Nos opérations habituelles de contrôle de la qualité
<Chez Boyan, nous veillons à ce que nos produits soient conformes aux spécifications. Nos opérations habituelles de contrôle de la qualité peuvent inclure:
Rapports d'inspection du premier article
Rapports d'inspection en cours de fabrication
Rapports d'inspection avant expédition
Rapports sur les actions correctives
Photos et vidéos accompagnant ces rapports
Certifications des matériaux
Rapports d'essais au brouillard salin (pour tester la résistance à la corrosion)
Rapport de test de grille (pour tester l'adhérence du revêtement)
Rapports dimensionnels
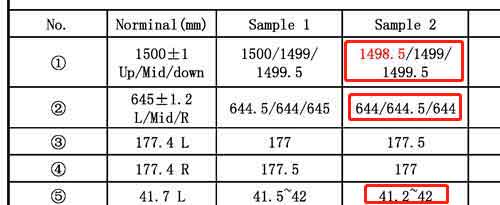
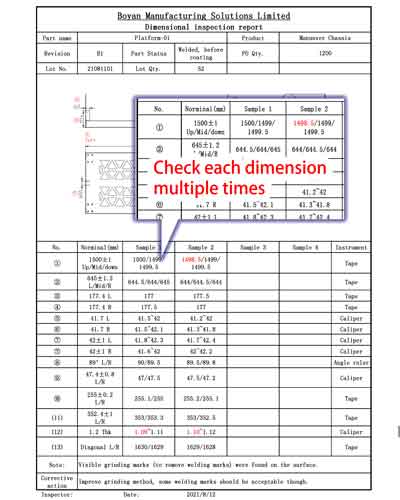
Vérifier les dimensions plusieurs fois
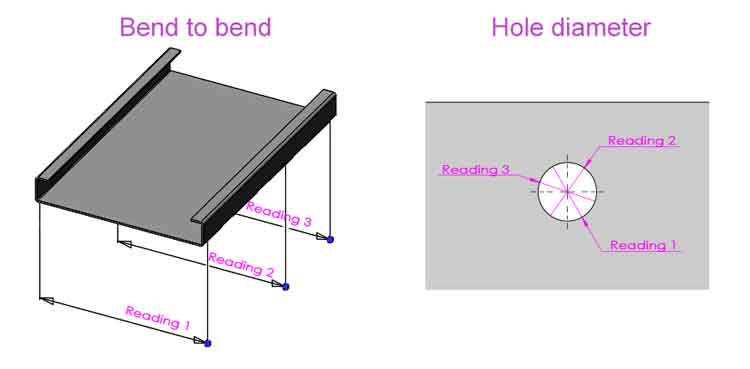
Étant donné que pour les pièces en tôle, certaines dimensions peuvent varier légèrement sur la longueur (ou la largeur), en particulier pour les dimensions de pliage à pliage, lorsque nous prenons les mesures, nous devons vérifier plusieurs points pour nous assurer que toutes les mesures se situent dans les limites des tolérances.
Pour les pièces en tôle, de nombreuses dimensions sont liées entre elles. Afin de vérifier les dimensions avec plus de précision et d'efficacité, nous pouvons vérifier les dimensions connexes.
Un exemple:
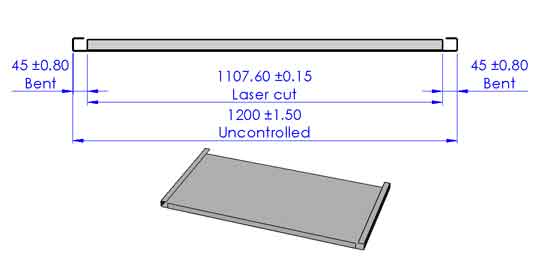
La dimension de 1107,60 mm est une dimension découpée au laser, qui peut généralement être réalisée avec une tolérance de ±0,15 mm. Les dimensions de 45 mm sont obtenues par pliage et sont donc moins précises. La dimension de 1200 mm est une dimension critique, elle doit se situer à ±1,50 mm.
Si nous vérifions les 1200 mm à l'aide d'un ruban, ce sera beaucoup plus lent et moins précis.
Si nous mesurons les 45 mm à ±0,60 mm,ou si un côté est +0,80 mm plus grand, l'autre côté +0,40 mm plus grand, les 1200 mm devraient toujours être à ±1,5 mm.
Contrôle de la qualité des processus de revêtement
Rapport d'essai au brouillard salin : 3 types : neutre, acide acétique, cuivre accéléré.
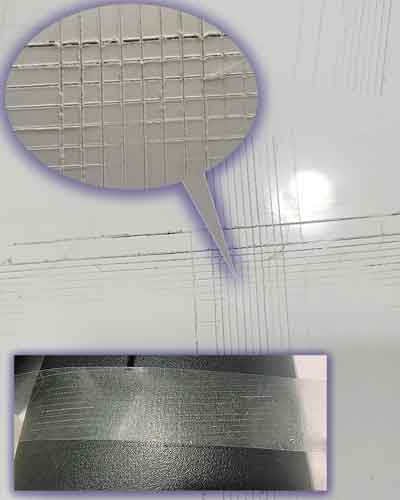
Essai de grille : pour tester la force d'adhérence du revêtement.
Ces tests ne sont pas exhaustifs. Lorsque les échantillons passent ces tests avec succès, il peut subsister de petites zones sur certaines pièces qui présentent des problèmes.
Pour éviter cela, nous effectuons un contrôle visuel de l'installation pendant le processus de revêtement, afin de nous en assurer :
La surface est exempte de rouille ;
Le prétraitement est effectué conformément aux spécifications, la surface est propre avant le revêtement ;
Après le revêtement, l'épaisseur du revêtement, l'aspect de la surface, etc. répondent aux critères.
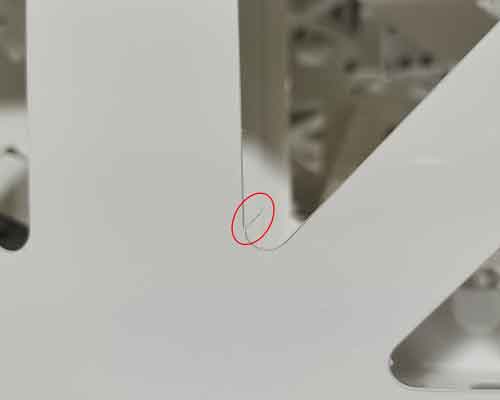
Minuscule porosité sur le revêtement en poudre due à de la rouille non nettoyée
Inspection visuelle
Nous procédons à une inspection visuelle au cours de tous les processus de fabrication afin de nous assurer que les pièces répondent aux exigences en matière d'apparence esthétique.
Nous vous enverrons des photos et des vidéos afin de s'assurer que les pièces qui ne répondent pas aux critères ne vous seront pas envoyées.
Un joint froid dû à une soudure insuffisante
Une bavure non nettoyée sur la pièce
Un exemple de vidéo
Vérification de l'épaisseur de l'affaissement de la peinture
Vous cherchez à réaliser votre prochain projet de tôlerie ?