいて異なる公差レベルを定義しますが、形状公差と位置公差については、他の規格を参照する必要があります。.
DIN 16901へのアクセス
DIN 16901の詳細な内容は公開されていません。ほとんどの技術規格と同様に、購入する必要があるため、完全な文書を無料でオンラインで見つけることはできません。代わりに、当社独自で開発した公差値を提供しており、以下のセクションで説明されています。.
ISO 20457:プラスチック部品公差の現代的なグローバル規格
DIN 16901は1980年代初頭に制定され、現在でも広く参照されていますが、より新しく完全な規格がその役割を最終的に置き換えたため、更新されることはありませんでした。ISO 20457:2018は現在、DIN 16901の近代的で国際的な後継規格と見なされています。これは、成形プラスチック部品に対して、より明確で予測可能、かつ世界的に一貫した公差システムを提供します。.
ISO 20457は、DIN 16901の6つの公差グループ(110–160)と比較して、9つの公差等級(TG1–TG9)を導入しています。.
- TG1 は最も厳しいグレードです。.
- TG9 が最も緩いものです。実際の生産では、これらの等級の一部のみが一般的に使用されます。.
この規格は、2種類の寸法の区別を正式に定めています:
- W(工具固有寸法) — 一般的にDIN 16901のBタイプ寸法に相当します。.
- NW(非工具固有寸法) — 一般的にDIN 16901のAタイプ寸法に相当します。.
これにより、従来のDIN規格に精通している人にとって、システムが理解しやすくなります。.
ISO 20457がDIN 16901と比較して改善する点
1. DIN 16901は寸法公差のみを定義し、幾何公差を定義していなかった
ISO 20457は、以下を追加することでこのギャップを埋めます:
- 位置公差(表9)
- 表面形状公差(表10)
- ISO 1101、ISO 5458、ISO 5459の必須使用
- 自由曲面の形状公差
これにより、プラスチック部品の幾何公差は、金属部品規格と同じ完全性レベルに達します。.
2. DIN 16901の公差システムは過度に単純化されている
DIN 16901は、材料タイプとサイズ範囲のみに基づいて公差グループを割り当てており、射出成形精度に影響を与える重要な要因を見落としています。これにより、しばしば以下の結果が生じます:
- 緩すぎる公差
- 達成不可能な公差
- 顧客とサプライヤー間の不一致
一方、ISO 20457は5要素スコアリングシステム(P1–P5)を導入することでこれを解決しています:
- 成形工程(表4)
- 材料剛性(表5)
- 収縮率(表6)
- 収縮異方性(表7)
- 製造工数(シリーズ1–4、表8)
合計スコアがTG公差等級を決定します。公差は定量化可能で予測可能になり、交渉が容易になります。.
3. DIN 16901は「基準から遠いほど誤差が大きくなる」という事実を無視している“
プラスチック部品は、収縮、反り、不均一な冷却による誤差が蓄積します。これらの影響は基準からの距離に応じて大きくなりますが、DIN 16901はこれを考慮していません。.
ISO 20457がこれを解決する方法: 特徴から基準原点までの距離であるDpを導入します:
- 位置公差はDpに依存する(表9)
- 輪郭公差はDpに依存する(表10)
これにより、公差値が実際の物理的挙動と整合します
4. DIN 16901は公差を提供するが、受入規則を提供しない
DIN 16901は公差表を提供していますが、検査方法や受入基準を定義していません。.
ISO 20457はABF — 成形部品生産の受入条件(第8章)を追加し、以下を明確にしています:
- 何を検査する必要があるか
- 逸脱の扱い方
- 機能特性と非機能特性の扱い方
- 収縮変動の管理方法
- 合意事項の文書化方法
ISO 20457は、成形プラスチック部品のための公差規則と受入規則を完全なシステムとして統合した初めての規格です。.
ボヤンの簡略化射出成形公差チャート
射出成形の専門家ではなく、製品に成形部品が必要なだけの場合、これらの規格を長時間研究する必要はありません。簡単にするために、Boyanは簡略化された公差チャートを作成しました。これは、ほとんどのプロジェクトで実用的な参考資料として役立ちます。.
| 公称寸法 (mm) | 0-20 | 20-50 | 50-120 | 120-230 | 230-400 | 400-1000 |
|---|---|---|---|---|---|---|
| 非常に厳しい(±mm) | 0.02 | 0.03 | 0.04 | 0.05 | 0.10 | 0.20 |
| 厳しい(±mm) | 0.10 | 0.15 | 0.20 | 0.30 | 0.40 | 0.90 |
| 通常(±mm) | 0.20 | 0.25 | 0.35 | 0.55 | 0.80 | 1.80 |
| 緩い(±mm) | 0.35 | 0.40 | 0.60 | 0.95 | 1.40 | 3.00 |
- 一般的な精度のプラスチック部品の場合、上記の規格は十分に機能します。プロジェクトがさらに厳しい公差を必要とする場合—例えば LEGOコンポーネント—これらのより厳しい範囲も達成可能ですが、 精密生産条件, の下でのみであり、当然ながらコストは高くなります。当社のチャートでは、このレベルは “「非常に厳しい」” 公差クラスとして表示されます。このような精度を達成するには、最終生産金型に着手する前に テストモールド を構築する必要があるかもしれません。.
- この簡略化されたチャートは、異なる材料や異なる特性タイプ(例えば寸法Aと寸法B)を区別していないため、値は 厳密な制限ではなく、おおよそのガイドラインとして見るべきです.
射出成形公差の構成要素の理解
適切な公差範囲を選択することは、正確な部品の嵌合と機能を確保するための重要なステップです。公差は主に基準寸法と上限・下限公差で構成されます。以下に、嵌合寸法に適した公差を選択する方法について簡潔なガイドを示します:
公称寸法、上限公差と下限公差
- 公差は以下で構成される 呼び寸法 および 上限公差と下限公差. 基準寸法は指定された基本寸法であり、上限公差と下限公差は基準寸法を中心とした許容サイズ範囲を定義します。.
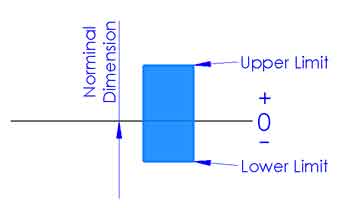
- 射出成形では、公差域はしばしば 対称的です。例えば±0.08 mmや±0.15 mm. のように。これはメーカーに明確な目標サイズを与えます。なぜなら、目標からの正負の偏差は一般に同様に起こり得ると考えられるからです。.
寸法範囲の選択
- DIN 16901などの公差規格を参照することで、特定の材料に対して適切なサイズ範囲を決定できます。これらの規格は、A種寸法やB種寸法など、異なる種類の寸法に対して推奨公差を提供します。.
基準寸法の決定
- 公称寸法の選択は重要なステップですが、公差規格によって直接定義されないことが多いです。公称サイズは、設計意図、機能要件、および組み立て互換性に従って決定されるべきです。例えば、部品が相手部品に密着する必要がある場合、より小さくまたはより精密な公称寸法が必要になることがあります。.
実用性の考慮
- 公差を選択する際には、部品の実用的な使用環境も考慮すべきです。例えば、部品が温度変動の大きい環境で使用される場合、熱膨張や収縮に対応するために、より広い公差範囲が必要になる可能性があります。.
調整と検証
- 公差が設定されたら、設計チーム、生産部門、および品質管理担当者とレビューし、製造可能であり性能要件を満たすことができることを確認する必要があります。必要に応じて、選択された公差が適切であることを確認するために試験と検証を実施すべきです。
要約すると、適切な公差を選択するには、設計要件、材料特性、加工方法、実際の使用環境などを総合的に考慮し、製品品質と性能を確保することが必要です。.
ボヤンが適切な射出成形公差の選択をお手伝いします
適切な公差を選択することは、プラスチック部品の品質と機能を確保するために重要です。プラスチックの柔軟性と弾性を考慮すると、寸法を正確に測定することは困難な場合があります。当社は専門知識を提供し、適切な寸法公差範囲を決定するお手伝いをします。以下に、当社のアプローチと方法論を示します:
主要寸法への焦点
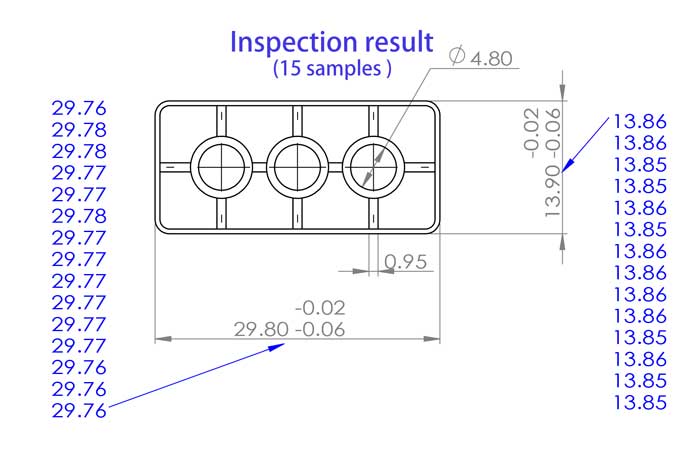
- 製品の機能性と全体の品質にとって重要なキー寸法については、厳格な公差範囲を設定します。専用の測定工具、例えばゴー・ノーゴーゲージなどを作成し、正確な寸法測定を確保します。.


重要度の低い寸法の扱い
- 重要度の低い二次寸法については、通常、ノギスなどの標準的な測定工具を使用します。また、対応する部品を用いてこれらの寸法の適合性を評価し、互換性を確保します。.
- 嵌め合い部品を用いた測定に加えて、寸法精度を測定するために3Dプリントされた検査工具も使用できます。3Dプリント製品は精度が低く、通常±0.1-0.2mm以内ですが、コスト効率が高く生産サイクルが短いため、精度要求がやや低い用途に適しています。.
- 時には、特定の公差値を提供せずに、適合性のみを保証することもあります。前述のように、プラスチック寸法、特にTPE、TPU、シリコンのような柔らかい材料の寸法を正確に測定することは困難です。.


効果的な公差決定に必要な情報と資料
これらのタスクをより効果的に実行するために、お客様から以下の情報と資料が必要です:
- 部品の具体的な使用シナリオ部品が使用される環境と条件を理解することで、公差範囲をより正確に決定することができます。.
- 適合部品サンプル可能であれば、対象部品と組み合わせて使用される他の部品のサンプルを提供することで、公差の適応性をより適切に評価・テストするのに役立ちます。.
当社の目標は、費用対効果が高く効率的な方法で適切な公差を決定するお手伝いをすることです。このアプローチは特に中小企業にとって有益であり、製品品質を確保しながら時間とコストを節約することができます。.
FAQ
プラスチックに不慣れな人々がよく犯す間違いは、金属部品の公差をそのまま射出成形部品に適用することです。.
プラスチックは金属とは大きく異なる挙動を示します:剛性が低く、変形が大きく、最終的な寸法は多くの成形パラメータの影響を受けます。ある程度の反りも避けられません。これらの理由から、プラスチック部品は一般に、機械加工された金属部品と同じような厳しい公差を維持することはできません。.
ただし、重要な寸法は厳密に制御し、必要な箇所では高い精度(最大±0.02 mm)を達成できます。自然な反りが影響する寸法については、非現実的な公差を強制するのではなく、機能面と外観面の要件に焦点を当てています。.
ほとんどのユーザーは、DIN 16901やISO 20457を詳細に研究する必要はありません。これらの規格は主にエンジニアや品質チームによって使用されます。ほとんどのプロジェクトでは、公差が何を意味し、部品の機能にどのように影響し、通常どのような公差範囲が達成可能かを理解するだけで十分です。そのため、実際の生産経験に基づいた簡略化された公差表を提供しています。.
寸法公差は部品の寸法を制御する一方、幾何公差は形状、平面度、平行度、真円度などの形状関連特性を制御します。ISO 20457は、DIN 16901などの旧規格よりも幾何公差をより重視しています。.
はい。細長い壁、大きな平坦面、リブ、ボス、非対称形状などの特徴は、反りを増加させ、厳しい公差の達成を困難にする可能性があります。均一な肉厚、バランスの取れた流れ、適切な抜き勾配などの優れた設計手法は、寸法安定性の向上に役立ちます。.
はい。重要な機能(スナップフィット、位置決め点、シール面)にのみ厳しい公差を適用し、非重要領域には標準公差を使用することは一般的です。このアプローチは、機能性能を確保しながらコストを削減します。.
いいえ.
ISO 20457:2018によれば、部品は機能および使用上の要件を満たしていれば、一部の寸法が一般公差を外れていても(別段の合意がない限り)受け入れ可能です。.
唯一の例外は、部品が正しく機能していても、外観やユーザーの知覚に影響を与えるような偏差がある場合です。.
はい、しかしそのような精度を達成するには、しばしば以下が必要です:
- 高精度工具
- 安定した再現性のある成形条件
- 低収縮性材料
- 場合によっては、 テストモールド 最終的な生産用金型を製作する前に
これらのステップは、要求された精度が現実的かつ再現可能かどうかを確認するのに役立ちます。.
検討事項:
- 部品の機能要件
- 特徴が嵌合、スナップ、またはスライドする必要があるかどうか
- 材料の収縮特性
- コストと精度のトレードオフ
ご不明な点がある場合は、当社のエンジニアリングチームが設計をレビューし、適切な公差を推奨することができます。.
一般的にはそうです。より厳しい公差には以下が必要です:
- より精密な工具
- 厳格な工程管理
- 長いサイクルタイム
- 追加検査と品質チェック
ほとんどの部品では、標準的な公差範囲で十分であり、よりコスト効率が良いです。.
はい。CADモデルと公差要求を共有していただければ、実現可能性を評価し、必要に応じて調整を提案できます。極めて厳しい公差の場合、設計を検証するために最初にテスト金型を作成することを推奨する場合があります。.
付録:射出成形部品の一般的な規格
射出成形部品の製造および設計プロセスにおいて、製品品質と一貫性を確保するために、いくつかの規格が一般的に参照されます。以下に簡単な参照としてリストします:
- DIN 16901: 1982-11 — このドイツ規格は、射出成形に使用される様々なプラスチック材料に適用される、プラスチック成形部品の寸法公差と偏差について具体的に規定しています。.
- ISO 20457:2018 — この国際規格は、様々なプラスチック加工方法に適用される、プラスチック成形部品の寸法公差に関する包括的なガイドを提供します。.
- DIN 16742 — これはプラスチック成形部品の一般公差と受入条件に関する規格です。射出成形だけでなく、圧縮成形や押出成形も対象としています。.
- GB/T 14486-2008 — これは中国の国家規格であり、様々なプラスチック加工方法に適した、プラスチック成形部品の寸法公差仕様をカバーしています。.
- 自動車産業規格 QC-T-29017-1991 — この中国自動車産業向けの特定規格は、自動車分野におけるプラスチック成形部品の寸法公差について詳細に規定しています。.
- SAIC 標準 MGR ES.22.PL.103 — これは中国の上海汽車集団有限公司の企業規格であり、同社内におけるプラスチック部品の設計・製造における寸法公差を具体的に指導しています。.
- ISO 2768 — この国際規格は、特定の公差が明示されていないプラスチック部品を含む、機械加工部品に適用されます。.
- JIS B 0401 — この日本工業規格は、ISO 2768と同様に、機械製図上で公差が具体的に指示されていない寸法に対する指針を提供します。.
これらの規格の中で、ISO 2768はおそらく最もよく知られています。しかし、これは未指定公差のための一般的な規格であり、射出成形部品専用に設計されたものではありません。.
