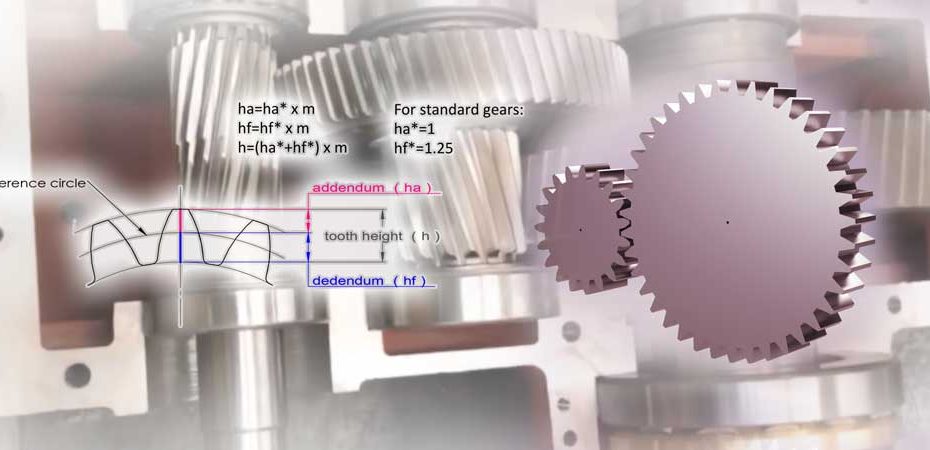
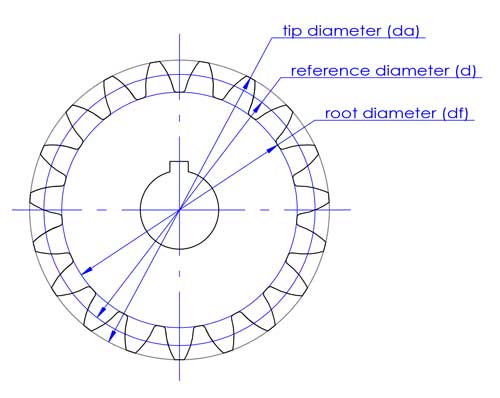
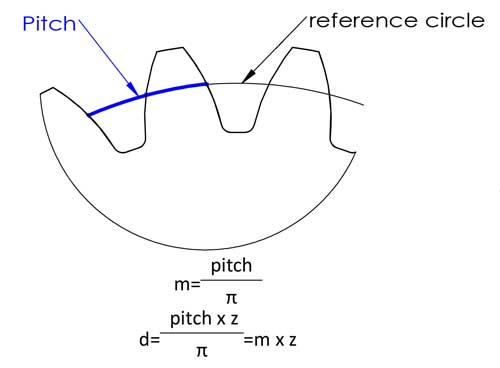
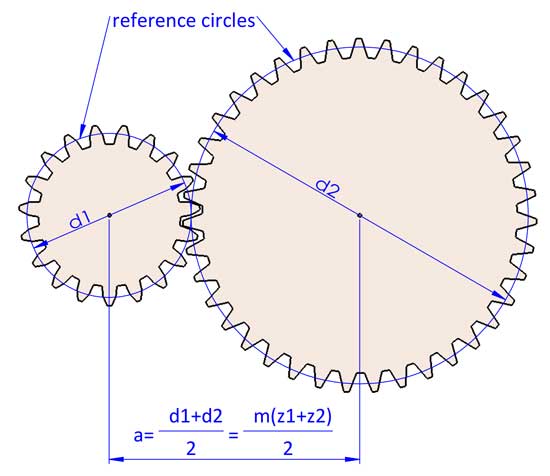
次に、基準直径 d=円周/π=ピッチ*z/π があります。計算を簡単にするために、ピッチ/π をモジュールと定義し、d=m*z という式が得られます。これで計算がずっと簡単になりますね?モジュールは以下の数値に標準化されています(単位:mm):
第一系列(推奨):0.1, 0.12, 0.15, 0.2, 0.25, 0.3, 0.4, 0.5, 0.6, 0.8, 1, 1.25, 1.5, 2, 2.5, 3, 4, 5, 6, 8, 10, 12, 16, 20, 25, 32, 40, 50
第二系列(使用頻度低):0.35, 0.7, 0.9, 1.75, 2.25, 2.75, 3.25, 3.5, 3.75, 4.5, 5.5, 6.5, 7, 9, 11, 14, 18, 22, 28, 30, 36, 45




コメントは受け付けていません。