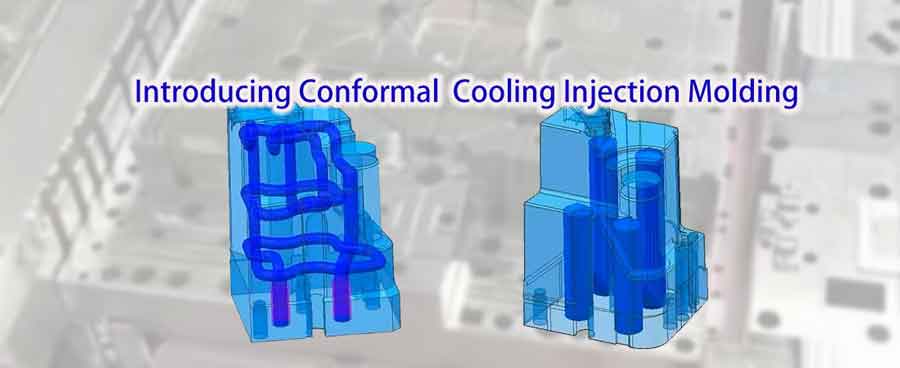
より均一な冷却:冷却チャネルが金型表面に近く、製品の形状に沿うため、より均一な冷却効果が得られます。これにより、製品の応力、変形、不均一な収縮を抑えることができます。.
生産効率の向上:均一な冷却はサイクルタイムを短縮し、生産効率を向上させます。.
製品品質の向上:均一な冷却は、製品の寸法精度と表面品質の向上に貢献します。.
省エネ:冷却時間が短いということは、生産工程全体のエネルギー効率が高いということです。.
これらの利点は、コンフォーマル冷却技術がいかに成形プロセスを最適化し、より良い製品成果とより効率的な製造方法をもたらすかを浮き彫りにしている。.


コメントは受け付けていません。