Rimedi:
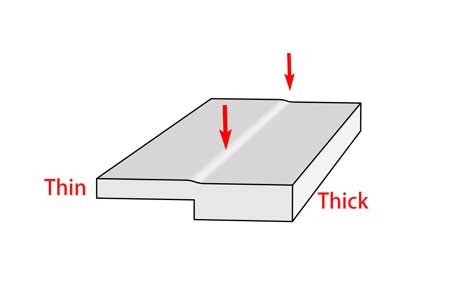
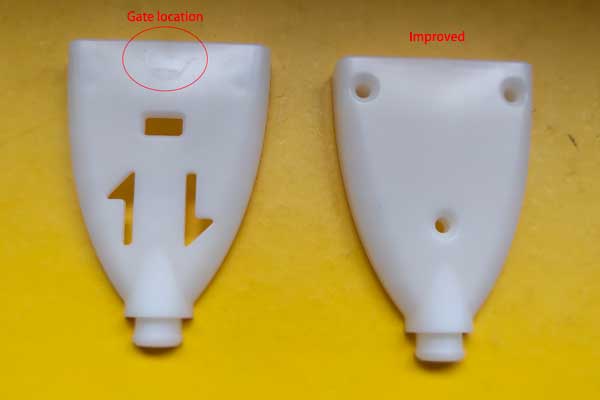
- Migliorare la progettazione dei gate: Evitare i disegni di cancelli in aree spesse e aperte ed evitare che il materiale si sposti dalle sezioni più sottili a quelle più spesse.
- Regolazione della velocità di iniezione segmentata: Rallentare la velocità di iniezione quando la plastica entra in aree più aperte per ridurre i segni di flusso del serpente.
- Aumento della temperatura di stampo e ugello: Temperature più elevate per lo stampo e la plastica migliorano lo scorrimento e la fusione, riducendo i segni di scorrimento del serpente.
- Ingrandire le dimensioni del cancello: Una porta più grande può migliorare il flusso di plastica fusa, riducendo così al minimo i segni di flusso del serpente.
- Impedire l'ingresso di materiale freddo nello stampo: Ad esempio, l'aggiunta di un pozzetto freddo per intercettare il materiale freddo assicura che solo la plastica fusa in modo uniforme entri nella cavità dello stampo.
In sintesi, queste misure possono ridurre efficacemente la formazione dei segni di flusso dei serpenti nello stampaggio a iniezione, migliorando la qualità del prodotto.